Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Mechanical Reasoning ReviewDocumento7 pagineMechanical Reasoning Reviewking gh100% (3)
- Schlumberger CDSDocumento2 pagineSchlumberger CDSPaul SalinasNessuna valutazione finora
- Advanced High Strength SteelDocumento338 pagineAdvanced High Strength SteelFidel MatosNessuna valutazione finora
- S T A N D A R D: Finishing Protective Paint of Metallic Parts Composing BusDocumento11 pagineS T A N D A R D: Finishing Protective Paint of Metallic Parts Composing Busevren meral100% (1)
- PPG Colors PDFDocumento8 paginePPG Colors PDFAPEX SONNessuna valutazione finora
- Pump Design For CINH-01 2020-03Documento12 paginePump Design For CINH-01 2020-03Windy MartdianzahNessuna valutazione finora
- Well Plan Checklist: Guidance Notes Halliburton Management SystemDocumento10 pagineWell Plan Checklist: Guidance Notes Halliburton Management SystemWindy MartdianzahNessuna valutazione finora
- Weld Overlay FailuresDocumento7 pagineWeld Overlay FailuresParminder SinghNessuna valutazione finora
- Microstructure Lab ReportDocumento13 pagineMicrostructure Lab ReportUdani Wijekoon100% (1)
- Troubleshooting Electroless Nickel Plating SolutionsDocumento9 pagineTroubleshooting Electroless Nickel Plating SolutionsElisa Patton0% (1)
- Tubulars - Connections (W250) Mar 08 - Part 3Documento15 pagineTubulars - Connections (W250) Mar 08 - Part 3Mike Ross100% (1)
- SPE-37054-MS (Bit Torque Calculation) PDFDocumento9 pagineSPE-37054-MS (Bit Torque Calculation) PDFWindy MartdianzahNessuna valutazione finora
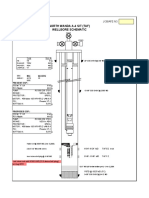
- North Wanda A-4 S/T (Taf) Wellbore Schematic: Job/Afe NoDocumento1 paginaNorth Wanda A-4 S/T (Taf) Wellbore Schematic: Job/Afe NoWindy MartdianzahNessuna valutazione finora
- Well Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Documento3 pagineWell Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Windy MartdianzahNessuna valutazione finora
- Well Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Documento3 pagineWell Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Windy MartdianzahNessuna valutazione finora
- Well Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Documento3 pagineWell Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Windy MartdianzahNessuna valutazione finora
- Well Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Documento3 pagineWell Completion Guide: TOP PERF. 3081' - 3101', BOTTOM PERF. 3106 - 3114'Windy MartdianzahNessuna valutazione finora
- CINH 01cgDocumento3 pagineCINH 01cgWindy MartdianzahNessuna valutazione finora
- Pump Design For CINH-01 2020-03Documento12 paginePump Design For CINH-01 2020-03Windy MartdianzahNessuna valutazione finora
- Flow Assurance (W11)Documento24 pagineFlow Assurance (W11)Windy MartdianzahNessuna valutazione finora
- Return To Table of Contents: Properties Based On 20Documento3 pagineReturn To Table of Contents: Properties Based On 20Windy MartdianzahNessuna valutazione finora
- Bulk Diagram 03-06-09Documento1 paginaBulk Diagram 03-06-09Windy MartdianzahNessuna valutazione finora
- Chloride Ion Content Determination Kit PART NO. 144-40: InstructionsDocumento4 pagineChloride Ion Content Determination Kit PART NO. 144-40: InstructionsWindy MartdianzahNessuna valutazione finora
- Sharing To Be Better 10 EnglishDocumento16 pagineSharing To Be Better 10 EnglishkhaledNessuna valutazione finora
- Assignment 7 MSMDocumento6 pagineAssignment 7 MSMJAY KACHANessuna valutazione finora
- Astm A 335Documento7 pagineAstm A 335Maram NasraweenNessuna valutazione finora
- Iron Steel RailingsDocumento102 pagineIron Steel Railingsaroubi inphoNessuna valutazione finora
- Handbook of Oceanographic Engineering MaterialsDocumento97 pagineHandbook of Oceanographic Engineering MaterialssleonNessuna valutazione finora
- Duplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Documento6 pagineDuplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Dell_RevanNessuna valutazione finora
- Multi - 1 Drills: YE-ML20Documento2 pagineMulti - 1 Drills: YE-ML20Michel DominguesNessuna valutazione finora
- Ma3022 Propeller Drydockingworks 1 Aug05Documento18 pagineMa3022 Propeller Drydockingworks 1 Aug05NAGENDRA KUMAR DNessuna valutazione finora
- Material Hand BookDocumento47 pagineMaterial Hand BookHARIMETLYNessuna valutazione finora
- CAD CAM LAB MANUAL - MT8711-REG-2017-MCT-7th SemDocumento87 pagineCAD CAM LAB MANUAL - MT8711-REG-2017-MCT-7th SemKathirvelan DNessuna valutazione finora
- UNS Numbering SystemDocumento3 pagineUNS Numbering SystemorlomontNessuna valutazione finora
- B Mason NotesDocumento5 pagineB Mason Notesjsmithy456Nessuna valutazione finora
- Heavy Plates CapabilitiesDocumento26 pagineHeavy Plates Capabilitieswindsurferke007Nessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento34 pagineDisclosure To Promote The Right To InformationSainath AmudaNessuna valutazione finora
- Magnesium Alloys: Raw Material ProductionDocumento25 pagineMagnesium Alloys: Raw Material Productionmohamad hafizNessuna valutazione finora
- Ansi b36 10 1979Documento23 pagineAnsi b36 10 1979Yaser Al NasrNessuna valutazione finora
- 2013 2014 General Cat SMDocumento557 pagine2013 2014 General Cat SMMoustaffaNessuna valutazione finora
- Nelson CurvesDocumento1 paginaNelson Curvestopspeed1Nessuna valutazione finora
- Steel SpecificationsDocumento4 pagineSteel Specificationsgaurav tiwariNessuna valutazione finora
- Analysis of Indian Iron and Steel IndustryDocumento70 pagineAnalysis of Indian Iron and Steel IndustryMishra SanatNessuna valutazione finora
- Biomet GeocoatDocumento1 paginaBiomet GeocoatAli EntezariNessuna valutazione finora
- Astm E3 Preparation of Metallographic Specimens1Documento13 pagineAstm E3 Preparation of Metallographic Specimens1Dada TorreNessuna valutazione finora
- k22 PDFDocumento58 paginek22 PDFfernando brasolinNessuna valutazione finora
- Ceramics - Engineering Materials & Metallurgy Questions and Answers - SanfoundryDocumento8 pagineCeramics - Engineering Materials & Metallurgy Questions and Answers - SanfoundryYaseen RashidNessuna valutazione finora