Potrebbero piacerti anche
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDa EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNessuna valutazione finora
- Galvanic CorrosionDocumento22 pagineGalvanic CorrosionDiego1980bNessuna valutazione finora
- Combustion Engineering-52949589Documento23 pagineCombustion Engineering-52949589Justine BoqsNessuna valutazione finora
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelDocumento12 pagineBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraNessuna valutazione finora
- Aluminum DopositionDocumento6 pagineAluminum DopositionImmi ShaikhNessuna valutazione finora
- Segregation and Banding in SteelDocumento2 pagineSegregation and Banding in SteelskluxNessuna valutazione finora
- Boiler Corrosion MagnetiteDocumento14 pagineBoiler Corrosion MagnetiteJakeTheSnake69Nessuna valutazione finora
- Notes CorrosionDocumento30 pagineNotes CorrosionShivam GuptaNessuna valutazione finora
- Erosion CorrosionDocumento8 pagineErosion CorrosionHermawaty Natalia Lumban GaolNessuna valutazione finora
- MINIMIZE CHROMIUM LOSSES IN EAFDocumento3 pagineMINIMIZE CHROMIUM LOSSES IN EAFLegendaryNessuna valutazione finora
- Galvanic and Corrosion Compatibility Dissimilar Metal Corrosion GuideDocumento21 pagineGalvanic and Corrosion Compatibility Dissimilar Metal Corrosion Guidehitesh_tilalaNessuna valutazione finora
- Atmospheric CorrosionDocumento40 pagineAtmospheric Corrosionsynayak100% (1)
- Electrical Double LayerDocumento3 pagineElectrical Double LayerAimon JahangirNessuna valutazione finora
- Lab ManualDocumento14 pagineLab ManualBlair RogersNessuna valutazione finora
- Thermal Spray Coating Procection Steel PilingDocumento169 pagineThermal Spray Coating Procection Steel Pilingdevancdm100% (1)
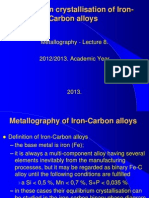
- Equilibrium Crystallisation of Iron-Carbon Alloys LectureDocumento25 pagineEquilibrium Crystallisation of Iron-Carbon Alloys LectureTisza_MNessuna valutazione finora
- Chapter 6 Phase DiagramsDocumento73 pagineChapter 6 Phase DiagramsSaiful AzrieNessuna valutazione finora
- Atmospheric CorrosionDocumento14 pagineAtmospheric Corrosioncaytuero100% (1)
- Lab Report Corrosion-1Documento10 pagineLab Report Corrosion-1areniqwardiah_918730100% (1)
- Powder Metallurgy Process GuideDocumento28 paginePowder Metallurgy Process GuideAravindhan AnbalaganNessuna valutazione finora
- 1584Documento6 pagine1584malsttarNessuna valutazione finora
- Pickling and PassivationDocumento2 paginePickling and PassivationKalpesh JainNessuna valutazione finora
- Chemical Coagulants and Flocculants Fact SheetDocumento10 pagineChemical Coagulants and Flocculants Fact SheetPrakash SundramNessuna valutazione finora
- Thermal Analysis of Superheater Platen Tubes in Boilers PDFDocumento12 pagineThermal Analysis of Superheater Platen Tubes in Boilers PDFraitoNessuna valutazione finora
- Production of IronDocumento15 pagineProduction of IronMassy KappsNessuna valutazione finora
- 4-Electrochemical Kinetics of CorrosionDocumento84 pagine4-Electrochemical Kinetics of Corrosion이선엽Nessuna valutazione finora
- CorrosionNotes Handout1 2017 v1 PDFDocumento40 pagineCorrosionNotes Handout1 2017 v1 PDFAbdo MohdyNessuna valutazione finora
- Ch-27.7 Alloying Element of Steel and Alloy SteelDocumento50 pagineCh-27.7 Alloying Element of Steel and Alloy SteelJyotilal SahuNessuna valutazione finora
- Casting Fundamentals and Basics ConceptsDocumento68 pagineCasting Fundamentals and Basics Conceptsquiron2010Nessuna valutazione finora
- Material Science and Engineering Ch. 11 SolDocumento56 pagineMaterial Science and Engineering Ch. 11 SolPatrick Gibson100% (1)
- A Seminar On Pitting Corrosion: Department of Metallurgical and Materials Engg. M.S.University, BarodaDocumento18 pagineA Seminar On Pitting Corrosion: Department of Metallurgical and Materials Engg. M.S.University, BarodarohanNessuna valutazione finora
- General Corrosion of Structural Steel LectureDocumento81 pagineGeneral Corrosion of Structural Steel Lecturesureshs83Nessuna valutazione finora
- CORROSION RATE ANALYSIS ,, Assignment 1Documento4 pagineCORROSION RATE ANALYSIS ,, Assignment 1Muhammad MustafaNessuna valutazione finora
- Sulfur: Its Significance for Chemistry, for the Geo-, Bio-, and Cosmosphere and TechnologyDa EverandSulfur: Its Significance for Chemistry, for the Geo-, Bio-, and Cosmosphere and TechnologyNessuna valutazione finora
- Bridge Welding ProcessDocumento151 pagineBridge Welding Processcentaury2013Nessuna valutazione finora
- Austenitic High Temperature 153MA 253MA Stainless BrochureDocumento16 pagineAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNessuna valutazione finora
- Tugas 2 WeldingDocumento9 pagineTugas 2 WeldingMuhammad AndriNessuna valutazione finora
- Thesis (V Nashine)Documento95 pagineThesis (V Nashine)Salil JainNessuna valutazione finora
- Friction Stir WeldingDocumento22 pagineFriction Stir Weldingkarthik100% (4)
- Electrochemical CorrosioDocumento29 pagineElectrochemical CorrosioKalyavalla SathyasaiNessuna valutazione finora
- Corrosion and Its ControlDocumento44 pagineCorrosion and Its ControlravitejabavandlaNessuna valutazione finora
- 04-Electrochemical Kinetics of CorrosionDocumento40 pagine04-Electrochemical Kinetics of Corrosionmubsan100% (1)
- Characteristic of High Temperature MaterialsDocumento17 pagineCharacteristic of High Temperature MaterialsMuhammad Salman AttariNessuna valutazione finora
- Corrosion - Notes PDFDocumento11 pagineCorrosion - Notes PDFAravind PhoenixNessuna valutazione finora
- Galvanic Series: Created By: Hany Kusumawati 3334131303Documento12 pagineGalvanic Series: Created By: Hany Kusumawati 3334131303Hany KusumawatiNessuna valutazione finora
- Galvanic CorrosionDocumento13 pagineGalvanic CorrosionMygroup 5544Nessuna valutazione finora
- EBSD and EDS Characterization of High Entropy AlloysDocumento4 pagineEBSD and EDS Characterization of High Entropy Alloyskelsiu1Nessuna valutazione finora
- Corrosion Failures: Theory, Case Studies, and SolutionsDa EverandCorrosion Failures: Theory, Case Studies, and SolutionsNessuna valutazione finora
- Boiler Feedwater: History of Feedwater TreatmentDocumento6 pagineBoiler Feedwater: History of Feedwater Treatmentmhd_bashiriNessuna valutazione finora
- Conducting Polymers For Corrosion Protection A ReviewDocumento22 pagineConducting Polymers For Corrosion Protection A ReviewSudsiri HemsriNessuna valutazione finora
- OsidationDocumento49 pagineOsidationSadhasivam VeluNessuna valutazione finora
- Gray IronDocumento9 pagineGray Ironiamraghu2309Nessuna valutazione finora
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDocumento4 pagineInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNessuna valutazione finora
- Hydrogen CrackingDocumento26 pagineHydrogen CrackingmmkattaNessuna valutazione finora
- Water TechnologyDocumento58 pagineWater TechnologyAdi Mantha اديتية منتة100% (3)
- Chapter 2 Notes PDFDocumento25 pagineChapter 2 Notes PDFHassaan SajidNessuna valutazione finora
- An Overview of Green Corrosion Inhibitors For Sustainable and Environment Friendly Industrial DevelopmentDocumento19 pagineAn Overview of Green Corrosion Inhibitors For Sustainable and Environment Friendly Industrial DevelopmentAbdinasir Mohamed AdanNessuna valutazione finora
- Form of Corrosion Illustration Form of Corrosion IllustrationDocumento2 pagineForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilNessuna valutazione finora
- Grain RefinementDocumento2 pagineGrain RefinementshivamNessuna valutazione finora
- Alloy RefinementDocumento1 paginaAlloy RefinementshivamNessuna valutazione finora
- Alloy RefinementDocumento1 paginaAlloy RefinementshivamNessuna valutazione finora
- Alloy RefinementDocumento1 paginaAlloy RefinementshivamNessuna valutazione finora
- Study of Effect of Vacuum Furnace On Different Metal Working ProcessesDocumento1 paginaStudy of Effect of Vacuum Furnace On Different Metal Working ProcessesshivamNessuna valutazione finora
- Alloy RefinementDocumento1 paginaAlloy RefinementshivamNessuna valutazione finora
- API E-165 Standard Test Method For Liquid Penetrant Examination PDFDocumento20 pagineAPI E-165 Standard Test Method For Liquid Penetrant Examination PDFDaniel GamioNessuna valutazione finora
- Presymposium Workshop Part2 May28Documento71 paginePresymposium Workshop Part2 May28Smruti Snigdha MishraNessuna valutazione finora
- Fabrication and Study of Mechanical Properties of Orange PEEL Reinforced Polymer CompositeDocumento6 pagineFabrication and Study of Mechanical Properties of Orange PEEL Reinforced Polymer CompositeMakeshNessuna valutazione finora
- Failure Analysis & Diagnostics of Power Transformer Using Dielectric Dissipation FactorDocumento5 pagineFailure Analysis & Diagnostics of Power Transformer Using Dielectric Dissipation Factorkong shiaw huiNessuna valutazione finora
- 2.2.1. Clarity and Degree of Opalescence of LiquidsDocumento2 pagine2.2.1. Clarity and Degree of Opalescence of LiquidsTrung Dương ĐứcNessuna valutazione finora
- Struc Analysis AssignmentDocumento6 pagineStruc Analysis Assignmentrameshbabu_1979Nessuna valutazione finora
- ZeemanDocumento4 pagineZeemanBhabeshSarangiNessuna valutazione finora
- RCD IntroductionDocumento24 pagineRCD IntroductionJohn Mortel AparicioNessuna valutazione finora
- C Concept Map Optoelectronic DevicesDocumento2 pagineC Concept Map Optoelectronic DevicesDr. P. KannanNessuna valutazione finora
- Pressure Vessel Code Asme Section Viii Division 1Documento84 paginePressure Vessel Code Asme Section Viii Division 1Sam Low100% (1)
- Petroleum Reservoir SimulationDocumento31 paginePetroleum Reservoir SimulationSabharish Murali67% (3)
- Revision Level For CustomerDocumento700 pagineRevision Level For Customerfaisal jawadNessuna valutazione finora
- Is 7906 1 1997Documento37 pagineIs 7906 1 1997paragbholeNessuna valutazione finora
- 817M40 PDFDocumento2 pagine817M40 PDFSamir ChaudharyNessuna valutazione finora
- Lesson 2 - Bond Polarity and Molecular GeometryDocumento46 pagineLesson 2 - Bond Polarity and Molecular GeometryFreshieeNessuna valutazione finora
- Iction Stir WeldingDocumento16 pagineIction Stir WeldingNeeraj MishraNessuna valutazione finora
- Contact Stress and Fatigue Analysis of Spur GearDocumento6 pagineContact Stress and Fatigue Analysis of Spur GearSharath P CNessuna valutazione finora
- Typical Processing Conditions For Engineering Polymers PDFDocumento21 pagineTypical Processing Conditions For Engineering Polymers PDFkfaravNessuna valutazione finora
- Familiarization With Different Optical Sources Used in Optical Communication SystemsDocumento8 pagineFamiliarization With Different Optical Sources Used in Optical Communication SystemsPhan Thê AnhNessuna valutazione finora
- CM610 - Principles and Applications of ElectrochemistryDocumento1 paginaCM610 - Principles and Applications of ElectrochemistryDhanvin PrajapatiNessuna valutazione finora
- Lab Manual: EquipmentDocumento4 pagineLab Manual: EquipmentAsim TheTru BlueNessuna valutazione finora
- DCMPMS Brochure PDFDocumento14 pagineDCMPMS Brochure PDFAyush PatelNessuna valutazione finora
- EQ2615 Epoxy Adhesive PDFDocumento12 pagineEQ2615 Epoxy Adhesive PDFPedro RosaNessuna valutazione finora
- Energy Loss in Pipe and FittingsDocumento10 pagineEnergy Loss in Pipe and FittingsMuhd Fadhil Nazer25% (4)
- Ziegler Natta Metallocene PDFDocumento17 pagineZiegler Natta Metallocene PDFErib RainbNessuna valutazione finora
- How Migratory Birds Find Their WayDocumento3 pagineHow Migratory Birds Find Their WayPRATIKSHA ThakurNessuna valutazione finora
- Wiley - Progress in Thermal Barrier CoatingsDocumento5 pagineWiley - Progress in Thermal Barrier CoatingsHozefa TinwalaNessuna valutazione finora
- Black BodyDocumento2 pagineBlack BodyNathaniel ArceoNessuna valutazione finora