Potrebbero piacerti anche
- Gestion de TiemposDocumento53 pagineGestion de TiemposJose Luis Blanco PonsNessuna valutazione finora
- 4-Tipos de Costura y PespunteDocumento16 pagine4-Tipos de Costura y PespunteDubal Jacinto AcevedoNessuna valutazione finora
- Calidad ConfeccionDocumento11 pagineCalidad ConfeccionNoriana100% (1)
- Gestión de La ProducciónDocumento47 pagineGestión de La ProducciónJose Luis Blanco PonsNessuna valutazione finora
- Control Calidad ConfeccionDocumento13 pagineControl Calidad ConfeccionPaola Jeisell PérezNessuna valutazione finora
- Control de Calidad en Producto TerminadoDocumento3 pagineControl de Calidad en Producto Terminadosara cantilloNessuna valutazione finora
- Control de CalidadDocumento9 pagineControl de CalidadDeira ATorresNessuna valutazione finora
- Análisis y Control de Materiales TextilesDocumento11 pagineAnálisis y Control de Materiales TextilesJose Coronado CruzNessuna valutazione finora
- PC GM Confeccion y Moda 19 20Documento48 paginePC GM Confeccion y Moda 19 20tixieNessuna valutazione finora
- Procesos de Corte Textil Ind.Documento251 pagineProcesos de Corte Textil Ind.FedePonceDaminato100% (1)
- Proceso Textil en La PracticaDocumento132 pagineProceso Textil en La PracticaBraulio Rodriguez100% (1)
- Monografia de Ingenieria de Metodos - ConcluidoDocumento35 pagineMonografia de Ingenieria de Metodos - ConcluidoSandro Cusihuaman100% (1)
- Dossier Oficina TecnicaDocumento73 pagineDossier Oficina TecnicaHala BA100% (1)
- Mni 001 Cniv 2008Documento31 pagineMni 001 Cniv 2008Sicalidad Modelo de Gestión100% (1)
- RAP3Documento7 pagineRAP3Jenny Elizabeth SierraNessuna valutazione finora
- Guia de Etiquetado TextilDocumento41 pagineGuia de Etiquetado TextilNubia MarinaNessuna valutazione finora
- Arreglos y Adaptaciones de Prendas en Textil y PielDocumento13 pagineArreglos y Adaptaciones de Prendas en Textil y PielClaudia demetrioNessuna valutazione finora
- Acabado de PrendasDocumento5 pagineAcabado de PrendasDav Arias Palomino100% (1)
- Patronista Preparar, Ensablar y TerminarDocumento11 paginePatronista Preparar, Ensablar y Terminarnellyv1122767% (3)
- Proyecto de Control de Calidad en Tejido y AvíosDocumento14 pagineProyecto de Control de Calidad en Tejido y Avíoscelina siguas100% (2)
- Maquinas de CorteDocumento31 pagineMaquinas de CorteDeisy ArenasNessuna valutazione finora
- Control de Calidad TextilDocumento133 pagineControl de Calidad TextilMaccarioso100% (1)
- Estructura Organica de La EmpresaDocumento33 pagineEstructura Organica de La EmpresaPaola LÓPEZ PEÑASNessuna valutazione finora
- 7-Embudos Guias Muelles Tijeras PDFDocumento6 pagine7-Embudos Guias Muelles Tijeras PDFAngie Cristal50% (2)
- Tema 10 Cambio Actitudinal y Trabajo en EquipoDocumento22 pagineTema 10 Cambio Actitudinal y Trabajo en EquipoCasco JiJoNessuna valutazione finora
- 1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDocumento10 pagine1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDallexaorozco50% (2)
- Foro Temático (Fichas Integrales)Documento6 pagineForo Temático (Fichas Integrales)Washington Rivera Espinoza100% (1)
- Guia 2Documento11 pagineGuia 2Martha Janeth Arteaga HerreraNessuna valutazione finora
- Definir Precio de Venta de Una PrendaDocumento20 pagineDefinir Precio de Venta de Una PrendaJose Luis Blanco PonsNessuna valutazione finora
- Manual de CalidadDocumento65 pagineManual de CalidadJ RIchard S. CallaNessuna valutazione finora
- Foro (Digital)Documento1 paginaForo (Digital)Washington Rivera EspinozaNessuna valutazione finora
- Modificada Trazo, Corte y Confección de Camisa MasculinaDocumento3 pagineModificada Trazo, Corte y Confección de Camisa Masculinaarmando salazarNessuna valutazione finora
- Clasificación de Las Fibras TextilesDocumento9 pagineClasificación de Las Fibras TextilesMauricio GomezNessuna valutazione finora
- Calidad en La ConfeccionDocumento29 pagineCalidad en La ConfeccionNancy Bibiana Hernandez Jaramillo100% (3)
- Proceso de Calidad en Patronaje Industrial, Diseño y Muestreo de Prendas en La Industria de La ConfeccionDocumento3 pagineProceso de Calidad en Patronaje Industrial, Diseño y Muestreo de Prendas en La Industria de La ConfeccionLeticia Rojo57% (7)
- Guia para Realizacion de Tizada DigitalDocumento5 pagineGuia para Realizacion de Tizada DigitalLaureano MastropaoloNessuna valutazione finora
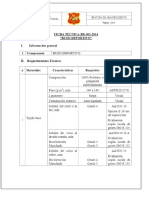
- FICHA TÉCNICA BD BUZO DEPORTIVO. A Materiales Características Requisitos - PDF Descargar LibreDocumento6 pagineFICHA TÉCNICA BD BUZO DEPORTIVO. A Materiales Características Requisitos - PDF Descargar LibreRODRIGUEZ CHAVEZ NAYDER MILAGROSNessuna valutazione finora
- Cuadernillotextil 2edicDocumento28 pagineCuadernillotextil 2edicMaria Mora CervantesNessuna valutazione finora
- Perfil Profesional y Diseno Curricular Confeccion de Ropa DeportivaDocumento35 paginePerfil Profesional y Diseno Curricular Confeccion de Ropa DeportivaCarlosNessuna valutazione finora
- MODULO 4 - Etiquetado de Prenda Segun NTPDocumento20 pagineMODULO 4 - Etiquetado de Prenda Segun NTPulloaanapanNessuna valutazione finora
- Objetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.Documento11 pagineObjetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.bbarnacatNessuna valutazione finora
- Pantalón Talla Grande Paso 1Documento2 paginePantalón Talla Grande Paso 1Fabricio FleitasNessuna valutazione finora
- Fichas TecnicasDocumento18 pagineFichas TecnicasYesica Salgado100% (1)
- Metodos de Trabajo Yacondicionamiento Especial de Las MaquinasDocumento76 pagineMetodos de Trabajo Yacondicionamiento Especial de Las MaquinasNorka Cecilia PumaNessuna valutazione finora
- Clase2 - Introducción A Textil y Confección de Indumentaria LivianaDocumento17 pagineClase2 - Introducción A Textil y Confección de Indumentaria LivianaIvan SzytiukNessuna valutazione finora
- Todo para La Confeccion de Ropa InteriorDocumento4 pagineTodo para La Confeccion de Ropa InteriorSandy CastañoNessuna valutazione finora
- Elaboración de Patronaje de Ropa DeportivaDocumento4 pagineElaboración de Patronaje de Ropa Deportivaarmando salazarNessuna valutazione finora
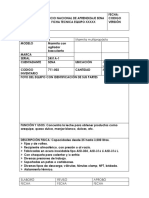
- Ficha TecnicaDocumento5 pagineFicha TecnicaCamila SánchezNessuna valutazione finora
- Foro Diseño de Indumentaria CaballerosDocumento3 pagineForo Diseño de Indumentaria CaballerosWashington Rivera EspinozaNessuna valutazione finora
- Guia Patronaje - CamisaDocumento6 pagineGuia Patronaje - CamisaLubin Fernando TasconNessuna valutazione finora
- Estudio de Caso Confecciones SaDocumento3 pagineEstudio de Caso Confecciones SaLorena BermudezNessuna valutazione finora
- Evaluación de Conocimientos TextilesDocumento6 pagineEvaluación de Conocimientos TextilesJulis BautistaNessuna valutazione finora
- Guia 1 OptitexDocumento4 pagineGuia 1 OptitexStefanny LeónNessuna valutazione finora
- Como Hacer Patrones A Gran VelocidadDocumento2 pagineComo Hacer Patrones A Gran VelocidadSaulo BuenoNessuna valutazione finora
- Control de Calidad Materia PrimaDocumento15 pagineControl de Calidad Materia PrimaJoel GRNessuna valutazione finora
- Catalogo Maquinas Metalnox EsDocumento36 pagineCatalogo Maquinas Metalnox EsMarco Rodolfo Torbisco ChumpitazNessuna valutazione finora
- La práctica empresarial en el proceso de formación del Diseñador Industrial. PerspectivasDa EverandLa práctica empresarial en el proceso de formación del Diseñador Industrial. PerspectivasNessuna valutazione finora
- Formato Clase Nro.2 PADRE DE LA CALIDADDocumento12 pagineFormato Clase Nro.2 PADRE DE LA CALIDADjuana carlaNessuna valutazione finora
- PRESENTACIONDocumento64 paginePRESENTACIONmaritza oyuelaNessuna valutazione finora
- Catalago FiorellaDocumento6 pagineCatalago FiorellaAdrian CordovaNessuna valutazione finora
- Ficha Técnica - Grundfos CRN 15-4Documento7 pagineFicha Técnica - Grundfos CRN 15-4Adrian CordovaNessuna valutazione finora
- Ax2012 Eses Pmi 01Documento24 pagineAx2012 Eses Pmi 01Adrian CordovaNessuna valutazione finora
- Censydiam Trends U PacíficoDocumento88 pagineCensydiam Trends U PacíficoAdrian CordovaNessuna valutazione finora
- Tamaño de Particulas TamizadoDocumento38 pagineTamaño de Particulas TamizadoAdrian CordovaNessuna valutazione finora
- Oficio - Pedido Centro de CómputoDocumento1 paginaOficio - Pedido Centro de CómputoAdrian CordovaNessuna valutazione finora
- 11 TQ Correlaciones Int CalorDocumento19 pagine11 TQ Correlaciones Int CalorAdrian CordovaNessuna valutazione finora
- Estudio de Calidad de Servicio en El Aeropuerto InternacionalDocumento52 pagineEstudio de Calidad de Servicio en El Aeropuerto InternacionalAdrian Cordova100% (1)
- Ficha Técnica - Flujómetro GVI PDFDocumento1 paginaFicha Técnica - Flujómetro GVI PDFAdrian Cordova0% (1)
- Informe - 078Documento10 pagineInforme - 078Adrian CordovaNessuna valutazione finora
- Auditorias en SSTDocumento26 pagineAuditorias en SSTAdrian CordovaNessuna valutazione finora
- Producción Del Ácido NítricoDocumento28 pagineProducción Del Ácido NítricoAdrian CordovaNessuna valutazione finora
- 3 Etapas Habilidad BlandasDocumento23 pagine3 Etapas Habilidad BlandasAdrian Cordova100% (2)
- Metodo Del RelojDocumento25 pagineMetodo Del RelojAdrian Cordova100% (3)
- TintoreriaDocumento26 pagineTintoreriaAdrian Cordova0% (2)
- Informe Final - Rojo Intenso Bodactive BNC EspDocumento11 pagineInforme Final - Rojo Intenso Bodactive BNC EspAdrian CordovaNessuna valutazione finora
- Química TextilDocumento16 pagineQuímica TextilAdrian CordovaNessuna valutazione finora
- Circuito de PlomoDocumento1 paginaCircuito de PlomoEzequiel Colonia IntiNessuna valutazione finora
- Macro Ejer Cici oDocumento8 pagineMacro Ejer Cici oGisselle AlmendaresNessuna valutazione finora
- 1.6 Normas Mexicanas NMXDocumento2 pagine1.6 Normas Mexicanas NMXGonzalo0% (1)
- Decreto 262-15 PDFDocumento15 pagineDecreto 262-15 PDFVictor Manuel Sanchez ReyesNessuna valutazione finora
- Sistema de Inventario Bajo La Metodología Abc en El Control y Almacenamiento de Los Materiales de Construcción de La Empresa Construcciones Salaya, C.A Ubicada en Maturín Estado Monagas.Documento114 pagineSistema de Inventario Bajo La Metodología Abc en El Control y Almacenamiento de Los Materiales de Construcción de La Empresa Construcciones Salaya, C.A Ubicada en Maturín Estado Monagas.MirnaSalazar0% (1)
- Ejercicios 1.5 y 1.7Documento2 pagineEjercicios 1.5 y 1.7Danyer' Montilla'100% (1)
- PROYECTO 1 - TEO, SIC, NTICx I Vecchio, Fleischer, Andreievich, Gallesio, Coto - 4to EcoDocumento17 paginePROYECTO 1 - TEO, SIC, NTICx I Vecchio, Fleischer, Andreievich, Gallesio, Coto - 4to EcoCatalina VecchioNessuna valutazione finora
- Guia 6Documento17 pagineGuia 6un mondo di calcioNessuna valutazione finora
- Galletas de QuinuaDocumento13 pagineGalletas de QuinuaJefferson DueñasNessuna valutazione finora
- Resumen Ejecutivo - Cuando Los Mercados ChocanDocumento5 pagineResumen Ejecutivo - Cuando Los Mercados ChocanMARCIANessuna valutazione finora
- El Sistema de Riesgos Profesionales Creado A Partir de La Ley 100 de 1993Documento2 pagineEl Sistema de Riesgos Profesionales Creado A Partir de La Ley 100 de 1993Marisleysis GarcesNessuna valutazione finora
- Informe AuditoriaDocumento4 pagineInforme AuditoriaMonica Paola Machado AriasNessuna valutazione finora
- Presentación de Tesis.Documento43 paginePresentación de Tesis.carmen espinozaNessuna valutazione finora
- Libroejerciciosde Macroeconomia Iver 3Documento37 pagineLibroejerciciosde Macroeconomia Iver 3Elías GómezNessuna valutazione finora
- Tarea 3 Gerencia EstrategicaDocumento8 pagineTarea 3 Gerencia EstrategicaMarlin Del Rosario100% (1)
- Diagnostico Del Ministerio de Educacion y Municipio de QuetzaltenangoDocumento46 pagineDiagnostico Del Ministerio de Educacion y Municipio de QuetzaltenangoKimberly CojulumNessuna valutazione finora
- Guia Del Entregable 2 de ContabilidadDocumento12 pagineGuia Del Entregable 2 de ContabilidadAntonio CorderoNessuna valutazione finora
- Telemercadeo CorporativoDocumento45 pagineTelemercadeo Corporativosandra patricia gaviria sanchezNessuna valutazione finora
- HOTEL SPA HACIENDA DE CORTES PNC 2017 Min PDFDocumento10 pagineHOTEL SPA HACIENDA DE CORTES PNC 2017 Min PDFCarlosmemo LopezNessuna valutazione finora
- LQMS 15 Process ImprovementDocumento12 pagineLQMS 15 Process ImprovementCeciliaNessuna valutazione finora
- Proceso Administativo EXPOSICIONDocumento13 pagineProceso Administativo EXPOSICIONyorleni zavalaNessuna valutazione finora
- Como Define Marx El CapitalismoDocumento2 pagineComo Define Marx El CapitalismoJan PerezNessuna valutazione finora
- Carta de Circularizacion BeltranDocumento4 pagineCarta de Circularizacion BeltranSaúl BeltranNessuna valutazione finora
- Diapositivas Empesa GloriaDocumento27 pagineDiapositivas Empesa GloriaMerinoMonteroMariaJuliaNessuna valutazione finora
- Silabo de Derecho EmpresarialDocumento5 pagineSilabo de Derecho EmpresarialJimmy Montoya AstonitasNessuna valutazione finora
- Clasificación de Los ProyectosDocumento11 pagineClasificación de Los ProyectosGiovanny Andres RamiresNessuna valutazione finora
- Análisis de La Película The Founder y The Big ShortDocumento2 pagineAnálisis de La Película The Founder y The Big Shortkevin rojasNessuna valutazione finora
- Because Improvement: Never StopsDocumento4 pagineBecause Improvement: Never StopsMarco juarezNessuna valutazione finora
- Control Interno Del Efectivo PDFDocumento47 pagineControl Interno Del Efectivo PDFNorelys O'ReillyNessuna valutazione finora
- Guia Etiquetado y TrazabilidadDocumento41 pagineGuia Etiquetado y TrazabilidadMaria Isabel Arenas MuñozNessuna valutazione finora
- Arbol de Causas, Obejtivos, MatrizDocumento5 pagineArbol de Causas, Obejtivos, MatrizJhon CCrNessuna valutazione finora