Potrebbero piacerti anche
- Método de KrollDocumento3 pagineMétodo de KrollGabriela TapiaNessuna valutazione finora
- Informe LaboDocumento5 pagineInforme LaboMacarena VegaNessuna valutazione finora
- Informe 6Documento6 pagineInforme 6daniellgb96Nessuna valutazione finora
- Pila Galvanica Practica N 3Documento5 paginePila Galvanica Practica N 3Katita ChascaNessuna valutazione finora
- Sintesis de PolifosfatoDocumento4 pagineSintesis de PolifosfatoJuan Camilo Lopez CajasNessuna valutazione finora
- Informe #1-Química Inorgánica-Grupo 5Documento28 pagineInforme #1-Química Inorgánica-Grupo 5Priscila Pillaca OlivaresNessuna valutazione finora
- Reacción de ReformatskyDocumento17 pagineReacción de ReformatskyQuimico X NOxNessuna valutazione finora
- Ecuacion Numero de Reynolds 2019Documento12 pagineEcuacion Numero de Reynolds 2019Hector Jose Torres MonteroNessuna valutazione finora
- Brochure Sika La Solución Efectiva para Su ObraDocumento8 pagineBrochure Sika La Solución Efectiva para Su ObraJOHNNY CASTILLO LAGOSNessuna valutazione finora
- Informe Final de Maiz Chala PastosDocumento41 pagineInforme Final de Maiz Chala PastosPool León100% (1)
- Marco Teorico Lab 2 Inorganica IIDocumento9 pagineMarco Teorico Lab 2 Inorganica IICynthia CondeNessuna valutazione finora
- El RuDocumento12 pagineEl RusantosDTNessuna valutazione finora
- Metales AlcalinosDocumento14 pagineMetales AlcalinosJonatan GuayllaNessuna valutazione finora
- Mecanismo de Reacción de Los AlcanosDocumento3 pagineMecanismo de Reacción de Los AlcanosJose Chavarria100% (1)
- RX - Identificación de PB Ag HGDocumento5 pagineRX - Identificación de PB Ag HGhenryllecllishNessuna valutazione finora
- Abundancia y Obtención Del HierroDocumento2 pagineAbundancia y Obtención Del HierroJose Aliaga100% (1)
- Acido BenzoicoDocumento5 pagineAcido BenzoicoWR SalasNessuna valutazione finora
- Tema 5. Elementos de Transicion PDFDocumento16 pagineTema 5. Elementos de Transicion PDFjessieNessuna valutazione finora
- Determinacion de CarbonatosDocumento8 pagineDeterminacion de CarbonatosChristian Collazos Pardave0% (1)
- Metales AlcalinotérreosDocumento9 pagineMetales AlcalinotérreosgladisNessuna valutazione finora
- 27 Sintesis FerrofluidoDocumento6 pagine27 Sintesis FerrofluidoJuan David Benitez MonroyNessuna valutazione finora
- Quimica InformeDocumento6 pagineQuimica InformeRossmery RosadoNessuna valutazione finora
- s12 - Titanio, Zirconio y TantalioDocumento84 pagines12 - Titanio, Zirconio y TantalioJheyson Zuasnabar PaucarNessuna valutazione finora
- Informe de Hidroxido CupricoDocumento16 pagineInforme de Hidroxido CupricoOscar Alberto Grajeda RamirezNessuna valutazione finora
- Zeolitas en Catalis PDFDocumento13 pagineZeolitas en Catalis PDFLuis Niño0% (1)
- Eteres Epoxidos y Sulfuros - ByQDocumento28 pagineEteres Epoxidos y Sulfuros - ByQptreonito matinexNessuna valutazione finora
- Informe 7 Oxido-ReduccionDocumento5 pagineInforme 7 Oxido-ReduccionPaola Insuasty100% (1)
- MenaDocumento5 pagineMenaJheyson Cesar Garcia ApacllaNessuna valutazione finora
- Oxalato Aluminio y PotasioDocumento5 pagineOxalato Aluminio y PotasioDaniela BarcoNessuna valutazione finora
- conPRACTICA AZUFRE - DocxinorganicaDocumento28 pagineconPRACTICA AZUFRE - DocxinorganicaElva Roxana Chavez LiñanNessuna valutazione finora
- 2016-20 Cuestionario de Nomenclatura de Compuestos de CoordinaciónDocumento7 pagine2016-20 Cuestionario de Nomenclatura de Compuestos de CoordinaciónAdriana Toro RosalesNessuna valutazione finora
- PRACTICA HALOGENUROS DE ALQUILO TerciariosDocumento4 paginePRACTICA HALOGENUROS DE ALQUILO TerciariosReimond MunizNessuna valutazione finora
- Practica 8 QuimicaDocumento9 paginePractica 8 QuimicaCesar SuarezNessuna valutazione finora
- Laboratorio N°4Documento15 pagineLaboratorio N°4Alejandra Gutierrez ʚïɞ100% (1)
- Alcalinos y Alcalino TerreosDocumento41 pagineAlcalinos y Alcalino TerreosAndrés Molina100% (1)
- Metales AlcalinosDocumento5 pagineMetales AlcalinosJossue valdiviaNessuna valutazione finora
- Obtención y Estudio de La Cinética de Conversación de Los Isómeros de EnlaceDocumento6 pagineObtención y Estudio de La Cinética de Conversación de Los Isómeros de EnlaceAlejandra Balaguera TorresNessuna valutazione finora
- Capítulo 1. Introducción A La CorrosiónDocumento6 pagineCapítulo 1. Introducción A La CorrosiónALEXIS MARTINEZNessuna valutazione finora
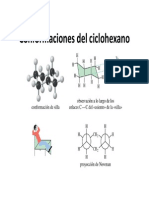
- 4.1. Conformaciones Del Ciclohexano EDocumento16 pagine4.1. Conformaciones Del Ciclohexano Ecarmen ferreraNessuna valutazione finora
- Compuestos de CoordinacionDocumento8 pagineCompuestos de Coordinacionunifiqt2013Nessuna valutazione finora
- Práctica 7 Funcionales.Documento8 paginePráctica 7 Funcionales.Chantal Abigail Reséndiz GómezNessuna valutazione finora
- EnolatosDocumento80 pagineEnolatosJoan Manuel LopezNessuna valutazione finora
- Metales Alcalinos TerreosDocumento6 pagineMetales Alcalinos TerreosAlexandra Gamboa GomezNessuna valutazione finora
- Informe 05Documento14 pagineInforme 05Lizs Yauri Rivera100% (1)
- Compuestos AzufradosDocumento7 pagineCompuestos AzufradosCeleste HernándezNessuna valutazione finora
- Marcha Analitica Quimica InorganicaDocumento5 pagineMarcha Analitica Quimica Inorganicasebastianzm7Nessuna valutazione finora
- INFORME Cinetica de ReacciónDocumento12 pagineINFORME Cinetica de ReacciónMayi C LopezNessuna valutazione finora
- Identificación de Iones en El SueloDocumento17 pagineIdentificación de Iones en El SueloChispa AtómicaNessuna valutazione finora
- Monografia de Acidos CarboxilicosDocumento13 pagineMonografia de Acidos CarboxilicosJimmy Alexis Lira Huaman100% (1)
- HasioDocumento4 pagineHasioAlex CurosakiNessuna valutazione finora
- INFORME 4 HalogenosDocumento6 pagineINFORME 4 HalogenosMicaela PuglieseNessuna valutazione finora
- Mapa Conceptual de Nomenclatura InorganicaDocumento2 pagineMapa Conceptual de Nomenclatura InorganicaIsαbel A. Ɛspino ᑭaucarNessuna valutazione finora
- Tarea Quimica Inorganica Takeshi Raez Yseki FUNCIONES REDOXDocumento7 pagineTarea Quimica Inorganica Takeshi Raez Yseki FUNCIONES REDOXTakeshi Diego Raez YsekiNessuna valutazione finora
- Practica 4Documento2 paginePractica 4Sara Lizbeth Martinez MorochoNessuna valutazione finora
- Nomenclatura de ComplejosDocumento8 pagineNomenclatura de ComplejosMiguelNessuna valutazione finora
- Teoria de Electrolisis AlumnosDocumento12 pagineTeoria de Electrolisis AlumnosJulio C V100% (1)
- Metales de TransicionDocumento32 pagineMetales de Transicionvale8100% (4)
- Cuestionario de Quimica 12Documento5 pagineCuestionario de Quimica 12Evelyn Requena AstoNessuna valutazione finora
- INTRODUCCIÓNDocumento8 pagineINTRODUCCIÓNRoss HCHNessuna valutazione finora
- Trabajo ColtanDocumento11 pagineTrabajo ColtanEstefania PinzonNessuna valutazione finora
- ColtanDocumento6 pagineColtanDavid Contreras ArangoitiaNessuna valutazione finora
- Qué Es El TantalioDocumento3 pagineQué Es El TantalioCarla CamposNessuna valutazione finora
- Lixiviacion de OxidosDocumento62 pagineLixiviacion de Oxidosalfreo100% (1)
- Ensayo Creep MetalmecanicaDocumento17 pagineEnsayo Creep MetalmecanicaHector Jose Torres MonteroNessuna valutazione finora
- Pre Informe #3 Bombas. Lab de FenomenosDocumento9 paginePre Informe #3 Bombas. Lab de FenomenosHector Jose Torres MonteroNessuna valutazione finora
- Tecnologia de Fabricacion 2Documento4 pagineTecnologia de Fabricacion 2Hector Jose Torres MonteroNessuna valutazione finora
- Ejercicios de EnergiaDocumento8 pagineEjercicios de EnergiaHector Jose Torres MonteroNessuna valutazione finora
- Falla FatigaDocumento9 pagineFalla FatigaHector Jose Torres MonteroNessuna valutazione finora
- UNIDAD 3 Deformación en Mono y PolicristalesDocumento34 pagineUNIDAD 3 Deformación en Mono y PolicristalesHector Jose Torres MonteroNessuna valutazione finora
- Praticas Del LaboratorioDocumento11 paginePraticas Del LaboratorioHector Jose Torres MonteroNessuna valutazione finora
- Analisis de SensibilidadDocumento8 pagineAnalisis de SensibilidadHector Jose Torres Montero100% (1)
- Exposicion Del CarbonoDocumento12 pagineExposicion Del CarbonoHector Jose Torres MonteroNessuna valutazione finora
- CLASE 12 Tecnología Derivados de LecheDocumento65 pagineCLASE 12 Tecnología Derivados de LechesusanNessuna valutazione finora
- Reporte 03 Sintesis de 4 BromobenzaldehidoDocumento13 pagineReporte 03 Sintesis de 4 BromobenzaldehidoMarehOrellanaNessuna valutazione finora
- Nicolas Flamel - El Breviario - 2015Documento45 pagineNicolas Flamel - El Breviario - 2015aethophisbr100% (11)
- Manual de Practicas Fenomenos de Transporte 2 PDFDocumento18 pagineManual de Practicas Fenomenos de Transporte 2 PDFGustavo Tello BernalNessuna valutazione finora
- Aguas Residuales MinerasDocumento15 pagineAguas Residuales MinerasRem QuispeNessuna valutazione finora
- Química Inorgánica: Unidad Ii: Relaciones de Masa Y ReaccionesDocumento7 pagineQuímica Inorgánica: Unidad Ii: Relaciones de Masa Y ReaccionesChristian SosaNessuna valutazione finora
- 2BE5Documento4 pagine2BE5Gladys Gabriela Quispe RamosNessuna valutazione finora
- GOLFIELDDocumento27 pagineGOLFIELDJessi Gálvez ChávezNessuna valutazione finora
- Copia Final ReviewDocumento21 pagineCopia Final ReviewGustavo GarciaNessuna valutazione finora
- CURSO 14-15 COLECCIÓN ACTIVIDADES EstequiometriaDocumento5 pagineCURSO 14-15 COLECCIÓN ACTIVIDADES EstequiometriaMayte Sainz ParrillaNessuna valutazione finora
- EL ORIGEN DEL SUELOuDocumento28 pagineEL ORIGEN DEL SUELOuCristian Maquera CotradoNessuna valutazione finora
- Examen ORDINARIO Tipo A PM U2 Abril 2023Documento2 pagineExamen ORDINARIO Tipo A PM U2 Abril 2023Jose RobertoNessuna valutazione finora
- Hoja Tecnica Del Plomo en LingotesDocumento2 pagineHoja Tecnica Del Plomo en Lingotesjuan carlosNessuna valutazione finora
- Glosario de SPACHDocumento11 pagineGlosario de SPACHTrinidad Franco Miguel AngelNessuna valutazione finora
- Arranque UASBDocumento4 pagineArranque UASBJuan Cornelio Pedraza ChavezNessuna valutazione finora
- Reacciones Químicas Ciclo VDocumento1 paginaReacciones Químicas Ciclo VCatherine Martínez CollazosNessuna valutazione finora
- Ciclo Del Nitrógeno Word ResumenDocumento4 pagineCiclo Del Nitrógeno Word ResumenJoshe DiazNessuna valutazione finora
- Secadores ContinuosDocumento15 pagineSecadores ContinuosAlberto RodriguezNessuna valutazione finora
- Valvulas de ControlDocumento8 pagineValvulas de Controlvicvic34100% (2)
- Coeficiente y Espectro Sismico - NECDocumento22 pagineCoeficiente y Espectro Sismico - NECMago JorgeNessuna valutazione finora
- Unc P 2018 IDocumento12 pagineUnc P 2018 IlidiaNessuna valutazione finora
- Calor EspecificoDocumento14 pagineCalor EspecificoРомина СантандерNessuna valutazione finora
- Procedimiento de Inspeccion de GrilletesDocumento6 pagineProcedimiento de Inspeccion de GrilletesJOSE SANCHEZ100% (1)
- Serie Estequiometria 2018-1Documento3 pagineSerie Estequiometria 2018-1LuisNessuna valutazione finora
- Secuencia TesadoDocumento63 pagineSecuencia TesadoCristian Darlach VeramendiNessuna valutazione finora
- Segundo Examen de MetalurgiaDocumento2 pagineSegundo Examen de MetalurgiaManu GarcesNessuna valutazione finora
- Dureza Del AguaDocumento10 pagineDureza Del AguaBerenice PérezNessuna valutazione finora
- Huisa Yupa Fernando, Gamero Vera Jesus - Expocision PulvimetalurgiaDocumento17 pagineHuisa Yupa Fernando, Gamero Vera Jesus - Expocision PulvimetalurgiaGean Bulmer GallegosNessuna valutazione finora