Potrebbero piacerti anche
- Recommended Practice For Glass Fiber Reinforced Co PDFDocumento104 pagineRecommended Practice For Glass Fiber Reinforced Co PDFvikram50% (2)
- Brass DefectsDocumento9 pagineBrass DefectstechopelessNessuna valutazione finora
- ALEX ANTIA MAT 2320 Ceramics Practical ScriptDocumento21 pagineALEX ANTIA MAT 2320 Ceramics Practical ScriptAlex Antia0% (1)
- Defects, Causes and Prevention Controls in The Continuous Bronze/ Steel Bimetal Strip SinteringDocumento12 pagineDefects, Causes and Prevention Controls in The Continuous Bronze/ Steel Bimetal Strip Sinteringsafat parNessuna valutazione finora
- Atoms, Elements & Compounds 1 MS PDFDocumento8 pagineAtoms, Elements & Compounds 1 MS PDFClinton ChikengezhaNessuna valutazione finora
- Experimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsDocumento10 pagineExperimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsUnivmyPortalNessuna valutazione finora
- Die Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationDocumento6 pagineDie Casting Mold Design of The Thin-Walled Aluminum Case by Computational Solidification SimulationmetmlzmuhNessuna valutazione finora
- Density and Mechanical Properties of Aluminum Lost Foam Casting PDFDocumento5 pagineDensity and Mechanical Properties of Aluminum Lost Foam Casting PDFAgustin GerardoNessuna valutazione finora
- ENLOZADODocumento8 pagineENLOZADOAndresNicolasBouvierNessuna valutazione finora
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocumento5 pagineAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamNessuna valutazione finora
- Ceramic To Metal Joining ReportDocumento9 pagineCeramic To Metal Joining ReportmadangkNessuna valutazione finora
- 9 Cast Aluminum Alloys - EXEMPLO 20Documento7 pagine9 Cast Aluminum Alloys - EXEMPLO 20AlexandreinspetorNessuna valutazione finora
- Containing An Amorphous Phase: Pull-Out During Grinding of CeramicsDocumento3 pagineContaining An Amorphous Phase: Pull-Out During Grinding of CeramicsAura-Catalina MocanuNessuna valutazione finora
- Experimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface IntegrityDocumento15 pagineExperimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface Integritykambiz imani khaniNessuna valutazione finora
- IJSRET V6 Issue6 811Documento3 pagineIJSRET V6 Issue6 811Rizwan TonoyNessuna valutazione finora
- Lec1sand Casting PDFDocumento16 pagineLec1sand Casting PDFSujit MishraNessuna valutazione finora
- Sand Casting: Pouring Cup Cope Down Sprue RiserDocumento71 pagineSand Casting: Pouring Cup Cope Down Sprue Riservenkat4Nessuna valutazione finora
- Failure Analysis of A Motorcycle Brake DiscDocumento13 pagineFailure Analysis of A Motorcycle Brake DiscashwaniNessuna valutazione finora
- Aldc-12 Die Casting Mold DesignDocumento6 pagineAldc-12 Die Casting Mold DesignHellClown1982Nessuna valutazione finora
- An Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainDocumento3 pagineAn Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainPkNessuna valutazione finora
- BhattacharyyDocumento13 pagineBhattacharyyRenata LisboaNessuna valutazione finora
- 03 Comparative Study of The Parameters Influencing The MachinabilityDocumento6 pagine03 Comparative Study of The Parameters Influencing The MachinabilityAli MoussaNessuna valutazione finora
- 1011sem1 Me3162 PDFDocumento7 pagine1011sem1 Me3162 PDFHaridas SridharanNessuna valutazione finora
- Modification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings BackupDocumento5 pagineModification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings Backupirajfarji2481Nessuna valutazione finora
- Characterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinDocumento11 pagineCharacterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinIgor GrujićNessuna valutazione finora
- HPDC Crack Line Issue PDFDocumento6 pagineHPDC Crack Line Issue PDFpurushothaman1234566Nessuna valutazione finora
- 1617 Dec SKMM2713Documento17 pagine1617 Dec SKMM2713Shah MalikNessuna valutazione finora
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocumento23 pagineManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNessuna valutazione finora
- 1 s2.0 S1350630721001187 MainDocumento13 pagine1 s2.0 S1350630721001187 MainKuba WiśniowskiNessuna valutazione finora
- Failure of Refractory Brick Lining Cement Kilns: Kufa Journal of Engineering May 2021Documento22 pagineFailure of Refractory Brick Lining Cement Kilns: Kufa Journal of Engineering May 2021Syed Kazam RazaNessuna valutazione finora
- Corrosion Evaluation of Reboiler Tube PDFDocumento11 pagineCorrosion Evaluation of Reboiler Tube PDFOwais MalikNessuna valutazione finora
- 5-Hot Tear PDFDocumento9 pagine5-Hot Tear PDFPeeka Prabhakara RaoNessuna valutazione finora
- Voestalpine Stahl GMBH - CC8 Caster For High-Quality Grades and Exposed Automotive Steel Using Danieli TechnologyDocumento10 pagineVoestalpine Stahl GMBH - CC8 Caster For High-Quality Grades and Exposed Automotive Steel Using Danieli TechnologyJJNessuna valutazione finora
- Process Development For Solder Joints On Power ChipsDocumento44 pagineProcess Development For Solder Joints On Power ChipsYeong-Tsuen PanNessuna valutazione finora
- PM 3Documento2 paginePM 3berto19Nessuna valutazione finora
- Fracture Analysis of Chilled Cast Iron Camshaft: China FoundryDocumento5 pagineFracture Analysis of Chilled Cast Iron Camshaft: China FoundryTushar KiranNessuna valutazione finora
- Meccoct18 12448Documento9 pagineMeccoct18 12448MikeNessuna valutazione finora
- Whisker Free Tin Jan Feb White Paper DownloadDocumento6 pagineWhisker Free Tin Jan Feb White Paper DownloadRajashekhar MahantinamathNessuna valutazione finora
- AC4CDocumento6 pagineAC4CTay Chu YenNessuna valutazione finora
- Pan 2014Documento5 paginePan 2014vinayakNessuna valutazione finora
- Friction Spot Lap Joining of AluminDocumento11 pagineFriction Spot Lap Joining of AluminFernando AlexisNessuna valutazione finora
- Fracture Failure Analysis of Flange Connecting Bol PDFDocumento5 pagineFracture Failure Analysis of Flange Connecting Bol PDFjojoNessuna valutazione finora
- Mech3002y 3 2007 2 PDFDocumento6 pagineMech3002y 3 2007 2 PDFKeshav GopaulNessuna valutazione finora
- Die CastingDocumento2 pagineDie CastingManoj KumarNessuna valutazione finora
- 5xxx-Series Extrusions For Automotive Applications With Outstanding Intergranular Corrosion ResistanceDocumento12 pagine5xxx-Series Extrusions For Automotive Applications With Outstanding Intergranular Corrosion ResistanceFrancesco BernardNessuna valutazione finora
- Wear Resistance Improvement For Grinding Balls of Horizontal Cement Mill in Cement Plant by Nano-Coating TechniqueDocumento11 pagineWear Resistance Improvement For Grinding Balls of Horizontal Cement Mill in Cement Plant by Nano-Coating TechniqueLuis Duchesne GonzálezNessuna valutazione finora
- Tribological Behavior of Nitrided Stainless Steel Against Cast Iron Under Severe Test Condition Marcia M. Maru Deniol K. Tanaka Amilton SinatoraDocumento8 pagineTribological Behavior of Nitrided Stainless Steel Against Cast Iron Under Severe Test Condition Marcia M. Maru Deniol K. Tanaka Amilton Sinatoravsraju2Nessuna valutazione finora
- 229-01 Dross Inclusions in An Iron FoundryDocumento4 pagine229-01 Dross Inclusions in An Iron Foundryjlplazaola100% (1)
- Investigation of Refractory Concrete Failure in Furnaces of Metals IndustryDocumento8 pagineInvestigation of Refractory Concrete Failure in Furnaces of Metals IndustryAditya PrajasNessuna valutazione finora
- Module 3 Lecture 2 FinalDocumento22 pagineModule 3 Lecture 2 Finaltejap314Nessuna valutazione finora
- Bureau OF Indian Standards: ( Roup 3Documento10 pagineBureau OF Indian Standards: ( Roup 3leua_690001837Nessuna valutazione finora
- Structure-Property Correlation On A A 2219 Aluminium Alloy Weldments P KG PKDocumento9 pagineStructure-Property Correlation On A A 2219 Aluminium Alloy Weldments P KG PKVigneswaranNessuna valutazione finora
- Engineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. SinhaDocumento8 pagineEngineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. Sinhascg1234Nessuna valutazione finora
- Surface Abrasion of Glazed Ceramic Tiles: A New Investigation TechniqueDocumento5 pagineSurface Abrasion of Glazed Ceramic Tiles: A New Investigation Techniquesarvan shivaNessuna valutazione finora
- Stress Corrosion Cracking - A Caustic ExperienceDocumento3 pagineStress Corrosion Cracking - A Caustic Experienceramadoss_alwar7307Nessuna valutazione finora
- MCCH Data Sheet Meesp016iDocumento3 pagineMCCH Data Sheet Meesp016iluchitopadillaNessuna valutazione finora
- ObjectiveDocumento12 pagineObjectivemasuma lovelyNessuna valutazione finora
- The Ovality Problem in Cement Kilns Montadher A. Muhammed (A Numerical and Experimental Study)Documento28 pagineThe Ovality Problem in Cement Kilns Montadher A. Muhammed (A Numerical and Experimental Study)Furqan ShabbirNessuna valutazione finora
- Experimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesDocumento5 pagineExperimental Investigations On Depth of Cut in Abrasive Waterjet Machining of Al/B C Metal Matrix CompositesAnonymous D5OSzzfNessuna valutazione finora
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIDa EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IITatsuki OhjiNessuna valutazione finora
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsDa EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerNessuna valutazione finora
- Mun 2007Documento6 pagineMun 2007juan diazNessuna valutazione finora
- Gonzlezcorrochano 2009Documento12 pagineGonzlezcorrochano 2009juan diazNessuna valutazione finora
- Gunning 2009Documento7 pagineGunning 2009juan diazNessuna valutazione finora
- A Comparison Study of The Mechanical Properties and Drying Shrinkage of Oil Palm Shell and Expanded Clay Lightweight Aggregate ConcretesDocumento8 pagineA Comparison Study of The Mechanical Properties and Drying Shrinkage of Oil Palm Shell and Expanded Clay Lightweight Aggregate Concretesjuan diazNessuna valutazione finora
- Acoustic and Mechanical Properties of Expanded Clay Granulates Consolidated by Epoxy Resin (Bartolini 2010)Documento6 pagineAcoustic and Mechanical Properties of Expanded Clay Granulates Consolidated by Epoxy Resin (Bartolini 2010)juan diazNessuna valutazione finora
- Waste Management: Angelo Sarabèr, Robert Overhof, Terry Green, Jan PelsDocumento9 pagineWaste Management: Angelo Sarabèr, Robert Overhof, Terry Green, Jan Pelsjuan diazNessuna valutazione finora
- Production of Expanded-Clay Aggregate For Lightweight Concrete From Non-Selfbloating Clays (Pioro 2004)Documento5 pagineProduction of Expanded-Clay Aggregate For Lightweight Concrete From Non-Selfbloating Clays (Pioro 2004)juan diazNessuna valutazione finora
- Achieving Sustainability With Lightweight AggregatesDocumento5 pagineAchieving Sustainability With Lightweight Aggregatesjuan diazNessuna valutazione finora
- Marine Pollution Bulletin: Yu-Ling Wei, Jing-Chiang Yang, Yong-Yang Lin, Shih-Yu Chuang, H. Paul WangDocumento6 pagineMarine Pollution Bulletin: Yu-Ling Wei, Jing-Chiang Yang, Yong-Yang Lin, Shih-Yu Chuang, H. Paul Wangjuan diazNessuna valutazione finora
- A Review On Artificial Aggregates (PRIYADHARSHINI - 2012)Documento8 pagineA Review On Artificial Aggregates (PRIYADHARSHINI - 2012)juan diazNessuna valutazione finora
- Processing and Characterization of Fly Ash-Based Geopolymer Bricks (WANIBRAHIM-2016) .Pdf1114Documento7 pagineProcessing and Characterization of Fly Ash-Based Geopolymer Bricks (WANIBRAHIM-2016) .Pdf1114juan diazNessuna valutazione finora
- Cheeseman 2005Documento13 pagineCheeseman 2005juan diaz100% (1)
- A Study of Gas Emissions During The Firing Process From Bricks Incorporating Biosolids (Ukwatta-Australia-2018)Documento14 pagineA Study of Gas Emissions During The Firing Process From Bricks Incorporating Biosolids (Ukwatta-Australia-2018)juan diazNessuna valutazione finora
- A Review of Studies On Bricks Using Alternative Materials and Approaches (Zhang-Australia-2018)Documento18 pagineA Review of Studies On Bricks Using Alternative Materials and Approaches (Zhang-Australia-2018)juan diazNessuna valutazione finora
- Towards Sustainable Bricks Production An Overview (Murmu-India-2018)Documento14 pagineTowards Sustainable Bricks Production An Overview (Murmu-India-2018)juan diazNessuna valutazione finora
- Comparative Study On Early Strength of Sodium Hydroxide (Naoh) Activated y Ash Based GeopolymerDocumento8 pagineComparative Study On Early Strength of Sodium Hydroxide (Naoh) Activated y Ash Based Geopolymerjuan diazNessuna valutazione finora
- Thermal Conductivity of Clay Bricks (Dondi-Italy-2004)Documento7 pagineThermal Conductivity of Clay Bricks (Dondi-Italy-2004)juan diazNessuna valutazione finora
- Impact Categories Through Life Cycle Assessment of Coal-Fired Brick (Sunilkumar-India-2016)Documento7 pagineImpact Categories Through Life Cycle Assessment of Coal-Fired Brick (Sunilkumar-India-2016)juan diazNessuna valutazione finora
- Effect of Sodium Hydroxide Molarity On Physical Mechanical Geopolymers (Jaya-2018)Documento8 pagineEffect of Sodium Hydroxide Molarity On Physical Mechanical Geopolymers (Jaya-2018)juan diazNessuna valutazione finora
- As 2318-2006 Swivels For Lifting ApplicationsDocumento7 pagineAs 2318-2006 Swivels For Lifting ApplicationsSAI Global - APACNessuna valutazione finora
- Lubrication Solutions For Industrial ApplicationsDocumento44 pagineLubrication Solutions For Industrial ApplicationsFocuNessuna valutazione finora
- Chem Workshop - Question Paper CompilationDocumento197 pagineChem Workshop - Question Paper Compilations1672snehil6353Nessuna valutazione finora
- Soil Science Lab 5Documento4 pagineSoil Science Lab 5Joshua Ruel NalzaroNessuna valutazione finora
- Ikeda - DEVELOPMENT OF HYBRID PRESTRESSED CONCRETE BRIDGES WITH CORRUGATED STEEL WEB CONSTRUCTIONDocumento15 pagineIkeda - DEVELOPMENT OF HYBRID PRESTRESSED CONCRETE BRIDGES WITH CORRUGATED STEEL WEB CONSTRUCTIONPierre MonchaninNessuna valutazione finora
- Cost Effective Integrated Gas Plant Design Sulfinol MDocumento2 pagineCost Effective Integrated Gas Plant Design Sulfinol Mamirho3ein100% (1)
- Grade 11 - w2 - Earth and Life ScienceDocumento7 pagineGrade 11 - w2 - Earth and Life ScienceLeslie MermeloNessuna valutazione finora
- MoS2 Physical PropertiesDocumento7 pagineMoS2 Physical PropertiesYu Shu HearnNessuna valutazione finora
- Jitendra Hirwani: Problem Solving Techniques of Physical Chemistry For NeetDocumento23 pagineJitendra Hirwani: Problem Solving Techniques of Physical Chemistry For NeetabhishekNessuna valutazione finora
- Ibrahim Ahmadzai Syn CorrectedDocumento10 pagineIbrahim Ahmadzai Syn CorrectedzahidNessuna valutazione finora
- Thermal Conductivity by Heat-Flow Measuring PlateDocumento3 pagineThermal Conductivity by Heat-Flow Measuring PlatedarshanNessuna valutazione finora
- ASTM - D 2216 - (Moisture) ContentDocumento7 pagineASTM - D 2216 - (Moisture) ContentsamerNessuna valutazione finora
- DSS AssignmentDocumento29 pagineDSS AssignmentRahul SharmaNessuna valutazione finora
- Ipcc Waste ModelDocumento98 pagineIpcc Waste ModelJayson VillezaNessuna valutazione finora
- Chave Emergência ZS73SDocumento6 pagineChave Emergência ZS73SAdilsonNessuna valutazione finora
- Compressed Stabilised Earth Block: A Case Study ReportDocumento2 pagineCompressed Stabilised Earth Block: A Case Study ReportShubham SrivastavaNessuna valutazione finora
- Use of Cement Bonded Composites in Prolonged Wet EnvironmentsDocumento24 pagineUse of Cement Bonded Composites in Prolonged Wet EnvironmentsBranko R Babic100% (1)
- Difference Between Biodegradable and Non Biodegradable WasteDocumento3 pagineDifference Between Biodegradable and Non Biodegradable WasteArjun ParmarNessuna valutazione finora
- E-Mail: Ernst - Burke@falw - Vu.nl E-Mail: Giovanni - Ferraris@unito - ItDocumento16 pagineE-Mail: Ernst - Burke@falw - Vu.nl E-Mail: Giovanni - Ferraris@unito - Itjuan25.103761Nessuna valutazione finora
- Cambridge IGCSE: CHEMISTRY 0620/52Documento12 pagineCambridge IGCSE: CHEMISTRY 0620/52PanAtaraxNessuna valutazione finora
- Internship Report For Compounding Department at General Tyre & Rubber Company of PakistanDocumento22 pagineInternship Report For Compounding Department at General Tyre & Rubber Company of PakistanZeeshan Zahid0% (1)
- Banglore Metro Rail Corporation-Bogie SystemDocumento52 pagineBanglore Metro Rail Corporation-Bogie SystemAshutosh Kumar100% (1)
- Chem 110 Highligts 40 43Documento28 pagineChem 110 Highligts 40 43dsarathy1Nessuna valutazione finora
- Ammonia ProductionDocumento5 pagineAmmonia ProductionHarsh WaliaNessuna valutazione finora
- Rust Remover For ConcreteDocumento4 pagineRust Remover For ConcretemudasarNessuna valutazione finora
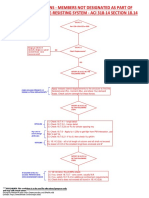
- Concrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14Documento2 pagineConcrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14stephanie madridNessuna valutazione finora
- Avanse MV100 BrochureDocumento8 pagineAvanse MV100 BrochureAPEX SONNessuna valutazione finora
- T02 11 Simonovic - Medic - Medic - Selimotic - GNP2020Documento8 pagineT02 11 Simonovic - Medic - Medic - Selimotic - GNP2020Kenan KajosevicNessuna valutazione finora