Potrebbero piacerti anche
- 416 Series Ordering Code ENGDocumento2 pagine416 Series Ordering Code ENGSamuel Lopez BenitesNessuna valutazione finora
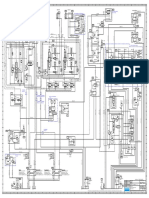
- Atlas Copco Rocket Boomer: Diagrams and DrawingsDocumento8 pagineAtlas Copco Rocket Boomer: Diagrams and DrawingsSamuel Lopez BenitesNessuna valutazione finora
- Schema 410Documento1 paginaSchema 410Daniel Pacheco LLantoyNessuna valutazione finora
- Pullmaster Model h12 Sales SheetDocumento2 paginePullmaster Model h12 Sales SheetSamuel Lopez BenitesNessuna valutazione finora
- HSCCatalog PDFDocumento1.556 pagineHSCCatalog PDFESRANessuna valutazione finora
- Hand Pump Tank AssemblyDocumento1 paginaHand Pump Tank AssemblySamuel Lopez BenitesNessuna valutazione finora
- Hand Pump Tank AssemblyDocumento1 paginaHand Pump Tank AssemblySamuel Lopez BenitesNessuna valutazione finora
- SA Industries: Model Flange Pinion Rotation Hydraulic Motor Mount Engine RatingDocumento1 paginaSA Industries: Model Flange Pinion Rotation Hydraulic Motor Mount Engine RatingSamuel Lopez BenitesNessuna valutazione finora
- Valve MCD10 Catalog2021Documento4 pagineValve MCD10 Catalog2021Samuel Lopez BenitesNessuna valutazione finora
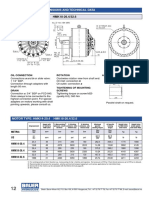
- Motor Type HMK - Dimensions and Technical DataDocumento2 pagineMotor Type HMK - Dimensions and Technical DataSamuel Lopez BenitesNessuna valutazione finora
- Pullmaster Model h12 Sales SheetDocumento2 paginePullmaster Model h12 Sales SheetSamuel Lopez BenitesNessuna valutazione finora
- Valve MCD10 Catalog2021Documento4 pagineValve MCD10 Catalog2021Samuel Lopez BenitesNessuna valutazione finora
- Twin Disc PTO Service ManualDocumento196 pagineTwin Disc PTO Service ManualEvgenyAmbul100% (6)
- Valve MCD10 Catalog2021Documento4 pagineValve MCD10 Catalog2021Samuel Lopez BenitesNessuna valutazione finora
- Valve MCD10 Catalog2021Documento4 pagineValve MCD10 Catalog2021Samuel Lopez BenitesNessuna valutazione finora
- High Flow FC Flow Control (Fc51) Installation & User Guide: SpecificationsDocumento3 pagineHigh Flow FC Flow Control (Fc51) Installation & User Guide: SpecificationsSamuel Lopez BenitesNessuna valutazione finora
- UK Sandwich CatalogDocumento376 pagineUK Sandwich CataloghugoNessuna valutazione finora
- Vt6Ed - Vt6Edm - Vt6Edp Double Vane Pump: Service InformationDocumento6 pagineVt6Ed - Vt6Edm - Vt6Edp Double Vane Pump: Service InformationSamuel Lopez BenitesNessuna valutazione finora
- Valvula Contrabalance Insertable CBDocumento147 pagineValvula Contrabalance Insertable CBSamuel Lopez BenitesNessuna valutazione finora
- Counterbalance Valve: Pursuing The PerfectDocumento2 pagineCounterbalance Valve: Pursuing The Perfectfrancis_15inNessuna valutazione finora
- Char-Lynn: Disc Valve MotorDocumento13 pagineChar-Lynn: Disc Valve MotorSamuel Lopez BenitesNessuna valutazione finora
- Valvula Contrabalance Insertable MWDocumento25 pagineValvula Contrabalance Insertable MWSamuel Lopez BenitesNessuna valutazione finora
- Valvula Contrabalance Insertable Modelo MB, Ma y MWDocumento10 pagineValvula Contrabalance Insertable Modelo MB, Ma y MWSamuel Lopez BenitesNessuna valutazione finora
- FC 90gpm REV (D) 2018Documento5 pagineFC 90gpm REV (D) 2018Samuel Lopez BenitesNessuna valutazione finora
- Valvula Contrabalance Insertable CeDocumento7 pagineValvula Contrabalance Insertable CeSamuel Lopez BenitesNessuna valutazione finora
- Us SCC BalanceDocumento12 pagineUs SCC Balancejuanchis650Nessuna valutazione finora
- Disc Valve Hydraulic Motors: 2000 SeriesDocumento38 pagineDisc Valve Hydraulic Motors: 2000 SeriesSamuel Lopez BenitesNessuna valutazione finora
- FC Installation SheetDocumento4 pagineFC Installation SheetSamuel Lopez BenitesNessuna valutazione finora
- HMB010 Rev A ModelDocumento1 paginaHMB010 Rev A ModelSamuel Lopez BenitesNessuna valutazione finora
- Industrial Hydraulic Pumps T7/T67/T6: Denison Vane Technology, Fixed DisplacementDocumento76 pagineIndustrial Hydraulic Pumps T7/T67/T6: Denison Vane Technology, Fixed DisplacementSamuel Lopez BenitesNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Inner-Board Connector: Epld External InterfaceDocumento13 pagineInner-Board Connector: Epld External InterfaceAgung TewelNessuna valutazione finora
- Distributor Installation: Crankshaft Position Sensor RemovalDocumento2 pagineDistributor Installation: Crankshaft Position Sensor RemovalKeyboardMan1960Nessuna valutazione finora
- Huawei BoostLi ESM-48100B2 Datasheet 01 (01074847) - (20200218)Documento2 pagineHuawei BoostLi ESM-48100B2 Datasheet 01 (01074847) - (20200218)Odai Kiwan100% (1)
- Ficha Tecnica - Bomba Hidraulica Sauer Danfoss PDFDocumento220 pagineFicha Tecnica - Bomba Hidraulica Sauer Danfoss PDFpokebalomanNessuna valutazione finora
- LMC555 CMOS Timer: General Description FeaturesDocumento8 pagineLMC555 CMOS Timer: General Description FeaturesDaryl ScottNessuna valutazione finora
- Stacker ManualDocumento60 pagineStacker ManualAkhtar QuddusNessuna valutazione finora
- Leader LBO 516Documento31 pagineLeader LBO 516raan4Nessuna valutazione finora
- Beetronics - 17-Inch-Touchscreen-54Documento6 pagineBeetronics - 17-Inch-Touchscreen-54mohamedNessuna valutazione finora
- AVA5-50FX Product SpecificationsDocumento5 pagineAVA5-50FX Product SpecificationsPhi FeiNessuna valutazione finora
- 64-2103 Tweco Flux Core SEFCDocumento2 pagine64-2103 Tweco Flux Core SEFCcarlosNessuna valutazione finora
- Nissan Sentra 2016Documento20 pagineNissan Sentra 2016wilder0l0pezNessuna valutazione finora
- Catalogue - Calibration Kit BCPLDocumento4 pagineCatalogue - Calibration Kit BCPLVishesh BankarNessuna valutazione finora
- LOADMASTER Se7510 Indicator 10052001aDocumento32 pagineLOADMASTER Se7510 Indicator 10052001aRoberto Augusto Aristizabal MorenoNessuna valutazione finora
- 7700-7720 Manual Servicio RaymondDocumento497 pagine7700-7720 Manual Servicio Raymondmontacargasgamma montacargas100% (2)
- 08 PUB171 004 00 Issue 03 20 - FP02Documento28 pagine08 PUB171 004 00 Issue 03 20 - FP02Tuan NguyenNessuna valutazione finora
- Cmos Implementation of Logic Blocks and Sequential ElementsDocumento18 pagineCmos Implementation of Logic Blocks and Sequential ElementsShovon BhowmickNessuna valutazione finora
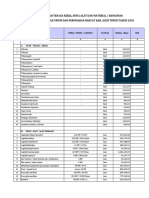
- Harga Bahan 2020Documento16 pagineHarga Bahan 2020T Rahmat Putra JauhariNessuna valutazione finora
- Electrolux 4P6D9A (1995) Parts Diagram For MOWER DECKDocumento5 pagineElectrolux 4P6D9A (1995) Parts Diagram For MOWER DECKGrilljohanNessuna valutazione finora
- Earthing Material ListDocumento1 paginaEarthing Material ListvirgilNessuna valutazione finora
- Ateliers Bigata parts available for various aircraftDocumento4 pagineAteliers Bigata parts available for various aircraftparid ridwanNessuna valutazione finora
- Autopilot Rotaryswitch - Maintenance PracticesDocumento2 pagineAutopilot Rotaryswitch - Maintenance PracticesEleazarNessuna valutazione finora
- DW90A (Yuchai-Fast Transmission-Hande Axle) OM 202208001-ENDocumento214 pagineDW90A (Yuchai-Fast Transmission-Hande Axle) OM 202208001-ENjaki162096Nessuna valutazione finora
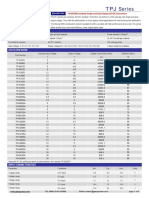
- TPJ, 1W SIP7 DC-DC Converters Power SupplyDocumento3 pagineTPJ, 1W SIP7 DC-DC Converters Power SupplytoppowerNessuna valutazione finora
- Bell & Gossett PD-Series-Iron-Body ExplosiveDocumento3 pagineBell & Gossett PD-Series-Iron-Body ExplosiveJose Juan De Dios GonzalezNessuna valutazione finora
- Ford Technology Newsletter 102010Documento3 pagineFord Technology Newsletter 102010fordfiesta_myNessuna valutazione finora
- Microchip MCP6006 6R 6U 7 9 Data Sheet 20006411BDocumento46 pagineMicrochip MCP6006 6R 6U 7 9 Data Sheet 20006411BMiguel BaixauliNessuna valutazione finora
- UCI274D - Technical Data SheetDocumento8 pagineUCI274D - Technical Data SheetFloresNessuna valutazione finora
- AN1155 Deboo IntegratorDocumento4 pagineAN1155 Deboo IntegratorMichael RiveraNessuna valutazione finora
- LC221Documento24 pagineLC221MisterMMNessuna valutazione finora
- LTC2605 DS 31613 PDFDocumento4 pagineLTC2605 DS 31613 PDFNarcis PatrascuNessuna valutazione finora