Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Gyro Notes For 2ND MateDocumento18 pagineGyro Notes For 2ND MateArchit Bhardwaj100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Design Procedure of Centrifugal CompressorsDocumento16 pagineDesign Procedure of Centrifugal CompressorsSrujana KandagatlaNessuna valutazione finora
- Preparation of Turkey Red OilDocumento16 paginePreparation of Turkey Red OilHimanshu Jha73% (11)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Human at Mars PDFDocumento55 pagineHuman at Mars PDFVuningoma BoscoNessuna valutazione finora
- Physics Precision Measurement ReportDocumento7 paginePhysics Precision Measurement ReportBramwel Mbogo78% (76)
- QW 381Documento1 paginaQW 381Waqas WaqasNessuna valutazione finora
- Computational Methods For Platicity-SouzaDocumento816 pagineComputational Methods For Platicity-SouzaMel Santos100% (7)
- CO2 Depressurisation OLGADocumento8 pagineCO2 Depressurisation OLGAMaheshNessuna valutazione finora
- Codes & Standards For Natural GasDocumento13 pagineCodes & Standards For Natural Gasharikrishnanpd3327Nessuna valutazione finora
- Beginner Ansys TutorialDocumento114 pagineBeginner Ansys TutorialNGUYEN92% (12)
- Review Beer AgeingDocumento25 pagineReview Beer AgeingTimothy WestNessuna valutazione finora
- Design Guide Handbook For EN 1996 Design of Masonry StructuresDocumento46 pagineDesign Guide Handbook For EN 1996 Design of Masonry Structuresbusyspider100% (1)
- WPSDocumento25 pagineWPSWaqas WaqasNessuna valutazione finora
- ISO IQA For DDFC by AJMAL29-04-14Documento52 pagineISO IQA For DDFC by AJMAL29-04-14Waqas WaqasNessuna valutazione finora
- ISO IQA For DDFC by AJMAL29-04-14Documento52 pagineISO IQA For DDFC by AJMAL29-04-14Waqas WaqasNessuna valutazione finora
- How To Design R.C. Flat Slabs Using Finite Element AnalysisDocumento16 pagineHow To Design R.C. Flat Slabs Using Finite Element Analysisocenkt100% (10)
- Astm A350 LF2 PDFDocumento1 paginaAstm A350 LF2 PDFTanah Tak BertuanNessuna valutazione finora
- Auditing Welds Under ASME IX PDFDocumento21 pagineAuditing Welds Under ASME IX PDFkbldamNessuna valutazione finora
- W1 Material and Welding For Gas Tankers W1Documento13 pagineW1 Material and Welding For Gas Tankers W1AlbertNessuna valutazione finora
- Technical Specification for Purchase Requisition TubesDocumento1 paginaTechnical Specification for Purchase Requisition TubesWaqas WaqasNessuna valutazione finora
- Tap & DrillDocumento1 paginaTap & DrillWaqas WaqasNessuna valutazione finora
- Tensile TestDocumento1 paginaTensile TestWaqas WaqasNessuna valutazione finora
- Bolt TighteningDocumento1 paginaBolt TighteningWaqas WaqasNessuna valutazione finora
- ASTM E6-09b Standard Terminology Relating To Methods of Mechanical TestingDocumento27 pagineASTM E6-09b Standard Terminology Relating To Methods of Mechanical TestingPacifier Nothingface0% (1)
- RFI Inspection Request for ProjectDocumento1 paginaRFI Inspection Request for ProjectWaqas WaqasNessuna valutazione finora
- Face & Root BendDocumento1 paginaFace & Root BendWaqas WaqasNessuna valutazione finora
- ASME BPVC.IX-2017 welding standardsDocumento1 paginaASME BPVC.IX-2017 welding standardsWaqas WaqasNessuna valutazione finora
- Weld Overlay Obtained by FCAW ProcessDocumento2 pagineWeld Overlay Obtained by FCAW ProcessWaqas WaqasNessuna valutazione finora
- Procedure For Tank Shell To AnnularDocumento1 paginaProcedure For Tank Shell To AnnularWaqas WaqasNessuna valutazione finora
- Procedure For Tank Shell To AnnularDocumento1 paginaProcedure For Tank Shell To AnnularWaqas WaqasNessuna valutazione finora
- Welding API TankDocumento1 paginaWelding API TankWaqas WaqasNessuna valutazione finora
- Auditing Welds Under ASME IX PDFDocumento21 pagineAuditing Welds Under ASME IX PDFkbldamNessuna valutazione finora
- Welding Procedure SummaryDocumento1 paginaWelding Procedure SummaryWaqas WaqasNessuna valutazione finora
- Reduced Sec. Tensile TestDocumento1 paginaReduced Sec. Tensile TestWaqas WaqasNessuna valutazione finora
- 2010 Edition of The ASME Boiler and Pressure Vessel Code (BPVC)Documento6 pagine2010 Edition of The ASME Boiler and Pressure Vessel Code (BPVC)kangsungjinNessuna valutazione finora
- 9.3 Qualification of WeldersDocumento1 pagina9.3 Qualification of WeldersWaqas WaqasNessuna valutazione finora
- ISO 14001 Environmental Management Systems: Training, Audit & Certification ServicesDocumento2 pagineISO 14001 Environmental Management Systems: Training, Audit & Certification ServicesWaqas WaqasNessuna valutazione finora
- Changing AIADocumento1 paginaChanging AIAWaqas WaqasNessuna valutazione finora
- Dimensional Inspection Report: 175mm 150mm 55 29Documento3 pagineDimensional Inspection Report: 175mm 150mm 55 29Waqas WaqasNessuna valutazione finora
- ASME MTC Types & Verification GuideDocumento47 pagineASME MTC Types & Verification GuideSULTAN100% (1)
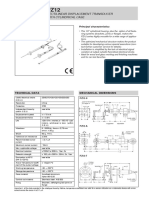
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocumento2 pagineRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926Nessuna valutazione finora
- 1 Electricity Test QuestionsDocumento5 pagine1 Electricity Test QuestionstinoNessuna valutazione finora
- Chapter 1 - Introduction To Differential EquationsDocumento16 pagineChapter 1 - Introduction To Differential EquationsnawidwardakNessuna valutazione finora
- 37eb PDFDocumento29 pagine37eb PDFZikriaKMuhammadNessuna valutazione finora
- Field-Weakening Control Algorithm For Interior Permanent Magnet Synchronous Motor Based On Space-Vector Modulation TechniqueDocumento9 pagineField-Weakening Control Algorithm For Interior Permanent Magnet Synchronous Motor Based On Space-Vector Modulation TechniqueArpan GayenNessuna valutazione finora
- CNC CONTOUR VALIDATION WITH LASER BALL BARDocumento15 pagineCNC CONTOUR VALIDATION WITH LASER BALL BARNitin DaduNessuna valutazione finora
- Cluster Level Question Bank (Ahmedabad & Gandhinagar Cluster)Documento33 pagineCluster Level Question Bank (Ahmedabad & Gandhinagar Cluster)manpreetsingh3458417Nessuna valutazione finora
- Experimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodDocumento6 pagineExperimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodVishal Kumar JaiswalNessuna valutazione finora
- Lab Instruments GuideDocumento19 pagineLab Instruments GuideDesQuina DescoNessuna valutazione finora
- 4th International Conference On Thermal Equipment, Renewable Energy and Rural Development PDFDocumento500 pagine4th International Conference On Thermal Equipment, Renewable Energy and Rural Development PDFMittapalli SaikiranNessuna valutazione finora
- Sherman Notes PDFDocumento213 pagineSherman Notes PDFAbdul Hamid Bhatti100% (1)
- 12 Class Physics 1-Chapter Sample Paper PDFDocumento9 pagine12 Class Physics 1-Chapter Sample Paper PDFharshNessuna valutazione finora
- Mechanics WorksheetDocumento64 pagineMechanics WorksheetyeosiewliNessuna valutazione finora
- Feasibility of Manufacturing Silt Curtains in IndiaDocumento3 pagineFeasibility of Manufacturing Silt Curtains in IndiaarvindkaushikNessuna valutazione finora
- Static Mixers for Solid-Solid MixingDocumento8 pagineStatic Mixers for Solid-Solid MixingSalsa_Picante_BabyNessuna valutazione finora
- Functional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramDocumento78 pagineFunctional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramRigoberto José Martínez CedeñoNessuna valutazione finora
- Geogrids in Walls and SlopesDocumento6 pagineGeogrids in Walls and SlopesYong Cheng Hung100% (1)
- Egee 101 Reflective Essay 1Documento3 pagineEgee 101 Reflective Essay 1api-142590237Nessuna valutazione finora
- LNG SamplingSystemDocumento2 pagineLNG SamplingSystemGuillermo Lopez-FloresNessuna valutazione finora