Potrebbero piacerti anche
- PH Control: P2 FactsDocumento4 paginePH Control: P2 Factsdalton2004Nessuna valutazione finora
- Convert Water Hardness UnitsDocumento1 paginaConvert Water Hardness Unitsdalton2004Nessuna valutazione finora
- Mec in Carbon SteelDocumento7 pagineMec in Carbon Steeldalton2004Nessuna valutazione finora
- 3451155chemical PDFDocumento2 pagine3451155chemical PDFdalton2004Nessuna valutazione finora
- Chemical Resistance ChartDocumento32 pagineChemical Resistance Chartdalton2004Nessuna valutazione finora
- GT W03 Small Absorption Chillers PDFDocumento2 pagineGT W03 Small Absorption Chillers PDFdalton2004Nessuna valutazione finora
- Decomposition of Hydrazine Inpreserved Boilers.... 12 PDFDocumento18 pagineDecomposition of Hydrazine Inpreserved Boilers.... 12 PDFmahesh sNessuna valutazione finora
- Convert Water Hardness UnitsDocumento1 paginaConvert Water Hardness Unitsdalton2004Nessuna valutazione finora
- 45chemical PDFDocumento2 pagine45chemical PDFdalton2004Nessuna valutazione finora
- KK180 US 55chemicalDocumento2 pagineKK180 US 55chemicaldalton2004Nessuna valutazione finora
- ChemicalDocumento2 pagineChemicaldalton2004Nessuna valutazione finora
- Use Low-Grade Waste Steam To Power Absorption Chillers: Reduce Demand ChargesDocumento2 pagineUse Low-Grade Waste Steam To Power Absorption Chillers: Reduce Demand Chargesdalton2004Nessuna valutazione finora
- KKL07 US 275chemicalDocumento2 pagineKKL07 US 275chemicaldalton2004Nessuna valutazione finora
- KK260 US 40chemicalDocumento2 pagineKK260 US 40chemicaldalton2004Nessuna valutazione finora
- KKL07 US 275chemicalDocumento2 pagineKKL07 US 275chemicaldalton2004Nessuna valutazione finora
- ChemicalDocumento2 pagineChemicaldalton2004Nessuna valutazione finora
- Absorption Chillers Use Heat for Cooling BuildingsDocumento2 pagineAbsorption Chillers Use Heat for Cooling Buildingsdalton2004Nessuna valutazione finora
- ChemicalDocumento2 pagineChemicaldalton2004Nessuna valutazione finora
- KKL07 US 275chemicalDocumento2 pagineKKL07 US 275chemicaldalton2004Nessuna valutazione finora
- KKL07 US 275chemicalDocumento2 pagineKKL07 US 275chemicaldalton2004Nessuna valutazione finora
- Kleen: Koch Additive Z Membrane CleanerDocumento2 pagineKleen: Koch Additive Z Membrane Cleanerdalton2004Nessuna valutazione finora
- ChemicalDocumento2 pagineChemicaldalton2004Nessuna valutazione finora
- Faravar Palayesh Co. Ltd PresentationDocumento1 paginaFaravar Palayesh Co. Ltd Presentationdalton2004Nessuna valutazione finora
- Activated Carbon-What Is It PDFDocumento5 pagineActivated Carbon-What Is It PDFdalton2004Nessuna valutazione finora
- Use Low-Grade Waste Steam To Power Absorption Chillers: Reduce Demand ChargesDocumento2 pagineUse Low-Grade Waste Steam To Power Absorption Chillers: Reduce Demand Chargesdalton2004Nessuna valutazione finora
- Faravar Palayesh Information CenterDocumento4 pagineFaravar Palayesh Information Centerdalton2004Nessuna valutazione finora
- Understanding Carbon Mesh Size PDFDocumento3 pagineUnderstanding Carbon Mesh Size PDFdalton2004Nessuna valutazione finora
- Understanding Carbon Mesh Size PDFDocumento3 pagineUnderstanding Carbon Mesh Size PDFdalton2004Nessuna valutazione finora
- Faravar Palayesh Information CenterDocumento5 pagineFaravar Palayesh Information Centerdalton2004Nessuna valutazione finora
- Economizer PDFDocumento14 pagineEconomizer PDFdalton2004Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Flash MixerDocumento2 pagineFlash MixerKhaldoon AlnashiNessuna valutazione finora
- Hydraulic StructureDocumento7 pagineHydraulic Structurekartikey papnoiNessuna valutazione finora
- Multiple Foam Deluge SystemDocumento10 pagineMultiple Foam Deluge SystemTrần VânNessuna valutazione finora
- Toilet cleaning checklistDocumento2 pagineToilet cleaning checklistGamer GirlNessuna valutazione finora
- Petronas Technical Standards: Drainage & Sewer Systems For Onshore FacilitiesDocumento52 paginePetronas Technical Standards: Drainage & Sewer Systems For Onshore FacilitiesvinothNessuna valutazione finora
- VMP E16 E01 V00Documento36 pagineVMP E16 E01 V00Marian StatacheNessuna valutazione finora
- Method of Statement For Testing of Hot Water & Cold Water Supply and Return PipingDocumento10 pagineMethod of Statement For Testing of Hot Water & Cold Water Supply and Return PipingZin Ko NaingNessuna valutazione finora
- Delhi Air PollutionDocumento15 pagineDelhi Air PollutionNeel KinariwalaNessuna valutazione finora
- Plumbing Plan ExamplesDocumento29 paginePlumbing Plan ExamplesMon BoualNessuna valutazione finora
- Momentum Transfer FiltrationDocumento76 pagineMomentum Transfer FiltrationMinjdeDiosNessuna valutazione finora
- Presentation On PipesDocumento33 paginePresentation On PipesgshazaidiNessuna valutazione finora
- Annexure 12 Tool For Economic Size of Pumping MainDocumento5 pagineAnnexure 12 Tool For Economic Size of Pumping Mainmkpasha55mpNessuna valutazione finora
- 2016-Koleva Et Al., Des Water 57, 26954-26975Documento23 pagine2016-Koleva Et Al., Des Water 57, 26954-26975Monica HidalgoNessuna valutazione finora
- DW80H Service Manual PDFDocumento72 pagineDW80H Service Manual PDFIgor100% (1)
- Refinery Water Management Optimization: ENSR CorporationDocumento21 pagineRefinery Water Management Optimization: ENSR Corporationwaheed2286Nessuna valutazione finora
- Risk AssesmentDocumento11 pagineRisk AssesmentTariq KhanNessuna valutazione finora
- Plumbing Services Design GuideDocumento172 paginePlumbing Services Design Guidemarcus723Nessuna valutazione finora
- FMDS0200 PDFDocumento114 pagineFMDS0200 PDFDiego MosoNessuna valutazione finora
- Panel Clinic Listing Asat 1stmarch2011aiaDocumento67 paginePanel Clinic Listing Asat 1stmarch2011aiaaffodellNessuna valutazione finora
- Sediment Management Design GuideDocumento15 pagineSediment Management Design GuidebparryNessuna valutazione finora
- Reverse Osmosis R24-SERIES Installation InstructionsDocumento44 pagineReverse Osmosis R24-SERIES Installation InstructionsWattsNessuna valutazione finora
- Irrigation MCQDocumento27 pagineIrrigation MCQVikas LakadaNessuna valutazione finora
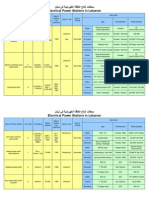
- نﺎﻨﺒﻟ ﻲﻓ ﺔﻴﺋﺎﺑﺮﻬﻜﻟا ﺔﻗﺎﻄﻟا جﺎﺘﻧإ تﺎﻄﺤﻣ Electrical Power Stations in LebanonDocumento2 pagineنﺎﻨﺒﻟ ﻲﻓ ﺔﻴﺋﺎﺑﺮﻬﻜﻟا ﺔﻗﺎﻄﻟا جﺎﺘﻧإ تﺎﻄﺤﻣ Electrical Power Stations in LebanonRichard YazbeckNessuna valutazione finora
- Vertical Plumbing Overcomes Space LimitationsDocumento4 pagineVertical Plumbing Overcomes Space Limitationsexfireex2Nessuna valutazione finora
- Reaffirmed 2002Documento29 pagineReaffirmed 2002Manish Kumar Singh100% (1)
- Block ACLBD7 and LBRBD10 in MADA - Project InformationDocumento31 pagineBlock ACLBD7 and LBRBD10 in MADA - Project InformationKuang Ngang ENessuna valutazione finora
- Barbados Water Authority: Terms For The Installation of Potable Water ServicesDocumento3 pagineBarbados Water Authority: Terms For The Installation of Potable Water ServicesTristan HowardNessuna valutazione finora
- Air Problems in Pipelines PDFDocumento90 pagineAir Problems in Pipelines PDFjohndagheNessuna valutazione finora
- Aqua Tech Solenoid ValvesDocumento4 pagineAqua Tech Solenoid ValvesJumana AladwanNessuna valutazione finora
- Rainwater Harvesting SystemDocumento64 pagineRainwater Harvesting SystemDaniele M.Nessuna valutazione finora