Potrebbero piacerti anche
- GE Steam Turbine MK V Alarm - LST (Unit2)Documento10 pagineGE Steam Turbine MK V Alarm - LST (Unit2)luriah100% (1)
- HRSG StartupDocumento20 pagineHRSG Startupsujiv_sujiv1278100% (2)
- Competence Standards For TVETDocumento23 pagineCompetence Standards For TVETluriahNessuna valutazione finora
- GE GT OPS - Simulation BasedDocumento5 pagineGE GT OPS - Simulation BasedluriahNessuna valutazione finora
- Intrumentation Control TechDocumento2 pagineIntrumentation Control TechluriahNessuna valutazione finora
- Superheated SteamDocumento15 pagineSuperheated SteamluriahNessuna valutazione finora
- MHI PresentationDocumento45 pagineMHI Presentationluriah100% (2)
- GTST Protection TestDocumento3 pagineGTST Protection TestluriahNessuna valutazione finora
- Alstom GT26 - Presentation PDFDocumento39 pagineAlstom GT26 - Presentation PDFluriahNessuna valutazione finora
- Foxboro Control SystemDocumento6 pagineFoxboro Control Systemluriah100% (1)
- Plant Sim FATDocumento4 paginePlant Sim FATluriahNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- GAJ Mod 18 Ace Your InterviewDocumento12 pagineGAJ Mod 18 Ace Your InterviewAnjela SantiagoNessuna valutazione finora
- 19 Amazing Benefits of Fennel Seeds For SkinDocumento9 pagine19 Amazing Benefits of Fennel Seeds For SkinnasimNessuna valutazione finora
- Design Thinking PDFDocumento7 pagineDesign Thinking PDFFernan SantosoNessuna valutazione finora
- Cat4 Test Practice For Year 11 Level GDocumento6 pagineCat4 Test Practice For Year 11 Level GJoel OkohNessuna valutazione finora
- In Mein KampfDocumento3 pagineIn Mein KampfAnonymous t5XUqBNessuna valutazione finora
- Chhabra, D., Healy, R., & Sills, E. (2003) - Staged Authenticity and Heritage Tourism. Annals of Tourism Research, 30 (3), 702-719 PDFDocumento18 pagineChhabra, D., Healy, R., & Sills, E. (2003) - Staged Authenticity and Heritage Tourism. Annals of Tourism Research, 30 (3), 702-719 PDF余鸿潇Nessuna valutazione finora
- 2023-Tutorial 02Documento6 pagine2023-Tutorial 02chyhyhyNessuna valutazione finora
- SEx 3Documento33 pagineSEx 3Amir Madani100% (4)
- GN No. 444 24 June 2022 The Public Service Regulations, 2022Documento87 pagineGN No. 444 24 June 2022 The Public Service Regulations, 2022Miriam B BennieNessuna valutazione finora
- 1E Star Trek Customizable Card Game - 6 First Contact Rule SupplementDocumento11 pagine1E Star Trek Customizable Card Game - 6 First Contact Rule Supplementmrtibbles100% (1)
- Jyotish - 2003 Sri Jagannath Center - Narayan Iyer - Divisional Charts - Divining Through DivisionsDocumento36 pagineJyotish - 2003 Sri Jagannath Center - Narayan Iyer - Divisional Charts - Divining Through DivisionsDeepa MishraNessuna valutazione finora
- Strategic ManagementDocumento14 pagineStrategic ManagementvishakhaNessuna valutazione finora
- Karly Hanson RèsumèDocumento1 paginaKarly Hanson RèsumèhansonkarlyNessuna valutazione finora
- City/ The Countryside: VocabularyDocumento2 pagineCity/ The Countryside: VocabularyHương Phạm QuỳnhNessuna valutazione finora
- Balezi - Annale Générale Vol 4 - 1 - 2 Fin OkDocumento53 pagineBalezi - Annale Générale Vol 4 - 1 - 2 Fin OkNcangu BenjaminNessuna valutazione finora
- Equine PregnancyDocumento36 pagineEquine Pregnancydrdhirenvet100% (1)
- Maths Lowersixth ExamsDocumento2 pagineMaths Lowersixth ExamsAlphonsius WongNessuna valutazione finora
- SUBSET-026-7 v230 - 060224Documento62 pagineSUBSET-026-7 v230 - 060224David WoodhouseNessuna valutazione finora
- K9G8G08B0B SamsungDocumento43 pagineK9G8G08B0B SamsungThienNessuna valutazione finora
- Describing LearnersDocumento29 pagineDescribing LearnersSongül Kafa67% (3)
- Mathsnacks05 InfiniteDocumento1 paginaMathsnacks05 Infiniteburkard.polsterNessuna valutazione finora
- Policarpio Vs Manila Times - Unprotected Speech LibelDocumento3 paginePolicarpio Vs Manila Times - Unprotected Speech LibelStef BernardoNessuna valutazione finora
- Exercise 1-3Documento9 pagineExercise 1-3Patricia MedinaNessuna valutazione finora
- Goal Ball Lesson PlanDocumento4 pagineGoal Ball Lesson Planapi-378557749100% (1)
- Nursing Care Plan: Pt.'s Data Nursing Diagnosis GoalsDocumento1 paginaNursing Care Plan: Pt.'s Data Nursing Diagnosis GoalsKiran Ali100% (3)
- Developing Global LeadersDocumento10 pagineDeveloping Global LeadersDeepa SharmaNessuna valutazione finora
- AdverbsDocumento10 pagineAdverbsKarina Ponce RiosNessuna valutazione finora
- Springfield College Lesson Plan Template PHED 237: The Learning and Performance of Physical ActivitiesDocumento5 pagineSpringfield College Lesson Plan Template PHED 237: The Learning and Performance of Physical Activitiesapi-285421100Nessuna valutazione finora
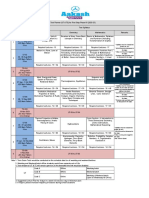
- UT & TE Planner - AY 2023-24 - Phase-01Documento1 paginaUT & TE Planner - AY 2023-24 - Phase-01Atharv KumarNessuna valutazione finora
- GB BioDocumento3 pagineGB BiolskerponfblaNessuna valutazione finora