Potrebbero piacerti anche
- Confección de tapas para encuadernación industrial. ARGC0110Da EverandConfección de tapas para encuadernación industrial. ARGC0110Nessuna valutazione finora
- Practica 4 PDFDocumento3 paginePractica 4 PDFMupiigNessuna valutazione finora
- Proyectos Electroneumtica Parcial 5Documento7 pagineProyectos Electroneumtica Parcial 5Camilo De Jesus Pipe0% (3)
- Circuito Neumático Indirecto Sellador de Calor PDFDocumento4 pagineCircuito Neumático Indirecto Sellador de Calor PDFAnonymous gtR4coOiUaNessuna valutazione finora
- Ejercicios 9 Al 11Documento18 pagineEjercicios 9 Al 11danielNessuna valutazione finora
- Tarea Diagrama de Circuito NeumaticoDocumento1 paginaTarea Diagrama de Circuito NeumaticoGonzalo Herrera AhumadaNessuna valutazione finora
- Conceptos RelativosDocumento16 pagineConceptos RelativosvanesaNessuna valutazione finora
- Neumatica Parte 4Documento57 pagineNeumatica Parte 4Jhon Jairo ValenciaNessuna valutazione finora
- Examen Parte PracticaDocumento3 pagineExamen Parte PracticapabloNessuna valutazione finora
- Ejercicios PLC EJ2014Documento5 pagineEjercicios PLC EJ2014Madianita EstradaNessuna valutazione finora
- Practica Calificada de Diseño de Equipos y Componentes de Equipo Pesado PDFDocumento3 paginePractica Calificada de Diseño de Equipos y Componentes de Equipo Pesado PDFRoger LuisNessuna valutazione finora
- Instrumento de Evaluación 2 Parcial Actividad 2Documento5 pagineInstrumento de Evaluación 2 Parcial Actividad 2Giovanni Vazquez JBNessuna valutazione finora
- Informe Práctica 6Documento5 pagineInforme Práctica 6Bolivar LemaNessuna valutazione finora
- PRACTICA 07 REGULACION DE CAUDAL Meter in Meter Out y by PassDocumento2 paginePRACTICA 07 REGULACION DE CAUDAL Meter in Meter Out y by PassAndres Torres0% (1)
- ITT - Ejercicios ElectroNeumatica Avanzada v2Documento8 pagineITT - Ejercicios ElectroNeumatica Avanzada v2Ulises Ornelas RodriguezNessuna valutazione finora
- Laboratorio 1 - Tarea 5 - Desmontaje de Rodamientos de Rodillo A Rotula Mediante Inyección de Aceite-CopiarDocumento13 pagineLaboratorio 1 - Tarea 5 - Desmontaje de Rodamientos de Rodillo A Rotula Mediante Inyección de Aceite-CopiaralexanderNessuna valutazione finora
- Practica TermoDocumento3 paginePractica TermoNelson VinoNessuna valutazione finora
- Ejercicio Estampadora AlumnosDocumento5 pagineEjercicio Estampadora AlumnosEsteban MontesNessuna valutazione finora
- Problema 11 y 12Documento4 pagineProblema 11 y 12Cristian FloresNessuna valutazione finora
- Hidraulica: Laboratorio 01 Instalaciones HidraulicasDocumento16 pagineHidraulica: Laboratorio 01 Instalaciones HidraulicasRosa sotomayorNessuna valutazione finora
- El Método Cascada en La NeumáticaDocumento4 pagineEl Método Cascada en La NeumáticaHenrryNessuna valutazione finora
- Problema Con 3 CilindrosDocumento4 pagineProblema Con 3 CilindrosYered TC0% (1)
- Rueda de GinebraDocumento5 pagineRueda de GinebraMishellNessuna valutazione finora
- Ejercicios ElectroneumaticaDocumento7 pagineEjercicios Electroneumaticaanon_858245163Nessuna valutazione finora
- Guia 4Documento9 pagineGuia 4edisonNessuna valutazione finora
- Problema 35 ElementosDocumento6 pagineProblema 35 ElementosLeoAndresT50% (2)
- Metodo Logico NeumaticaDocumento6 pagineMetodo Logico NeumaticaOscar Ricardo Jurado Zambrano100% (1)
- GrupalDocumento34 pagineGrupalCris San100% (1)
- Bombas de Engranaje Expo MecaDocumento7 pagineBombas de Engranaje Expo MecaCeleste ZapataNessuna valutazione finora
- Ut-3 Motor-Generador de C.D.Documento28 pagineUt-3 Motor-Generador de C.D.jesus arvizuNessuna valutazione finora
- Tema 5 Método Volumen FinitoDocumento18 pagineTema 5 Método Volumen FinitoAlexis SalgadoNessuna valutazione finora
- Amán Rueda Salguero Ejercicios 3ra Unidad 23 01 2020Documento26 pagineAmán Rueda Salguero Ejercicios 3ra Unidad 23 01 2020Andres Aman Cuadrado0% (1)
- Planteamiento: Resolución Cascada - Ejercicio 3Documento3 paginePlanteamiento: Resolución Cascada - Ejercicio 3luisNessuna valutazione finora
- Informe 8 Engrapado HidraulicoDocumento4 pagineInforme 8 Engrapado HidraulicoFrancisco Fabian Valencia TipanNessuna valutazione finora
- Compresores de Hélice BicelularDocumento8 pagineCompresores de Hélice BicelularJulio Medina0% (1)
- Tercer Trabajo Sist ElectrohidraulicosDocumento5 pagineTercer Trabajo Sist ElectrohidraulicosNeyra MartinNessuna valutazione finora
- Estudio de Caso MecanismosDocumento60 pagineEstudio de Caso MecanismosErik Blanco0% (1)
- Mecanismos Caso de EstudioDocumento5 pagineMecanismos Caso de Estudiorubi chipanaNessuna valutazione finora
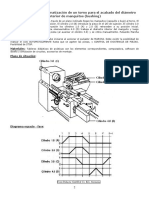
- Ciclo Automático de Desbaste TransversalDocumento2 pagineCiclo Automático de Desbaste TransversalLuis ValdiviaNessuna valutazione finora
- Laboratorio 4-Convertido16Documento13 pagineLaboratorio 4-Convertido16Eber Joel Huamani LlamocaNessuna valutazione finora
- Oleohidraulica Ii Ejercicio 7Documento16 pagineOleohidraulica Ii Ejercicio 7Ronny FernándezNessuna valutazione finora
- Calculo de Rodamiento Conicos-AsencioAlonso-GomezJesusDocumento8 pagineCalculo de Rodamiento Conicos-AsencioAlonso-GomezJesusJhon Jairo Antara ZevallosNessuna valutazione finora
- Simbologia NeumaticaDocumento7 pagineSimbologia NeumaticayouNessuna valutazione finora
- Practicario NeumaticaDocumento2 paginePracticario NeumaticaChristopher NuricumboNessuna valutazione finora
- Eje Escalonado Con RanuraDocumento1 paginaEje Escalonado Con RanuraluisNessuna valutazione finora
- EJERCICIOS electroválvulasNRC8530Documento3 pagineEJERCICIOS electroválvulasNRC8530Samuel PerezNessuna valutazione finora
- Balanceo EstáticoDocumento7 pagineBalanceo EstáticoSamuel Angulo MorenoNessuna valutazione finora
- Actividad Grupal - Cuestionario - Informe - EnsayoDocumento24 pagineActividad Grupal - Cuestionario - Informe - Ensayooconer51Nessuna valutazione finora
- Reporte de Reconocimiento de Entorno CNCez ProDocumento14 pagineReporte de Reconocimiento de Entorno CNCez ProJaziel Enrique Aleman SalinasNessuna valutazione finora
- METODO PASO A PASO ElectroneumáticaDocumento7 pagineMETODO PASO A PASO ElectroneumáticaVictor Jesús Aguirre AvilesNessuna valutazione finora
- Taller NeumaticaDocumento6 pagineTaller NeumaticaPaul Mcallister Bello100% (2)
- Ejercicios Metodo CascadaDocumento4 pagineEjercicios Metodo CascadaPaul Mcallister BelloNessuna valutazione finora
- Sistemas HidrahulicosDocumento8 pagineSistemas HidrahulicosMaykhert Pérez SibajaNessuna valutazione finora
- Taller de ElectroneumaticaDocumento4 pagineTaller de ElectroneumaticaLuis milciades Mejia ayalaNessuna valutazione finora
- Universidad Politécnica Salesiana: Práctica Procesos de ManufacturaDocumento11 pagineUniversidad Politécnica Salesiana: Práctica Procesos de ManufacturaDicksitop Andriu SantanaNessuna valutazione finora
- Cortadora de HiloDocumento8 pagineCortadora de HiloStephy FuentesNessuna valutazione finora
- Laboratorio 2Documento6 pagineLaboratorio 2Franklin PavónNessuna valutazione finora
- Ev 2 Redes Industriales Marco CornejoDocumento28 pagineEv 2 Redes Industriales Marco CornejoMarco Cornejo RuizNessuna valutazione finora
- Dop EjerciciosDocumento30 pagineDop EjerciciosLuis Aguirre100% (2)
- Redes Industriales TerminadoDocumento20 pagineRedes Industriales TerminadoORLANDONessuna valutazione finora
- Wong Poggi Jennifer KarinaDocumento102 pagineWong Poggi Jennifer KarinadjguciNessuna valutazione finora
- Lab 08 Grafcet Con REXROTDocumento19 pagineLab 08 Grafcet Con REXROTchris100% (1)
- Nuevas Tendencias Tecnológicas EmpresarialesDocumento12 pagineNuevas Tendencias Tecnológicas Empresarialesmaria del mar zùñiga bermùdezNessuna valutazione finora
- DCS Tip PARA LA ASIGNATURADocumento4 pagineDCS Tip PARA LA ASIGNATURAAngel RamosNessuna valutazione finora
- 3 Aproximaciones Ils 54Documento54 pagine3 Aproximaciones Ils 54SERONEENessuna valutazione finora
- Manual de Servicio Whirpool Arb420 PDFDocumento7 pagineManual de Servicio Whirpool Arb420 PDFandrespioli80% (5)
- Implementacion y Mantenimiento de Equipos Electronicos IndustrialesDocumento41 pagineImplementacion y Mantenimiento de Equipos Electronicos IndustrialesOctavio VillanuevaNessuna valutazione finora
- Indra Bpo Workflow Es BajaDocumento2 pagineIndra Bpo Workflow Es BajaAnonymous lzgaihmv4Nessuna valutazione finora
- Brochure Superior Crusher 4435-02-22 Es MNGDocumento12 pagineBrochure Superior Crusher 4435-02-22 Es MNGMaruja Abigail Dominguez SalazarNessuna valutazione finora
- Entrega Final - FormulaciónDocumento15 pagineEntrega Final - FormulaciónDANIELA XIMENA REMOLINA AREVALONessuna valutazione finora
- UNMSMDocumento9 pagineUNMSMRosalind Contreras JoaquinNessuna valutazione finora
- Objetivos Generenal y Especificos.Documento2 pagineObjetivos Generenal y Especificos.Adonis AndradeNessuna valutazione finora
- 1Documento197 pagine1Carlos GuillénNessuna valutazione finora
- De Ergonia - Docx 2Documento13 pagineDe Ergonia - Docx 2Kevin Contreras MorenoNessuna valutazione finora
- Historia Del Control AutomáticoDocumento2 pagineHistoria Del Control AutomáticoJuan Pablo HdezNessuna valutazione finora
- En Ad 2 Entc 4-9 enDocumento2 pagineEn Ad 2 Entc 4-9 enPero PericNessuna valutazione finora
- 146 - 2022 Certificado Jorge Luis Aroca TrujilloDocumento3 pagine146 - 2022 Certificado Jorge Luis Aroca Trujillojorluak1987Nessuna valutazione finora
- Informe Tarea Academica Briceño Posada JoseDocumento25 pagineInforme Tarea Academica Briceño Posada JoseJose Eduardo BriceñoNessuna valutazione finora
- Articulo Workflow UNLZ de Hector TorchanDocumento24 pagineArticulo Workflow UNLZ de Hector TorchanSimon StuartNessuna valutazione finora
- Práctica 7. Control de Nivel de Un Tanque de Distribución de AguaDocumento15 paginePráctica 7. Control de Nivel de Un Tanque de Distribución de AguaFrancisco100% (1)
- Llenado de Tanque WordddddDocumento9 pagineLlenado de Tanque WordddddJose TasaycoNessuna valutazione finora
- Eeid-322 - Trabajo Final Automatismo Corregido y Preguntas GuíaDocumento5 pagineEeid-322 - Trabajo Final Automatismo Corregido y Preguntas Guíastrilex06 jimNessuna valutazione finora
- La OfimáticaDocumento7 pagineLa OfimáticaeduardoNessuna valutazione finora
- Control de Temperatura PDFDocumento4 pagineControl de Temperatura PDFBellita MenaNessuna valutazione finora
- Expo Electrica Directorio EEYSN 2021 1 - CompressedDocumento17 pagineExpo Electrica Directorio EEYSN 2021 1 - CompressedArturo esparsa100% (1)
- Silabo-Instrumentacion y Automatizacion (2020-A)Documento5 pagineSilabo-Instrumentacion y Automatizacion (2020-A)Carlos AlvaNessuna valutazione finora
- Sistemas Distribuidos NCS CP - 0Documento3 pagineSistemas Distribuidos NCS CP - 0Carlos PillajoNessuna valutazione finora
- Logica Difusa, RobotDocumento148 pagineLogica Difusa, RobotSthircitaNessuna valutazione finora
- Silabo Microcontroladores I (FINAL)Documento6 pagineSilabo Microcontroladores I (FINAL)Johan Silva Cueva100% (1)
- ProcesosDocumento17 pagineProcesosJoaquin RojasNessuna valutazione finora