Potrebbero piacerti anche
- Price List Lang Technovation 02072019Documento5 paginePrice List Lang Technovation 02072019api-541004165Nessuna valutazione finora
- MILACRON OPERATING MANUAL (Rexonavn - Com)Documento405 pagineMILACRON OPERATING MANUAL (Rexonavn - Com)Cempeireng Iyalah100% (3)
- 1073 Operating ManualDocumento42 pagine1073 Operating ManualstephenallenNessuna valutazione finora
- 0 Math Minute 8th Grade PDFDocumento112 pagine0 Math Minute 8th Grade PDFHumberto Angulo50% (4)
- First Article Inspection InstructionDocumento21 pagineFirst Article Inspection Instructiongranburyjohnstevens100% (1)
- LMC Ans PP WW2013 GBDocumento29 pagineLMC Ans PP WW2013 GBGomez GomezNessuna valutazione finora
- Reversible: RAM 300 24V RAM 300 230VDocumento2 pagineReversible: RAM 300 24V RAM 300 230Vderbalijalel50% (2)
- RC CarDocumento8 pagineRC CarbaggakunalNessuna valutazione finora
- BT GW 150 PrezDocumento1 paginaBT GW 150 PrezStefan NeacsuNessuna valutazione finora
- Euroklimat AHU EKDM1609Documento17 pagineEuroklimat AHU EKDM1609widyaNessuna valutazione finora
- Impact Pendulum Test Systems PDFDocumento8 pagineImpact Pendulum Test Systems PDFHumberto AnguloNessuna valutazione finora
- Mini Milling/Drilling Machine: Instruction ManualDocumento24 pagineMini Milling/Drilling Machine: Instruction Manualelchuju100% (4)
- Project Jig & Fixture 20112012Documento64 pagineProject Jig & Fixture 20112012adibah ismail100% (1)
- V3 ECM Tutorial v1.0Documento40 pagineV3 ECM Tutorial v1.0lmkkilo3Nessuna valutazione finora
- Design of Jigs and FixturesDocumento3 pagineDesign of Jigs and FixturesRajueswarNessuna valutazione finora
- BibliografieDocumento2 pagineBibliografieLucian GrigorasNessuna valutazione finora
- Ingesco Pdc.E Lightning Rod: OperationDocumento2 pagineIngesco Pdc.E Lightning Rod: Operationmazu_bzNessuna valutazione finora
- Orcad Setup Crack InstallationDocumento2 pagineOrcad Setup Crack Installationసుశీల్ శరత్Nessuna valutazione finora
- Horstmann RMU Catalogue - 2019 - Printed Sheets PDFDocumento87 pagineHorstmann RMU Catalogue - 2019 - Printed Sheets PDFprseNessuna valutazione finora
- TSX Cusb485Documento2 pagineTSX Cusb485AurellioNessuna valutazione finora
- Catalog CabTecDocumento78 pagineCatalog CabTecnemarc08Nessuna valutazione finora
- Make Simple Electronic Buzzer CircuitsDocumento10 pagineMake Simple Electronic Buzzer Circuitsnd2b8f4djmNessuna valutazione finora
- Nitinol A Material With Unusual Properties: StoeckelDocumento9 pagineNitinol A Material With Unusual Properties: StoeckelEoghan MooneyNessuna valutazione finora
- Grundfosliterature UPA Homebooster PDFDocumento28 pagineGrundfosliterature UPA Homebooster PDFStefan DumitruNessuna valutazione finora
- JMAG Basic Training: Get Started With JMAG DesignerDocumento4 pagineJMAG Basic Training: Get Started With JMAG DesignerxabiferrerasNessuna valutazione finora
- Relee MediasDocumento50 pagineRelee MediasnorakutyNessuna valutazione finora
- Inverter CircuitsDocumento15 pagineInverter CircuitsdanilaluminaNessuna valutazione finora
- SBS 4815CT Capacity Tester Users ManualDocumento30 pagineSBS 4815CT Capacity Tester Users ManualJohn EarleyNessuna valutazione finora
- Caddy Professional 250: Instruction ManualDocumento12 pagineCaddy Professional 250: Instruction Manualaah123276Nessuna valutazione finora
- Toc Doconcd Sinumerik v4.7sp2Documento15 pagineToc Doconcd Sinumerik v4.7sp2davidcristian2009Nessuna valutazione finora
- Man 40366 en 02Documento30 pagineMan 40366 en 02Josalex CoronadoNessuna valutazione finora
- Inductive Proximity SensorsDocumento116 pagineInductive Proximity SensorsHamma SaidiNessuna valutazione finora
- Bondmaster Pitch-Catch Probe Adaptor: Getting StartedDocumento6 pagineBondmaster Pitch-Catch Probe Adaptor: Getting StartedSaadNessuna valutazione finora
- Service Manual: Meat Mincer HR2725/00 HR2724/00Documento2 pagineService Manual: Meat Mincer HR2725/00 HR2724/00Robert Vojak100% (1)
- CALB Lithium Ion Battery ManualDocumento15 pagineCALB Lithium Ion Battery ManualvjvbNessuna valutazione finora
- Wild Thumper Robot Guide v1.0Documento12 pagineWild Thumper Robot Guide v1.0burmansoftNessuna valutazione finora
- Sony STR De345Documento51 pagineSony STR De345Anonymous biMSzTyszNessuna valutazione finora
- STR De245Documento32 pagineSTR De245Xavier LoáisigaNessuna valutazione finora
- Mackie Srm450v2 SCHDocumento12 pagineMackie Srm450v2 SCHALEJANDRONessuna valutazione finora
- Tenma - At60d-Eu - Soldering Station, 60w, 220v, EuDocumento1 paginaTenma - At60d-Eu - Soldering Station, 60w, 220v, EuCristi MihalceaNessuna valutazione finora
- BLDC Sinusoidal ControlDocumento6 pagineBLDC Sinusoidal ControlOctavian MîrţiNessuna valutazione finora
- 300 UserDocumento137 pagine300 UserMiljan MirkovicNessuna valutazione finora
- Vdocuments - MX - SR HD 60364 6 PDF Wordpresscom A Cenelec HD 60364 1 D InformativeDocumento2 pagineVdocuments - MX - SR HD 60364 6 PDF Wordpresscom A Cenelec HD 60364 1 D InformativeLucian BarboiNessuna valutazione finora
- Install Manual PK5564 29008250R002Documento32 pagineInstall Manual PK5564 29008250R002Franklin Bustinza MacedoNessuna valutazione finora
- S1agile en RN G PDFDocumento10 pagineS1agile en RN G PDFsouvik dasguptaNessuna valutazione finora
- Operating Instructions Microscan3 Core I O en IM0063757 PDFDocumento160 pagineOperating Instructions Microscan3 Core I O en IM0063757 PDFJuanJoseBfNessuna valutazione finora
- Manual MB ION 330 MainboardDocumento32 pagineManual MB ION 330 Mainboardecu2002Nessuna valutazione finora
- SecuriFire 500 1000 2000 3000 PC2018 F001en DDocumento118 pagineSecuriFire 500 1000 2000 3000 PC2018 F001en DLorand BartaNessuna valutazione finora
- Grundfos UPA 120 HOME BOOSTER PDFDocumento17 pagineGrundfos UPA 120 HOME BOOSTER PDFJuan Carlos Pulido100% (1)
- Safety Data Sheet: 1. IdentificationDocumento10 pagineSafety Data Sheet: 1. IdentificationBogdan NgrNessuna valutazione finora
- Nanoscribe - 2016 02 23Documento57 pagineNanoscribe - 2016 02 23abc1000Nessuna valutazione finora
- MDD PPT Keerti First ReviewDocumento10 pagineMDD PPT Keerti First Reviewkeeru mbsNessuna valutazione finora
- Nuclear Science & Engineering: Presentation On Carbon Nanotube Field Effect Transistor - Prashant Ranjan 2k14/NSE/21Documento17 pagineNuclear Science & Engineering: Presentation On Carbon Nanotube Field Effect Transistor - Prashant Ranjan 2k14/NSE/21ranjan_prashant52Nessuna valutazione finora
- Proiect Electrocasnic Cantar ElectronicDocumento45 pagineProiect Electrocasnic Cantar ElectronicCristian Lungu100% (2)
- Electronic Snap Kit Deluxe Snap RoverDocumento48 pagineElectronic Snap Kit Deluxe Snap RoverScience HouseNessuna valutazione finora
- Final Project Oil and Gas Electrical InstallationDocumento100 pagineFinal Project Oil and Gas Electrical InstallationAsim AliNessuna valutazione finora
- Abb Iiot PDFDocumento34 pagineAbb Iiot PDFJuan Carlos Lopez TorresNessuna valutazione finora
- Elan-Tron MC4260 W4260 IngDocumento4 pagineElan-Tron MC4260 W4260 IngZdzisław LatoNessuna valutazione finora
- Pilz PNOZ Multi - Getting StartedDocumento39 paginePilz PNOZ Multi - Getting StartedBaroszNessuna valutazione finora
- Vane Fluture Si AdaptoareDocumento32 pagineVane Fluture Si Adaptoarebotas georgianaNessuna valutazione finora
- Lista Preturi - TG MuresDocumento3 pagineLista Preturi - TG MuresDiana CurticapeanNessuna valutazione finora
- Arc140 S350 (16) CL System SpecDocumento20 pagineArc140 S350 (16) CL System SpecKandregula Mohan BabuNessuna valutazione finora
- 2.2 Rezistoare Dependente 2.2.3 Rezistoarele Dependente de Fluxul Luminos - FotorezistoareDocumento16 pagine2.2 Rezistoare Dependente 2.2.3 Rezistoarele Dependente de Fluxul Luminos - FotorezistoareVivi ViorelaNessuna valutazione finora
- LHi 778, LHi 878, PYD 1388Documento1 paginaLHi 778, LHi 878, PYD 1388Edmundo Valencia100% (1)
- Emotiile DistructiveDocumento596 pagineEmotiile DistructiveSarahDinElenaNessuna valutazione finora
- Cable Blowing Machine Miniflow RAPID Operating ManualDocumento15 pagineCable Blowing Machine Miniflow RAPID Operating ManualJoseph ThomasNessuna valutazione finora
- CH 4Documento5 pagineCH 4Rutvik HNessuna valutazione finora
- Thyssenkrupp Industrial Solutions - Webinar Green Hydrogen in Egypt - Andreas BeckersDocumento19 pagineThyssenkrupp Industrial Solutions - Webinar Green Hydrogen in Egypt - Andreas BeckersOsama HalawaNessuna valutazione finora
- BT Catalogue 2019 en LowDocumento108 pagineBT Catalogue 2019 en LowLefialgaNessuna valutazione finora
- Lay and TraverseDocumento30 pagineLay and TraverseHumberto AnguloNessuna valutazione finora
- Chapter 6 - ORTHOGRAPHIC PROJECTIONDocumento35 pagineChapter 6 - ORTHOGRAPHIC PROJECTIONHumberto AnguloNessuna valutazione finora
- 828D SF PDFDocumento72 pagine828D SF PDFRMK BrothersNessuna valutazione finora
- FOD Awareness: Basic Training in Foreign Object Damage PreventionDocumento35 pagineFOD Awareness: Basic Training in Foreign Object Damage PreventionHumberto AnguloNessuna valutazione finora
- FOD Awareness: Basic Training in Foreign Object Damage PreventionDocumento35 pagineFOD Awareness: Basic Training in Foreign Object Damage PreventionHumberto AnguloNessuna valutazione finora
- Workshop K - RinggerDocumento59 pagineWorkshop K - RinggerHumberto AnguloNessuna valutazione finora
- Haas Lathe ProgrammingDocumento146 pagineHaas Lathe ProgrammingHumberto AnguloNessuna valutazione finora
- C 1016Documento3 pagineC 1016Humberto AnguloNessuna valutazione finora
- CNC Programming WorkshopDocumento150 pagineCNC Programming WorkshopThanh BaronNessuna valutazione finora
- Trades Math Workbook PDFDocumento32 pagineTrades Math Workbook PDFDiyaNegiNessuna valutazione finora
- Rroys Catalogo de MaterialesDocumento2 pagineRroys Catalogo de MaterialesHumberto AnguloNessuna valutazione finora
- Gaining Confidence With GD T - Part 1 PDFDocumento24 pagineGaining Confidence With GD T - Part 1 PDFthomastan02Nessuna valutazione finora
- GDT Reference Book Engl 2.0fDocumento165 pagineGDT Reference Book Engl 2.0fMurat Çakar87% (15)
- Basic Math CompleteDocumento120 pagineBasic Math CompleteNathaniel DennisNessuna valutazione finora
- Basic Math CompleteDocumento120 pagineBasic Math CompleteNathaniel DennisNessuna valutazione finora
- Machine Shop Fluid Maintenance PDFDocumento5 pagineMachine Shop Fluid Maintenance PDFHumberto AnguloNessuna valutazione finora
- TMT 500Documento4 pagineTMT 500Humberto AnguloNessuna valutazione finora
- As 9102 FormsDocumento4 pagineAs 9102 FormsHumberto AnguloNessuna valutazione finora
- Troubleshooting GuideDocumento16 pagineTroubleshooting GuideHumberto AnguloNessuna valutazione finora
- 3DR APMCopter Hexa Assembly Instructions1Documento18 pagine3DR APMCopter Hexa Assembly Instructions1Humberto AnguloNessuna valutazione finora
- Proyecto de Mini Dron - Desarrollo Propio de Tecnologia - Sin ArduinoDocumento22 pagineProyecto de Mini Dron - Desarrollo Propio de Tecnologia - Sin ArduinoHumberto AnguloNessuna valutazione finora
- ABN7638 2 RevisedDocumento1 paginaABN7638 2 RevisedHumberto AnguloNessuna valutazione finora
- Interview EnglishDocumento4 pagineInterview EnglishHumberto AnguloNessuna valutazione finora
- 02 MachiningDocumento34 pagine02 MachiningHumberto AnguloNessuna valutazione finora
- Quadcopter Presentation Quadcopter Presentation by Chomp by ChompDocumento15 pagineQuadcopter Presentation Quadcopter Presentation by Chomp by ChompHumberto AnguloNessuna valutazione finora
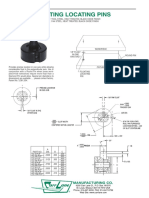
- Floating Locating PinsDocumento13 pagineFloating Locating PinsMuhammadTaufikAliRahmanNessuna valutazione finora
- Kaizen Sheet (F16)Documento1 paginaKaizen Sheet (F16)amitvohraNessuna valutazione finora
- Jigs and Fixture Locating PrinciplesDocumento89 pagineJigs and Fixture Locating Principlesvino pooNessuna valutazione finora
- Jig DesignDocumento23 pagineJig DesignЦырен ЖалсаповNessuna valutazione finora
- The Process Map by Doug Sanders, Bill Ross, and Jim ColemanDocumento10 pagineThe Process Map by Doug Sanders, Bill Ross, and Jim ColemanLuiza GonzattoNessuna valutazione finora
- Unit I Locating and Clamping PrinciplesDocumento15 pagineUnit I Locating and Clamping PrinciplesMECHANICAL DESIGNSNessuna valutazione finora
- Introduction To Jigs and FixturesDocumento10 pagineIntroduction To Jigs and Fixturesabhilash karanNessuna valutazione finora
- Procedures in Adjusting Accessories Using Clamps.Documento3 pagineProcedures in Adjusting Accessories Using Clamps.MARY JOY VILLARUELNessuna valutazione finora
- ODU - xmc3 - Quick Installation GuideDocumento49 pagineODU - xmc3 - Quick Installation GuideJonatan Silvera100% (1)
- Study of Jig and Fixture For Drilling and Milling OperationsDocumento8 pagineStudy of Jig and Fixture For Drilling and Milling OperationsSulficker AliNessuna valutazione finora
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocumento12 pagineDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNessuna valutazione finora
- Introduction To Fixture Design: A Fixture Is A Device For Locating, Holding and Supporting A Workpiece During ADocumento13 pagineIntroduction To Fixture Design: A Fixture Is A Device For Locating, Holding and Supporting A Workpiece During ARavi Arjun KumarNessuna valutazione finora
- Catalogue AMF Zero Point SystemsDocumento100 pagineCatalogue AMF Zero Point SystemskitofanecoNessuna valutazione finora
- Guia Duff Norton 21 PDFDocumento64 pagineGuia Duff Norton 21 PDFomar mejiaNessuna valutazione finora
- SWP001 04 G1B - R01Documento86 pagineSWP001 04 G1B - R01Roberto MontoyaNessuna valutazione finora
- PHLD 5 800 ManualDocumento20 paginePHLD 5 800 ManualMohammed ImranNessuna valutazione finora
- NX Manufacturing Fundamentals: Workbook April 2007 MT11021 - NX 5Documento42 pagineNX Manufacturing Fundamentals: Workbook April 2007 MT11021 - NX 5JeevanNessuna valutazione finora
- S7ad PDFDocumento5 pagineS7ad PDFFelipe RamirezNessuna valutazione finora
- Design of Jig BushDocumento15 pagineDesign of Jig BushsimiyandcNessuna valutazione finora
- JIG AND FIXTURE DESIGN MANUL Eric K HenriksenDocumento160 pagineJIG AND FIXTURE DESIGN MANUL Eric K HenriksenPrakashmech4028Nessuna valutazione finora
- Jigs QuestionDocumento13 pagineJigs QuestionShanmugavel MallaiahNessuna valutazione finora
- High Mast - Operation & Maintenance ManualDocumento22 pagineHigh Mast - Operation & Maintenance ManualmadanprawalNessuna valutazione finora
- Estimasi Waktu Produksi Dan Perencanaan Proses Pemesinan Pada Pembuatan 3 Axis Flexible Fixture Berbasis MicrocontrolerDocumento6 pagineEstimasi Waktu Produksi Dan Perencanaan Proses Pemesinan Pada Pembuatan 3 Axis Flexible Fixture Berbasis MicrocontrolerRudi HasibuanNessuna valutazione finora
- Design and Development of Tacking and Welding Fixture For Mixing Drum of 10/7 Concrete MixerDocumento5 pagineDesign and Development of Tacking and Welding Fixture For Mixing Drum of 10/7 Concrete MixerIJIRSTNessuna valutazione finora
- PG Student ProjectsDocumento44 paginePG Student ProjectsZeeshan PashaNessuna valutazione finora