Potrebbero piacerti anche
- Carboguard 890 PDSDocumento5 pagineCarboguard 890 PDScrisNessuna valutazione finora
- Carboguard 890: Selection & Specification DataDocumento5 pagineCarboguard 890: Selection & Specification DataMuthazhagan SaravananNessuna valutazione finora
- Carboguard 893: Selection & Specification DataDocumento5 pagineCarboguard 893: Selection & Specification DataQuy RomNessuna valutazione finora
- Carboguard 893 PDSDocumento5 pagineCarboguard 893 PDSUtomoNessuna valutazione finora
- Carboguard 893 PDSDocumento5 pagineCarboguard 893 PDSTrịnh Minh KhoaNessuna valutazione finora
- Carbomastic 15 PDSDocumento4 pagineCarbomastic 15 PDSRiyaz Basheer100% (1)
- Carbothane 133 HB PDS PDFDocumento5 pagineCarbothane 133 HB PDS PDFskNessuna valutazione finora
- Carboguard 893 SG MIO PDSDocumento4 pagineCarboguard 893 SG MIO PDSMuthuKumarNessuna valutazione finora
- Carboline Carbothane 133 HBDocumento5 pagineCarboline Carbothane 133 HBArturo SalinasNessuna valutazione finora
- Carboguard 893 SG PDSDocumento4 pagineCarboguard 893 SG PDSTrịnh Minh KhoaNessuna valutazione finora
- Carbothane 133 HB: Selection & Specification DataDocumento5 pagineCarbothane 133 HB: Selection & Specification DatalavekushNessuna valutazione finora
- Carboguard 1209: Selection & Specification DataDocumento4 pagineCarboguard 1209: Selection & Specification DataQuy Dom100% (2)
- Carboguard 890 GFDocumento4 pagineCarboguard 890 GFDuongthithuydungNessuna valutazione finora
- Carboguard 893 SG: Selection & Specification DataDocumento5 pagineCarboguard 893 SG: Selection & Specification DataPraveen Sreekumaran NairNessuna valutazione finora
- Sanitile 120 PDSDocumento4 pagineSanitile 120 PDSDuongthithuydungNessuna valutazione finora
- Phenoline 187 Finish PDSDocumento5 paginePhenoline 187 Finish PDSQuy RomNessuna valutazione finora
- Carbozinc 11 PDSDocumento5 pagineCarbozinc 11 PDSSUBODHNessuna valutazione finora
- Carbozinc 11: Selection & Specification DataDocumento5 pagineCarbozinc 11: Selection & Specification DataQuy RomNessuna valutazione finora
- Carboguard 890N PDSDocumento5 pagineCarboguard 890N PDScorey jacobsNessuna valutazione finora
- Protective & Marine Coatings: Polysiloxane 1KDocumento4 pagineProtective & Marine Coatings: Polysiloxane 1KAna CabreraNessuna valutazione finora
- Carbozinc 11: Selection & Specification DataDocumento5 pagineCarbozinc 11: Selection & Specification DatajoehodohNessuna valutazione finora
- Carboguard 60: Selection & Specification DataDocumento5 pagineCarboguard 60: Selection & Specification DataDuongthithuydungNessuna valutazione finora
- Carboguard 893 PDSDocumento2 pagineCarboguard 893 PDSNguyễn Thị Châu TâyNessuna valutazione finora
- Bitumastic 300M: Selection & Specification DataDocumento4 pagineBitumastic 300M: Selection & Specification DataSHAIK ASIMUDDINNessuna valutazione finora
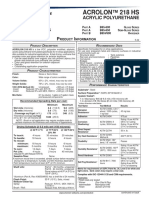
- Acrolon 218 FTDocumento4 pagineAcrolon 218 FTEdwin VSNessuna valutazione finora
- DTM Acrylic Coating: Protective & Marine CoatingsDocumento4 pagineDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNessuna valutazione finora
- Carbozinc 11 HS PDSDocumento5 pagineCarbozinc 11 HS PDSEsakki muthuNessuna valutazione finora
- Carbozinc 11Documento4 pagineCarbozinc 11DuongthithuydungNessuna valutazione finora
- Carboguard 635: Selection & Specification DataDocumento5 pagineCarboguard 635: Selection & Specification DataPrakashNessuna valutazione finora
- Carboguard 880 MIO PDSDocumento4 pagineCarboguard 880 MIO PDSHerman EngelbrechtNessuna valutazione finora
- Acrolon 218 HS Acrylic PolyurethaneDocumento4 pagineAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNessuna valutazione finora
- Carbozinc 859: Selection & Specification DataDocumento5 pagineCarbozinc 859: Selection & Specification DataFrancis BautistaNessuna valutazione finora
- Acrolon 218 HsDocumento4 pagineAcrolon 218 HsKARENNessuna valutazione finora
- Carbozinc 859 (Organic Zinc-Rich Epoxy)Documento4 pagineCarbozinc 859 (Organic Zinc-Rich Epoxy)helioxavier2Nessuna valutazione finora
- Carboxane 2000 PDSDocumento4 pagineCarboxane 2000 PDSBERSE MAJU INDONESIANessuna valutazione finora
- Carbozinc - 859 - PDS JapanDocumento4 pagineCarbozinc - 859 - PDS JapanFreddyNessuna valutazione finora
- Carbothane 134 HG PDSDocumento5 pagineCarbothane 134 HG PDSsanthoshkumarplNessuna valutazione finora
- Protective & Marine Coatings: Acrolon™ 218 HsDocumento4 pagineProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNessuna valutazione finora
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocumento4 pagineFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNessuna valutazione finora
- Phenoline 187 FinishDocumento5 paginePhenoline 187 FinishDuongthithuydungNessuna valutazione finora
- Carbozinc Data SheetDocumento2 pagineCarbozinc Data SheetIra Purnama SariNessuna valutazione finora
- Corothane® I Galvapac 1K Zinc Primer PDFDocumento4 pagineCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Phenoline 187 Chemical Resistant Tank LiningDocumento5 paginePhenoline 187 Chemical Resistant Tank LiningQuy RomNessuna valutazione finora
- Carboline Carboguard 890 PDSDocumento2 pagineCarboline Carboguard 890 PDSSamNessuna valutazione finora
- Carboguard 635 Thinned 50% - Sealer PDSDocumento5 pagineCarboguard 635 Thinned 50% - Sealer PDSjakeNessuna valutazione finora
- Hoja Tecnica Amerlock 400 PDFDocumento3 pagineHoja Tecnica Amerlock 400 PDFJesy M. Maldonado SalinasNessuna valutazione finora
- TDS - Masterseal SP 120 PFDocumento3 pagineTDS - Masterseal SP 120 PFAlexi ALfred H. TagoNessuna valutazione finora
- Carboguard 891 Product Data SheetDocumento4 pagineCarboguard 891 Product Data SheetPrakashNessuna valutazione finora
- Envirolastic 980 PADocumento4 pagineEnvirolastic 980 PAdneradNessuna valutazione finora
- Carboguard 636 XT PDSDocumento4 pagineCarboguard 636 XT PDSCarlos Rojas HandalNessuna valutazione finora
- Protective & Marine Coatings: Acrolon™ 218 HsDocumento4 pagineProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNessuna valutazione finora
- Carbotherm 3300 PDSDocumento4 pagineCarbotherm 3300 PDS이선엽Nessuna valutazione finora
- Carboguard 890 GF PDSDocumento2 pagineCarboguard 890 GF PDSfazeel mohammedNessuna valutazione finora
- Carbozinc 859Documento2 pagineCarbozinc 859Khemaraj PathNessuna valutazione finora
- Carboguard 60 LH PDSDocumento4 pagineCarboguard 60 LH PDSRicardo SantosNessuna valutazione finora
- Phenoline 187 Primer and FinishDocumento2 paginePhenoline 187 Primer and Finish이선엽Nessuna valutazione finora
- Interpon D1036 LSA Cool CoatingsDocumento3 pagineInterpon D1036 LSA Cool Coatings120120120120Nessuna valutazione finora
- 3M Scotchkote Epoxy Primer GP220 - Rev2Documento2 pagine3M Scotchkote Epoxy Primer GP220 - Rev2satya ranjanNessuna valutazione finora
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Da EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965Nessuna valutazione finora
- Series LFII Residential Flush Pendent Sprinklers 4.2 K-FactorDocumento8 pagineSeries LFII Residential Flush Pendent Sprinklers 4.2 K-FactorAchraf BoudayaNessuna valutazione finora
- Series LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorDocumento4 pagineSeries LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorAchraf BoudayaNessuna valutazione finora
- Series LFII Residential SprinklersDocumento6 pagineSeries LFII Residential SprinklersAchraf BoudayaNessuna valutazione finora
- Installer Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersDocumento4 pagineInstaller Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersAchraf BoudayaNessuna valutazione finora
- Majestic Optima: Technical Data SheetDocumento3 pagineMajestic Optima: Technical Data Sheetaditarian .pNessuna valutazione finora
- Series LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorDocumento8 pagineSeries LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorAchraf BoudayaNessuna valutazione finora
- Series LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Documento8 pagineSeries LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Achraf BoudayaNessuna valutazione finora
- Protect Sprinklers from DamageDocumento4 pagineProtect Sprinklers from DamageAchraf BoudayaNessuna valutazione finora
- Sprinkler Spray PatternsDocumento38 pagineSprinkler Spray PatternsAchraf BoudayaNessuna valutazione finora
- Model G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersDocumento4 pagineModel G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersAchraf BoudayaNessuna valutazione finora
- Recessed Escutcheon Installation GuideDocumento4 pagineRecessed Escutcheon Installation GuideAchraf BoudayaNessuna valutazione finora
- Rociador Ty LDocumento8 pagineRociador Ty LOscar Fernandez SanchezNessuna valutazione finora
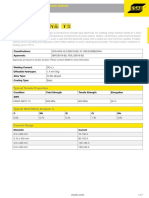
- Esab Pipeweld 6010R: Classifications: ApprovalsDocumento1 paginaEsab Pipeweld 6010R: Classifications: ApprovalsAchraf BoudayaNessuna valutazione finora
- Jotaplast (ID) : Technical Data SheetDocumento3 pagineJotaplast (ID) : Technical Data SheetBilher SihombingNessuna valutazione finora
- Flyer TycoDocumento8 pagineFlyer TycoAchraf BoudayaNessuna valutazione finora
- Energy Absorber Type 32Documento1 paginaEnergy Absorber Type 32Achraf BoudayaNessuna valutazione finora
- Jotashield Flex: Technical Data SheetDocumento3 pagineJotashield Flex: Technical Data SheetAchraf BoudayaNessuna valutazione finora
- Jotashield Extreme: Technical Data SheetDocumento3 pagineJotashield Extreme: Technical Data SheetAchraf BoudayaNessuna valutazione finora
- Weld-On Brackets Type 35Documento1 paginaWeld-On Brackets Type 35Achraf BoudayaNessuna valutazione finora
- Classifications: Approvals:: Typical Tensile PropertiesDocumento1 paginaClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNessuna valutazione finora
- Classifications: Approvals:: Typical Tensile PropertiesDocumento1 paginaClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNessuna valutazione finora
- Jotun Essence Easy Clean Matt: Technical Data SheetDocumento3 pagineJotun Essence Easy Clean Matt: Technical Data SheetAchraf BoudayaNessuna valutazione finora
- Classifications: Approvals:: Typical Tensile PropertiesDocumento1 paginaClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNessuna valutazione finora
- Snubbers Type 30Documento1 paginaSnubbers Type 30Achraf BoudayaNessuna valutazione finora
- Typical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeDocumento1 paginaTypical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeAchraf BoudayaNessuna valutazione finora
- Rigid Struts Type 39Documento1 paginaRigid Struts Type 39Achraf BoudayaNessuna valutazione finora
- Snubbers type 31 absorb heavy loads in nuclear installationsDocumento1 paginaSnubbers type 31 absorb heavy loads in nuclear installationsAchraf BoudayaNessuna valutazione finora
- Telescopic Spring Supports Type 29Documento1 paginaTelescopic Spring Supports Type 29Achraf BoudayaNessuna valutazione finora
- Installation Extensions Type 33Documento1 paginaInstallation Extensions Type 33Achraf BoudayaNessuna valutazione finora
- Sway Braces Type 27Documento1 paginaSway Braces Type 27Achraf BoudayaNessuna valutazione finora
- Consumables Accessories DMA 80 PDFDocumento4 pagineConsumables Accessories DMA 80 PDFwillwNessuna valutazione finora
- Air Carbon Arc GougingDocumento3 pagineAir Carbon Arc GougingMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Bio Energiser Hair Boost Caffeine Power Tonic MSDS October 2016Documento3 pagineBio Energiser Hair Boost Caffeine Power Tonic MSDS October 2016Alexander JefferyNessuna valutazione finora
- Jacketed Weld Strength CheckDocumento10 pagineJacketed Weld Strength CheckKshitiz SikkaNessuna valutazione finora
- 13 Chapter 2Documento36 pagine13 Chapter 2Ibtisam SaidNessuna valutazione finora
- DurstDocumento7 pagineDurstRahul KatreNessuna valutazione finora
- Transom cw03Documento2 pagineTransom cw03Pamps MangampoNessuna valutazione finora
- A Project of Mechanics of MaterialsDocumento13 pagineA Project of Mechanics of MaterialsShahZaib AnwarNessuna valutazione finora
- Lecture 10: Nucleic Acids (DNA & RNA)Documento13 pagineLecture 10: Nucleic Acids (DNA & RNA)Binoni Laja EndongNessuna valutazione finora
- Rishab IntroDocumento4 pagineRishab IntroDeborsha DekaNessuna valutazione finora
- 管径计算表Documento11 pagine管径计算表Ascend032Nessuna valutazione finora
- Dielectric Constants Chart: How To Use This GuideDocumento10 pagineDielectric Constants Chart: How To Use This GuideDewet VirmondNessuna valutazione finora
- How Cells Release Stored EnergyDocumento57 pagineHow Cells Release Stored EnergykylevNessuna valutazione finora
- Schaeffler and Delong DiagramsDocumento2 pagineSchaeffler and Delong DiagramsKarna2504100% (1)
- Thermodynamics - Theory T-V Diagram: Phase Change Process Under Constant Pressure (112 KB)Documento3 pagineThermodynamics - Theory T-V Diagram: Phase Change Process Under Constant Pressure (112 KB)rajaraghuramvarmaNessuna valutazione finora
- Beza Air Mineral RO & Alkali Coway Coway OfficialDocumento1 paginaBeza Air Mineral RO & Alkali Coway Coway OfficialNurhajarah KhamisahNessuna valutazione finora
- Pyrocrete 241Documento2 paginePyrocrete 241Carboline2013Nessuna valutazione finora
- EcoFlame B-971 MSDSDocumento8 pagineEcoFlame B-971 MSDSZirve PolimerNessuna valutazione finora
- N ch3 07Documento2 pagineN ch3 07yashNessuna valutazione finora
- Ewald Summation Method for Calculating Ionic Crystal Configuration EnergiesDocumento19 pagineEwald Summation Method for Calculating Ionic Crystal Configuration Energieservina dwiNessuna valutazione finora
- Marine Science Semester 1 ReviewDocumento18 pagineMarine Science Semester 1 ReviewJoe Xavier ReidyNessuna valutazione finora
- Hydrocarbon Types in Liquid Petroleum Products by Fluorescent Indicator AdsorptionDocumento11 pagineHydrocarbon Types in Liquid Petroleum Products by Fluorescent Indicator AdsorptionSebastian Chaverra100% (1)
- CH 7 ObjDocumento4 pagineCH 7 ObjchongpeisiNessuna valutazione finora
- Book of AbstractsDocumento56 pagineBook of AbstractsCojocaru Bogdan EugenNessuna valutazione finora
- Science Class 9 Notes SoundDocumento1 paginaScience Class 9 Notes SoundPriyaprasad PandaNessuna valutazione finora
- Fluid Mechanics Tutorial on Fluid Properties and CalculationsDocumento2 pagineFluid Mechanics Tutorial on Fluid Properties and CalculationsGabrielNessuna valutazione finora
- Board Exam Review - Set 3ADocumento4 pagineBoard Exam Review - Set 3AJey-r VenturaNessuna valutazione finora
- Water Quality Index Test ResultsDocumento11 pagineWater Quality Index Test ResultsSunil BhavsarNessuna valutazione finora
- Redox ExerciseDocumento4 pagineRedox ExerciseHau Hei, Matthew LinNessuna valutazione finora
- Essay 2Documento3 pagineEssay 2Norhaida NdNessuna valutazione finora