Potrebbero piacerti anche
- UF1213 - Técnicas de mecanizado y metrologíaDa EverandUF1213 - Técnicas de mecanizado y metrologíaValutazione: 4 su 5 stelle4/5 (5)
- Hammerhead Shark EsDocumento5 pagineHammerhead Shark EsDana Rodríguez100% (1)
- Puntadas A ManoDocumento11 paginePuntadas A ManoFroilan Balaguera100% (4)
- !moldes Patrones Boxer PDFDocumento25 pagine!moldes Patrones Boxer PDFlilia gonzalez100% (4)
- Certamen1 DinamicaDocumento14 pagineCertamen1 DinamicaGINO PONTIGO MUNOZNessuna valutazione finora
- Mecanizado Por Arranque de VirutaDocumento25 pagineMecanizado Por Arranque de VirutaGloria EspinozaNessuna valutazione finora
- Spare Parts - PH2 Interno - En.esDocumento8 pagineSpare Parts - PH2 Interno - En.escarlos farfanNessuna valutazione finora
- Revestimientos y RevoquesDocumento5 pagineRevestimientos y RevoquesTFC FLORMAURI100% (1)
- 12 Torneado PDFDocumento48 pagine12 Torneado PDFvestruzNessuna valutazione finora
- Cuadernillo de Tecnicas GrafoplasticasDocumento61 pagineCuadernillo de Tecnicas GrafoplasticasGUADALUPE ARACELI MEJIA OLVERA100% (7)
- SST-EST-008 - Estandar Que Te Cuida - Taladro V2Documento7 pagineSST-EST-008 - Estandar Que Te Cuida - Taladro V2dayan vega marinNessuna valutazione finora
- MandrinadoraDocumento23 pagineMandrinadorafer100% (1)
- Goya PDFDocumento42 pagineGoya PDFVirginia Cañestro GarcíaNessuna valutazione finora
- Informe de FresadoDocumento3 pagineInforme de FresadokelvinNessuna valutazione finora
- 1 Fundamentos Del Conformado Por Arranque de VirutaDocumento22 pagine1 Fundamentos Del Conformado Por Arranque de VirutaJose GarcíaNessuna valutazione finora
- Exposición 3.1Documento16 pagineExposición 3.1jehu canulNessuna valutazione finora
- Procesos de Maquinado: Drc. Angel Rodríguez Soto Angel - Rodriguez@Pucv - CLDocumento53 pagineProcesos de Maquinado: Drc. Angel Rodríguez Soto Angel - Rodriguez@Pucv - CLdamian dloresNessuna valutazione finora
- UD 6 - TFA - El FresadoDocumento24 pagineUD 6 - TFA - El FresadoAlba E. MollàNessuna valutazione finora
- Herramientas Utilizadas en Las Maquinas CNDocumento32 pagineHerramientas Utilizadas en Las Maquinas CNivanNessuna valutazione finora
- CepilladoDocumento6 pagineCepilladoGINO PONTIGO MUNOZNessuna valutazione finora
- 7mm5 Mortajadora y BrochadoraDocumento10 pagine7mm5 Mortajadora y BrochadoraGo Diego Go ArmandoNessuna valutazione finora
- Tabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaDocumento4 pagineTabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaMarco Gorgonio100% (2)
- Tabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaDocumento4 pagineTabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaMarco GorgonioNessuna valutazione finora
- Procesos de Rectificado Proyecto 29Documento13 pagineProcesos de Rectificado Proyecto 29it's CODNessuna valutazione finora
- Procesos T3Documento36 pagineProcesos T3Miwa IchigenNessuna valutazione finora
- Maquinas HerramientaDocumento40 pagineMaquinas HerramientaemiioNessuna valutazione finora
- BROCHADODocumento15 pagineBROCHADOFabrizio ParraNessuna valutazione finora
- Unidad 11 FresadoDocumento32 pagineUnidad 11 FresadoGustavo Recalde ChamorroNessuna valutazione finora
- Operaciones de MaquinadoDocumento15 pagineOperaciones de MaquinadoRamon Alberto Carrillo MendozaNessuna valutazione finora
- PROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoDocumento7 paginePROCESOS de MANUFACTURA Por Fresado Mortajado y BrochadoLuisa Angarita100% (1)
- Cuestionario 3 - Fresado y Otros ProcesosDocumento4 pagineCuestionario 3 - Fresado y Otros ProcesosSofía BaldiocedaNessuna valutazione finora
- Informe Mandri-TroqueDocumento15 pagineInforme Mandri-TroqueJerson Javier Carranza OrtizNessuna valutazione finora
- Presentación 4 Mat Met 2006 MaquinabilidadDocumento48 paginePresentación 4 Mat Met 2006 MaquinabilidadSebastian Di GiuseppeNessuna valutazione finora
- El Proceso de ForjaDocumento19 pagineEl Proceso de ForjaI Cecilia Rojas BautistaNessuna valutazione finora
- Parametros de FresadoDocumento27 pagineParametros de FresadoAgata Fernandez GarciaNessuna valutazione finora
- Tarea#2 - Celorio MardueñaDocumento4 pagineTarea#2 - Celorio MardueñaJulexy CelorioNessuna valutazione finora
- 723 CaDocumento27 pagine723 CaHermann VargasNessuna valutazione finora
- T10 - Fresado (Modo de Compatibilidad)Documento20 pagineT10 - Fresado (Modo de Compatibilidad)Sebastian FigueroaNessuna valutazione finora
- Semana 08 - Operaciones Básicas de Fresado PDFDocumento27 pagineSemana 08 - Operaciones Básicas de Fresado PDFJamil LozanoNessuna valutazione finora
- Tema 3 - Final-2Documento27 pagineTema 3 - Final-2Francisco Antonio Espino MoralesNessuna valutazione finora
- 0009 MultiEdge Hochvorschubfraesen SP k5 PDFDocumento20 pagine0009 MultiEdge Hochvorschubfraesen SP k5 PDFCARLOS EZEQUIEL FARINANessuna valutazione finora
- Proceso de FresadoDocumento5 pagineProceso de FresadoSandraLuciaNessuna valutazione finora
- Rectificado en El Área de Metal Mecánica: Curso: "1 Electromecánica Automotriz A" Año Lectivo: 2022 - 2023Documento9 pagineRectificado en El Área de Metal Mecánica: Curso: "1 Electromecánica Automotriz A" Año Lectivo: 2022 - 2023Teresa HaroNessuna valutazione finora
- Lecc4 Op Multifilo v4Documento54 pagineLecc4 Op Multifilo v4SumosolNessuna valutazione finora
- Manufactura Avanzada-2Documento41 pagineManufactura Avanzada-2Francisco Antonio Espino MoralesNessuna valutazione finora
- Rectificadora ResumenDocumento3 pagineRectificadora ResumenPeter Harold El Tigre100% (1)
- BROCHADODocumento41 pagineBROCHADOCristian martinezNessuna valutazione finora
- BrochadoDocumento49 pagineBrochadoGabrielClarosBarengo50% (2)
- TaladradoDocumento11 pagineTaladradoandres torresNessuna valutazione finora
- TaladradoDocumento29 pagineTaladradocristina23rsanNessuna valutazione finora
- Resumen Fresado Andrade Caceres AlvaroDocumento5 pagineResumen Fresado Andrade Caceres AlvaroAlvaro AndradeNessuna valutazione finora
- Informe Sobre Proyecto Final Taller de FabricacionDocumento5 pagineInforme Sobre Proyecto Final Taller de FabricacionjuanNessuna valutazione finora
- Daniel Herrera Semana 3 Fundamento de Maquina y HerramientasDocumento5 pagineDaniel Herrera Semana 3 Fundamento de Maquina y HerramientasDaniel Herrera MuñozNessuna valutazione finora
- Mecanizado Con Fresadora de Eje Vertical PDFDocumento17 pagineMecanizado Con Fresadora de Eje Vertical PDFFelix Romero CortesNessuna valutazione finora
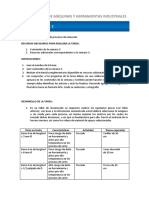
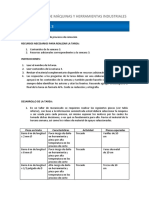
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocumento2 pagineS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDaniel MirandaNessuna valutazione finora
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocumento2 pagineS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFCesar GarridoNessuna valutazione finora
- Tarea Herramientas PDFDocumento2 pagineTarea Herramientas PDFironNessuna valutazione finora
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocumento2 pagineS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFAlejandro RamosNessuna valutazione finora
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocumento2 pagineS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFJohn VasquezNessuna valutazione finora
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocumento2 pagineS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFAlberto MansoNessuna valutazione finora
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocumento2 pagineS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFCesar GarridoNessuna valutazione finora
- S3 Tarea PDFDocumento2 pagineS3 Tarea PDFironNessuna valutazione finora
- Tarea Herramientas 2020 PDFDocumento2 pagineTarea Herramientas 2020 PDFironNessuna valutazione finora
- Brochado PDFDocumento14 pagineBrochado PDFPujols Matos Victor AlfonsoNessuna valutazione finora
- EscariadoDocumento3 pagineEscariadoObitoHuchihaNessuna valutazione finora
- Fresado de Roscas.Documento8 pagineFresado de Roscas.FranciscoDanielRamirezFloresNessuna valutazione finora
- Tema 01. Tecnologías de MecanizadoDocumento54 pagineTema 01. Tecnologías de MecanizadoMarisa Paredes LopezNessuna valutazione finora
- CEPILLADODocumento11 pagineCEPILLADOJúán Cárlos GarrochambaNessuna valutazione finora
- BROCHADORADocumento7 pagineBROCHADORALUIS ERNESTO VALDEZ GALAVIZNessuna valutazione finora
- Primer Informe de Laboratorio Manufactura San MarcosDocumento30 paginePrimer Informe de Laboratorio Manufactura San MarcosPaul IllaNessuna valutazione finora
- Apuntes TPM Hasta 16112020Documento54 pagineApuntes TPM Hasta 16112020GINO PONTIGO MUNOZNessuna valutazione finora
- Clase Costos Industriales 07-09-2020Documento38 pagineClase Costos Industriales 07-09-2020GINO PONTIGO MUNOZNessuna valutazione finora
- 01 Utm 1 IntroducciónDocumento36 pagine01 Utm 1 IntroducciónGINO PONTIGO MUNOZNessuna valutazione finora
- Clase Costos Industriales 21-09-2020..Documento32 pagineClase Costos Industriales 21-09-2020..GINO PONTIGO MUNOZNessuna valutazione finora
- Clase Costos Industriales 30-09-2020Documento26 pagineClase Costos Industriales 30-09-2020GINO PONTIGO MUNOZNessuna valutazione finora
- 7 - Árboles - y - Ejes 01Documento59 pagine7 - Árboles - y - Ejes 01GINO PONTIGO MUNOZNessuna valutazione finora
- 12 ResortesDocumento63 pagine12 ResortesGINO PONTIGO MUNOZ100% (4)
- Clase Costos Industriales 02-09-2020Documento24 pagineClase Costos Industriales 02-09-2020GINO PONTIGO MUNOZNessuna valutazione finora
- Solución Ejercicios-1 Mat-323Documento30 pagineSolución Ejercicios-1 Mat-323GINO PONTIGO MUNOZNessuna valutazione finora
- Guía Laboratorio N6 Fotosintesis 2020Documento5 pagineGuía Laboratorio N6 Fotosintesis 2020GINO PONTIGO MUNOZNessuna valutazione finora
- CepilladoDocumento6 pagineCepilladoGINO PONTIGO MUNOZNessuna valutazione finora
- Lectura Complementaria FlexiónDocumento6 pagineLectura Complementaria FlexiónGINO PONTIGO MUNOZNessuna valutazione finora
- Lectura 8 Química 9a Ed - Chang - McGraw-Hill-IntDocumento18 pagineLectura 8 Química 9a Ed - Chang - McGraw-Hill-IntGINO PONTIGO MUNOZNessuna valutazione finora
- Material Apoyo 5Documento21 pagineMaterial Apoyo 5GINO PONTIGO MUNOZNessuna valutazione finora
- Metro Ruma Camion AtravesadoDocumento3 pagineMetro Ruma Camion AtravesadogorditoNessuna valutazione finora
- Manual de Procedimientos Seguros de OperaciónDocumento7 pagineManual de Procedimientos Seguros de OperaciónedielekNessuna valutazione finora
- La Regla Del HorizonteDocumento7 pagineLa Regla Del HorizonteJose Mari Palacio CastilleroNessuna valutazione finora
- Presupuesto GeneralDocumento11 paginePresupuesto GeneralSergio C. ChipanaNessuna valutazione finora
- Guia para Montar Un Secador de FrutasDocumento16 pagineGuia para Montar Un Secador de Frutasjanny877Nessuna valutazione finora
- 293c47ad-7a19-46b6-8d69-3387b34c9b27Documento282 pagine293c47ad-7a19-46b6-8d69-3387b34c9b27Lix MinNessuna valutazione finora
- Parcial - Escenario 4 - SEGUNDO BLOQUE-TEORICO - PRACTICO - VIRTUAL - DIBUJO TÉCNICO - (GRUPO B03)Documento12 pagineParcial - Escenario 4 - SEGUNDO BLOQUE-TEORICO - PRACTICO - VIRTUAL - DIBUJO TÉCNICO - (GRUPO B03)Paola FiqueNessuna valutazione finora
- Cual Es Mejor Entre El Tripley MDF Drywall TrupamDocumento3 pagineCual Es Mejor Entre El Tripley MDF Drywall TrupamPaolaNadiaNessuna valutazione finora
- Cartilla Taller Ajuste 1°CBDocumento19 pagineCartilla Taller Ajuste 1°CBSilvio SantillanNessuna valutazione finora
- Memoria Descriptiva ArquitecturaDocumento9 pagineMemoria Descriptiva ArquitecturaRobert Alejandro Maguiña MendezNessuna valutazione finora
- Ejercicios en Mineria Superficial PDFDocumento5 pagineEjercicios en Mineria Superficial PDFhenry_mineroNessuna valutazione finora
- TALLERES Artes SecundariaDocumento8 pagineTALLERES Artes SecundariaLiz Nelly VillamarinNessuna valutazione finora
- Trabajo de AepDocumento10 pagineTrabajo de AepStefany pamela Miranda castilloNessuna valutazione finora
- Novedades Milky Way Octubre 2020Documento10 pagineNovedades Milky Way Octubre 2020Listado MangaNessuna valutazione finora
- Resumen EjecutivoDocumento30 pagineResumen EjecutivoChristian Tapia LarinoNessuna valutazione finora
- Torno Exame FinalDocumento2 pagineTorno Exame Finalaaron diazNessuna valutazione finora
- Lineas Normalizadas Dibujo TecnicoDocumento5 pagineLineas Normalizadas Dibujo TecnicoGaizka Salsidua OnandiaNessuna valutazione finora
- Ficha Tecnica SidingDocumento3 pagineFicha Tecnica SidingMarcos Guillermo Córdova FrancoNessuna valutazione finora
- Cuadro de Máxima DemandaDocumento1 paginaCuadro de Máxima DemandaFlavio César Cárdenas100% (1)
- Un Fotógrafo en Apuros Obra de TeatroDocumento18 pagineUn Fotógrafo en Apuros Obra de TeatroROMERO SALDAÑA VERONICANessuna valutazione finora
- Introducción Al Dibujo ProfesionalDocumento15 pagineIntroducción Al Dibujo ProfesionalEDGAR ContrerasNessuna valutazione finora