Potrebbero piacerti anche
- Is The Moon The Creation of IntelligenceDocumento4 pagineIs The Moon The Creation of Intelligencedlazar_1100% (1)
- Tech Tip - Minimizing BTC VoidsDocumento3 pagineTech Tip - Minimizing BTC VoidsTANNessuna valutazione finora
- Six Sigma and Lean ThinkingDocumento12 pagineSix Sigma and Lean ThinkingArjun VinayakumarNessuna valutazione finora
- Skew Bridges-N.rajagopalan PDFDocumento26 pagineSkew Bridges-N.rajagopalan PDFkrish100% (12)
- Ersa 2008Documento26 pagineErsa 2008maxdan111Nessuna valutazione finora
- Assistant Engineering Technician: Passbooks Study GuideDa EverandAssistant Engineering Technician: Passbooks Study GuideNessuna valutazione finora
- Validation Part6Documento27 pagineValidation Part6Andy RojasNessuna valutazione finora
- Red Tag Register: Taurus Value Steel & Pipes PVT LTD IMSDocumento1 paginaRed Tag Register: Taurus Value Steel & Pipes PVT LTD IMSPrashanth ReddyNessuna valutazione finora
- Pin in Paste Stencil Design Thumb RulesDocumento2 paginePin in Paste Stencil Design Thumb Rulessmtdrkd100% (2)
- Weekly DPM Monitor SpreadsheetDocumento3 pagineWeekly DPM Monitor SpreadsheetsmtdrkdNessuna valutazione finora
- Testing of Fiber Reinforced ConcreteDocumento254 pagineTesting of Fiber Reinforced ConcreteGurbirNessuna valutazione finora
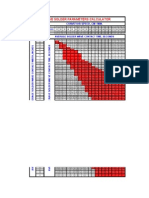
- Wave Solder TaguchiDocumento6 pagineWave Solder TaguchivictoreaNessuna valutazione finora
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocumento43 pagineWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Wave Contact Width and Contact Time-4Documento4 pagineWave Contact Width and Contact Time-4smtdrkdNessuna valutazione finora
- Lean Six Sigma 2 - Pan LearnDocumento12 pagineLean Six Sigma 2 - Pan LearnAmy BlandNessuna valutazione finora
- PCB Design in 45 MinutesDocumento28 paginePCB Design in 45 MinutesvinNessuna valutazione finora
- VersaFlow Coriolis 100 Mass Flow Sensor Specifications, 34-VF-03-09Documento20 pagineVersaFlow Coriolis 100 Mass Flow Sensor Specifications, 34-VF-03-09Javier Alejandro QuingaNessuna valutazione finora
- Chapter 5 - Control Chart For AttributesDocumento28 pagineChapter 5 - Control Chart For AttributesAtirah AsnaNessuna valutazione finora
- LEAN in The Lab 5Documento17 pagineLEAN in The Lab 5asclswisconsinNessuna valutazione finora
- Product Reliability SlidesDocumento94 pagineProduct Reliability SlidesDuggiralaKarthiekNessuna valutazione finora
- Lead Free Hand Soldering - Process and Material IssuesDocumento3 pagineLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- ASCEN SMT Conveyor List 0Documento22 pagineASCEN SMT Conveyor List 0Igur EuiNessuna valutazione finora
- Head in Pillow BGA DefectsDocumento7 pagineHead in Pillow BGA DefectsThiago Pinto RibeiroNessuna valutazione finora
- Clear-Com RS-500 Series DatasheetDocumento4 pagineClear-Com RS-500 Series DatasheetHenry PalNessuna valutazione finora
- Best Fit PCB CalculatorDocumento1 paginaBest Fit PCB Calculatorsmtdrkd100% (12)
- IWCF Mark PDFDocumento175 pagineIWCF Mark PDFDanish Khan100% (2)
- Factory Production Flow ChartDocumento1 paginaFactory Production Flow ChartbawaneatulNessuna valutazione finora
- Dimensional Report: Chart StatisticsDocumento2 pagineDimensional Report: Chart StatisticsDorivalNessuna valutazione finora
- Versaflow 3-45Documento3 pagineVersaflow 3-45José Luis LMNessuna valutazione finora
- Avoiding The Solder VoidDocumento7 pagineAvoiding The Solder VoidReza AnvariNessuna valutazione finora
- Capability Worksheet For CP, CR and CPKDocumento4 pagineCapability Worksheet For CP, CR and CPKsmtdrkd100% (9)
- 6-Pin Wire Harness Assembly Installation GuideDocumento2 pagine6-Pin Wire Harness Assembly Installation GuideJames mcdanielNessuna valutazione finora
- Aim Lead Free Guide PDFDocumento60 pagineAim Lead Free Guide PDFBruno DebonnetNessuna valutazione finora
- Identification of Organic and Inorganic Compounds by SpectrosDocumento79 pagineIdentification of Organic and Inorganic Compounds by SpectrosAin SkNessuna valutazione finora
- WRC368Documento33 pagineWRC368fahid masoodNessuna valutazione finora
- Manufacturable Lead Free SMT ProcessDocumento4 pagineManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Petrographic Examination of Hardened Concrete: Standard Practice ForDocumento14 paginePetrographic Examination of Hardened Concrete: Standard Practice ForHéctor Armando Valderrama BaqueroNessuna valutazione finora
- Combur 10 M 100 STR - EsDocumento2 pagineCombur 10 M 100 STR - EsVictor Manuel Parra Torres50% (4)
- A Guide To HysysDocumento135 pagineA Guide To HysysJack Johnson100% (1)
- Toyota TPMDocumento23 pagineToyota TPMchteo1976Nessuna valutazione finora
- Component Level Yields Vs No of Solder JointsDocumento88 pagineComponent Level Yields Vs No of Solder JointssmtdrkdNessuna valutazione finora
- 5S Red Tag ProcessDocumento8 pagine5S Red Tag ProcessSwj OkeNessuna valutazione finora
- SimulationDocumento171 pagineSimulationHardik Ruparelia0% (1)
- Advantech IPC-610-H - DS (022020) - NEW20200505185841 - DSDocumento2 pagineAdvantech IPC-610-H - DS (022020) - NEW20200505185841 - DSMuhammad Rizki SetiawanNessuna valutazione finora
- ANSI ESDS20202014 v620170328pdfDocumento2 pagineANSI ESDS20202014 v620170328pdfdauxomNessuna valutazione finora
- 5S & Visual Workplace Management Workshop/TrainingDocumento2 pagine5S & Visual Workplace Management Workshop/TrainingLeanAdvisors100% (4)
- Clear-Com Intercom Systems (Manual)Documento17 pagineClear-Com Intercom Systems (Manual)cash flowNessuna valutazione finora
- DFM Assembly Guidelines1 PDFDocumento25 pagineDFM Assembly Guidelines1 PDFselvakumarNessuna valutazione finora
- PhysicsDocumento42 paginePhysicsPaoloAloyonNessuna valutazione finora
- ProductionDocumento14 pagineProductionMercy DadzieNessuna valutazione finora
- Bga Rework Profile Development SheetDocumento1 paginaBga Rework Profile Development Sheetsmtdrkd100% (4)
- Production AnalysisDocumento16 pagineProduction Analysisprabhatrc4235Nessuna valutazione finora
- MDRF FormatDocumento1 paginaMDRF FormatSamsung NetworksNessuna valutazione finora
- 5S Audit SheetDocumento2 pagine5S Audit SheetHitarth ShuklaNessuna valutazione finora
- ProductivityDocumento25 pagineProductivitysau1994Nessuna valutazione finora
- Skill Map FormatDocumento1 paginaSkill Map FormatWendra HakaNessuna valutazione finora
- Production AnalysisDocumento21 pagineProduction AnalysisAnshul SharmaNessuna valutazione finora
- Value Engineering POMDocumento16 pagineValue Engineering POMnabendu4u100% (1)
- Business Setup For PCB AssemblyDocumento11 pagineBusiness Setup For PCB AssemblyAzeez BashaNessuna valutazione finora
- Lecture 4: Overview: Principles For Implementing Lean ManufacturingDocumento20 pagineLecture 4: Overview: Principles For Implementing Lean Manufacturingthedjoss2000Nessuna valutazione finora
- 5s ChecklistDocumento4 pagine5s ChecklistedeceNessuna valutazione finora
- Workshop ManualDocumento26 pagineWorkshop ManualHarender KumarNessuna valutazione finora
- Assembly Line BalancingDocumento11 pagineAssembly Line BalancingAyush SinghNessuna valutazione finora
- Injctmld F03Documento3 pagineInjctmld F03Šetkić SemirNessuna valutazione finora
- Dis 6 W 2 HDocumento14 pagineDis 6 W 2 HBalachandar SathananthanNessuna valutazione finora
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheDocumento5 pagineWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- Process Control OverviewDocumento6 pagineProcess Control OverviewJuan ManuelNessuna valutazione finora
- M P P C: Model DefinitionDocumento6 pagineM P P C: Model Definitionivan morelNessuna valutazione finora
- Accurate TMR0 InterruptsDocumento6 pagineAccurate TMR0 Interruptsfrank_grimesNessuna valutazione finora
- PIC18F46J50Documento562 paginePIC18F46J50frank_grimesNessuna valutazione finora
- PIC18F46J50 ErrataDocumento12 paginePIC18F46J50 Erratafrank_grimesNessuna valutazione finora
- Receptor Infrarrojo Tsop382Documento7 pagineReceptor Infrarrojo Tsop382frank_grimesNessuna valutazione finora
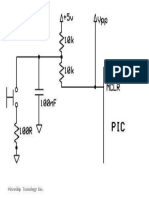
- MCLR Reset CircuitDocumento1 paginaMCLR Reset Circuitfrank_grimesNessuna valutazione finora
- Passing A Port Pin As An Argument To A Function - MPLAB XC8Documento1 paginaPassing A Port Pin As An Argument To A Function - MPLAB XC8frank_grimesNessuna valutazione finora
- How To Recalibrate A PICDocumento3 pagineHow To Recalibrate A PICfrank_grimesNessuna valutazione finora
- Structure: Study Guide Block 1:vector ArithmeticDocumento6 pagineStructure: Study Guide Block 1:vector Arithmeticfrank_grimesNessuna valutazione finora
- 2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303)Documento3 pagine2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303)frank_grimesNessuna valutazione finora
- Open Collector Outputs - Signet Sensors PDFDocumento4 pagineOpen Collector Outputs - Signet Sensors PDFfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part3 - Lec5 - 300k.mp4: ProfessorDocumento12 pagineMITOCW - MITRES - 18-007 - Part3 - Lec5 - 300k.mp4: Professorfrank_grimesNessuna valutazione finora
- Unit 6: Equations of Lines and Planes: Solutions Block 1:vector ArithmeticDocumento27 pagineUnit 6: Equations of Lines and Planes: Solutions Block 1:vector Arithmeticfrank_grimesNessuna valutazione finora
- Garnet TutorialDocumento42 pagineGarnet Tutorialfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part3 - Lec4 - 300k.mp4: Herbert GrossDocumento15 pagineMITOCW - MITRES - 18-007 - Part3 - Lec4 - 300k.mp4: Herbert Grossfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part2 - Lec1 - 300k.mp4: ProfessorDocumento16 pagineMITOCW - MITRES - 18-007 - Part2 - Lec1 - 300k.mp4: Professorfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part3 - Lec1 - 300k.mp4: Herbert GrossDocumento13 pagineMITOCW - MITRES - 18-007 - Part3 - Lec1 - 300k.mp4: Herbert Grossfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part3 - Lec2 - 300k.mp4: ProfessorDocumento14 pagineMITOCW - MITRES - 18-007 - Part3 - Lec2 - 300k.mp4: Professorfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part3 - Lec3 - 300k.mp4: ProfessorDocumento13 pagineMITOCW - MITRES - 18-007 - Part3 - Lec3 - 300k.mp4: Professorfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part1 - Lec2 - 300k.mp4: Herbert GrossDocumento11 pagineMITOCW - MITRES - 18-007 - Part1 - Lec2 - 300k.mp4: Herbert Grossfrank_grimesNessuna valutazione finora
- Y9sa8stsx MDocumento12 pagineY9sa8stsx Mfrank_grimesNessuna valutazione finora
- Times Interest Earned Ratio: Compare Interest Payments With Income Available To Pay ThemDocumento13 pagineTimes Interest Earned Ratio: Compare Interest Payments With Income Available To Pay Themfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part1 - Lec3 - 300k.mp4: ProfessorDocumento11 pagineMITOCW - MITRES - 18-007 - Part1 - Lec3 - 300k.mp4: Professorfrank_grimesNessuna valutazione finora
- MITOCW - MITRES - 18-007 - Part1 - Lec1 - 300k.mp4: ProfessorDocumento8 pagineMITOCW - MITRES - 18-007 - Part1 - Lec1 - 300k.mp4: Professorfrank_grimesNessuna valutazione finora
- Master Thesis Daniel ViedmaDocumento76 pagineMaster Thesis Daniel ViedmaPraveen SrivastavaNessuna valutazione finora
- Automatic Solar Tracker With Dust Wiper Using PID ControllerDocumento6 pagineAutomatic Solar Tracker With Dust Wiper Using PID ControllerEditor IJTSRD100% (1)
- FM 3e SI Chap09 LectureDocumento111 pagineFM 3e SI Chap09 LectureRuben SegarNessuna valutazione finora
- Principles of ChromatographyDocumento8 paginePrinciples of ChromatographylordniklausNessuna valutazione finora
- Low Voltage Distribution Transformers - Single Phase - EE25S3H PDFDocumento4 pagineLow Voltage Distribution Transformers - Single Phase - EE25S3H PDFGalih TrisnanugrahaNessuna valutazione finora
- A 040001Documento5 pagineA 040001diemnganNessuna valutazione finora
- Continuous Beams DesignDocumento8 pagineContinuous Beams DesignPanashe ChikomweNessuna valutazione finora
- Khayyam & His Solutions of The CubicDocumento4 pagineKhayyam & His Solutions of The Cubicfelipe_cruz_6Nessuna valutazione finora
- Module 9 - RoboticsDocumento20 pagineModule 9 - RoboticsdharshanirymondNessuna valutazione finora
- Dynamic Modelling and Control of Some Power Electronic - Lesson-1Documento62 pagineDynamic Modelling and Control of Some Power Electronic - Lesson-1Alfred ThamNessuna valutazione finora
- Momentum, Impulse and Energy: Pre-Reading: KJF 9.1 and 9.2Documento27 pagineMomentum, Impulse and Energy: Pre-Reading: KJF 9.1 and 9.2lady jazzmineNessuna valutazione finora
- Dynamics of Glass-Forming Liquids. IX. Structural Versus Dielectric Relaxation in Monohydroxy AlcoholsDocumento7 pagineDynamics of Glass-Forming Liquids. IX. Structural Versus Dielectric Relaxation in Monohydroxy AlcoholsRaghava ParitalaNessuna valutazione finora
- Considerations For Operating Pressure Vessels Below - 20°F PDFDocumento14 pagineConsiderations For Operating Pressure Vessels Below - 20°F PDFAdnan SheikhNessuna valutazione finora
- Effect of Heat Tretment On Hardness of 6082 t6 Alminium AlloyDocumento5 pagineEffect of Heat Tretment On Hardness of 6082 t6 Alminium AlloyRohit SharmaNessuna valutazione finora
- COMSOL ApplicationLibraryManualDocumento390 pagineCOMSOL ApplicationLibraryManualJessicaTorresRedondoNessuna valutazione finora
- Simulate Model FunctionalityDocumento2 pagineSimulate Model FunctionalityPraveen SreedharanNessuna valutazione finora
- January 2015 (IAL) QP - Unit 4 Edexcel Physics A-LevelDocumento24 pagineJanuary 2015 (IAL) QP - Unit 4 Edexcel Physics A-LevelIbrahim HakamNessuna valutazione finora
- Parachute Lab ReportDocumento4 pagineParachute Lab ReportNathan T. Cheung100% (2)
- The Analysis of LSD: Learning ObjectivesDocumento13 pagineThe Analysis of LSD: Learning ObjectivesLucas GamaNessuna valutazione finora
- Conjugation Part 1Documento32 pagineConjugation Part 1Syed Ali100% (1)