Potrebbero piacerti anche
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Da EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Nessuna valutazione finora
- ARTCAM PRO9.0 EspañolDocumento494 pagineARTCAM PRO9.0 EspañolMircea Rus86% (7)
- Mecanizado Manual de Artcam ProDocumento27 pagineMecanizado Manual de Artcam Pronapolinares91% (11)
- Configurar Mach3Documento8 pagineConfigurar Mach3Nico Olteanu100% (2)
- Matrix Metodo de 2 PuntosDocumento1 paginaMatrix Metodo de 2 Puntosbetto100% (1)
- MMAPR2009Documento60 pagineMMAPR2009Diego Avendaño0% (1)
- Tesis CNCDocumento159 pagineTesis CNCManuel GarciaNessuna valutazione finora
- CNC Shield CaracteristicasDocumento5 pagineCNC Shield CaracteristicasJuan Diego Calsin Tapia100% (1)
- CNC CaseroDocumento102 pagineCNC Caserojesus isturis100% (2)
- Hacer CNCDocumento169 pagineHacer CNCarielizzoNessuna valutazione finora
- Artcam Pro8.0 EsDocumento13 pagineArtcam Pro8.0 EsDreiz78Nessuna valutazione finora
- CNC Arduino ProyectoDocumento38 pagineCNC Arduino ProyectoJulio Cesar Lopez Hernandez100% (2)
- Mini Router CNCDocumento50 pagineMini Router CNCMiguel LaraNessuna valutazione finora
- Tu Propio Router CNCDocumento140 pagineTu Propio Router CNCNCARRILLO8167% (6)
- Artcam Pro Tutorials en ESPANOLDocumento217 pagineArtcam Pro Tutorials en ESPANOLgargamel030% (1)
- Cor60 CNC R022017 PDFDocumento3 pagineCor60 CNC R022017 PDFRamirez TzoryNessuna valutazione finora
- Manual de CursoDocumento26 pagineManual de CursoMoon OigNessuna valutazione finora
- Marco Teorico CNCDocumento4 pagineMarco Teorico CNCfarame7100% (1)
- CODIGO G Con ARTCAMDocumento17 pagineCODIGO G Con ARTCAMMarcos Calixto LopezNessuna valutazione finora
- Configuracion CNCDocumento14 pagineConfiguracion CNCPepe Guzman100% (1)
- Interfaz LPT para CNC de 3 o 4 EjesDocumento5 pagineInterfaz LPT para CNC de 3 o 4 Ejesalejduin100% (3)
- Artcam Pro9.0 EspañolDocumento491 pagineArtcam Pro9.0 EspañolManí Llero100% (1)
- Aprende A Generar Un Codigo GDocumento32 pagineAprende A Generar Un Codigo GEnmanuel DiazNessuna valutazione finora
- Como Elegir Un Router CNCDocumento18 pagineComo Elegir Un Router CNCsuami2011100% (1)
- 05 Mecanizado de RelievesDocumento14 pagine05 Mecanizado de RelievesEric Miravete GranjaNessuna valutazione finora
- Memoria CNCDocumento114 pagineMemoria CNCJhonatan QuispeNessuna valutazione finora
- Diseño y Construccion de Una Plasma CNC Americana PDFDocumento208 pagineDiseño y Construccion de Una Plasma CNC Americana PDFCarlos BurgosNessuna valutazione finora
- Diseño Mesa CNC PDFDocumento197 pagineDiseño Mesa CNC PDFPabloScurraNessuna valutazione finora
- Pines Jumpers MontajesDocumento10 paginePines Jumpers Montajeseul_ogio100% (1)
- Introduccion Diseño de Muebles ComputarizadoDocumento19 pagineIntroduccion Diseño de Muebles ComputarizadoDiego GonzalezNessuna valutazione finora
- Manual-Es - FreeCAD Documentation - PHPDocumento275 pagineManual-Es - FreeCAD Documentation - PHPCARLOSNessuna valutazione finora
- Tesis ArtcamDocumento190 pagineTesis ArtcamIsabel Cristina Molina Muñoz100% (3)
- Como Construir Una Fresadora CNC Casera de 3 Ejes Con Arduino y A4988Documento28 pagineComo Construir Una Fresadora CNC Casera de 3 Ejes Con Arduino y A4988Salva ManceraNessuna valutazione finora
- Manual de ensamble-CNC3018PRO-MAXDocumento14 pagineManual de ensamble-CNC3018PRO-MAXSantos MalcaNessuna valutazione finora
- Catalogo Kamway PDFDocumento16 pagineCatalogo Kamway PDFErick Nicolas Cruz RiveraNessuna valutazione finora
- Fanu Modelo ADocumento18 pagineFanu Modelo ADeysi CardenasNessuna valutazione finora
- 07 Programación Control NuméricoDocumento39 pagine07 Programación Control NuméricoLuiizz Ch'q100% (1)
- Proyecto de Fresadoara Cnc.Documento24 pagineProyecto de Fresadoara Cnc.Alejandro LunaNessuna valutazione finora
- Perfil de Proyecto CNCDocumento19 paginePerfil de Proyecto CNCWilber Tonny Mamani TaquilaNessuna valutazione finora
- Superficies CNCDocumento489 pagineSuperficies CNCDanCha100% (1)
- Manual Levadizo Verti PDFDocumento2 pagineManual Levadizo Verti PDFMartin UrbietaNessuna valutazione finora
- Mini CNCDocumento20 pagineMini CNCajaxleon100% (1)
- Limpieza y Mantenimiento de Impresora HP DESJECKT 1000Documento10 pagineLimpieza y Mantenimiento de Impresora HP DESJECKT 1000Gimperiano Gimp100% (1)
- Router para Fabricacion de PUERTAS DE MADERADocumento171 pagineRouter para Fabricacion de PUERTAS DE MADERAAlex Galicia100% (2)
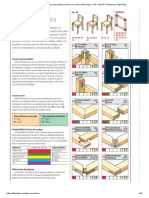
- Manual de Ensambles y Juntas Con Madera 002 Pages 1-50 - Flip PDF Download - FlipHTML5Documento64 pagineManual de Ensambles y Juntas Con Madera 002 Pages 1-50 - Flip PDF Download - FlipHTML5Parente Cid PedroNessuna valutazione finora
- Máquina ExpendedoraDocumento8 pagineMáquina ExpendedoraJenny Cahuana TorresNessuna valutazione finora
- Control Numerico ComputarizadoDocumento18 pagineControl Numerico ComputarizadoginnebraNessuna valutazione finora
- Procesos de Fabricación Que Utilizan ControlDocumento10 pagineProcesos de Fabricación Que Utilizan ControlMartin Aranda TorresNessuna valutazione finora
- Programacion CNC Manual y AsistidaDocumento5 pagineProgramacion CNC Manual y AsistidaRoxana ArenasJuarezNessuna valutazione finora
- Control NumericoDocumento4 pagineControl NumericoRafael Huayra Chunguay0% (1)
- Control NuméricoDocumento5 pagineControl NuméricoTristán YulmenNessuna valutazione finora
- Materia de Compresores CNC y RefrigerantesDocumento10 pagineMateria de Compresores CNC y RefrigerantesLius Felipe GomezNessuna valutazione finora
- Tarea CNCDocumento9 pagineTarea CNCFranzyzko MarínNessuna valutazione finora
- Control Numerico ComputarizadoDocumento8 pagineControl Numerico ComputarizadoWilfredo Joel Acuña SanchezNessuna valutazione finora
- Investigacion Acerca de Un CNC y Sus Componentes y Sus FuncionesDocumento7 pagineInvestigacion Acerca de Un CNC y Sus Componentes y Sus FuncionesEsk SosaNessuna valutazione finora
- CNC Programacion EjemplosDocumento4 pagineCNC Programacion Ejemploslisent2012Nessuna valutazione finora
- Historia de Las Maquinas de Control NuméricoDocumento5 pagineHistoria de Las Maquinas de Control NuméricoAlejandro CastellanosNessuna valutazione finora
- Introducción Al Control Numérico ComputarizadoDocumento22 pagineIntroducción Al Control Numérico ComputarizadojuanNessuna valutazione finora
- Anteproyecto 6.0Documento15 pagineAnteproyecto 6.0Efraín CórdovaNessuna valutazione finora
- CNCDocumento5 pagineCNCDiegoKodnerNessuna valutazione finora
- Práctica de CNCDocumento14 paginePráctica de CNCTani Abi Nanis HernandezNessuna valutazione finora
- GUIA SimonDocumento4 pagineGUIA SimonJulian TabaresNessuna valutazione finora
- Sesion 2 Proceso de DisenoDocumento28 pagineSesion 2 Proceso de DisenoJulian TabaresNessuna valutazione finora
- Sesion 10 Metodo AhpDocumento45 pagineSesion 10 Metodo AhpJulian TabaresNessuna valutazione finora
- Analisis FuncionalDocumento21 pagineAnalisis FuncionalJulian TabaresNessuna valutazione finora
- Martin Heidegger Simon y DeyvanDocumento12 pagineMartin Heidegger Simon y DeyvanJulian TabaresNessuna valutazione finora
- Turnos de DebateDocumento1 paginaTurnos de DebateJulian TabaresNessuna valutazione finora
- Trafos y LineasDocumento176 pagineTrafos y LineasJulian TabaresNessuna valutazione finora
- Arbol de Objetivos PonderadoDocumento39 pagineArbol de Objetivos PonderadoJulian TabaresNessuna valutazione finora
- Jabon Propiedades y CaracterísticasDocumento39 pagineJabon Propiedades y CaracterísticasChristopher Garcia100% (1)
- Matme23e2b 4Documento66 pagineMatme23e2b 4Tía Francisca RojasNessuna valutazione finora
- Taller Número 1 - EstainfeDocumento4 pagineTaller Número 1 - EstainfeARIZA FONTECHA DIEGO ALEJANDRONessuna valutazione finora
- Problemas Distribuciones DiscretasDocumento5 pagineProblemas Distribuciones DiscretasJose RamirezNessuna valutazione finora
- Preguntas ConsolidacionDocumento23 paginePreguntas ConsolidacionEnriqee C. MedinaNessuna valutazione finora
- Momento EstáticoDocumento15 pagineMomento Estáticoake_moto0% (1)
- Calendario Funciones TrigonométricasDocumento12 pagineCalendario Funciones TrigonométricasSantiago Arias RojasNessuna valutazione finora
- Texto 10°matem - Curriculo PriorizadoDocumento276 pagineTexto 10°matem - Curriculo PriorizadoJairo Andrade X100% (1)
- 24 de Marzo Del 2020 Cuadro de Doble EntradaDocumento23 pagine24 de Marzo Del 2020 Cuadro de Doble Entradasheila perezNessuna valutazione finora
- Determinación de La Sobreelevación de Temperatura en TransformadoresDocumento10 pagineDeterminación de La Sobreelevación de Temperatura en Transformadoresmanuelmax9Nessuna valutazione finora
- Razones, Proporciones y PorcentajesDocumento24 pagineRazones, Proporciones y PorcentajesRosaury Castro De LunaNessuna valutazione finora
- INFORME 2009 Fisica IIDocumento168 pagineINFORME 2009 Fisica IIWilliam Taipe50% (2)
- Aprender en Siglo 21 TP2Documento13 pagineAprender en Siglo 21 TP2camilo bacelliNessuna valutazione finora
- Bessel PresentacionDocumento35 pagineBessel PresentacionDavid Jiménez CruzNessuna valutazione finora
- Oferta y DemandaDocumento7 pagineOferta y DemandaMercy GonzalesNessuna valutazione finora
- Modelo Matematico EmpiricoDocumento10 pagineModelo Matematico EmpiricoMixy Pereda TupalayaNessuna valutazione finora
- La Arqueología Del SaberDocumento6 pagineLa Arqueología Del SaberrodrigoNessuna valutazione finora
- Galileo GalileyDocumento10 pagineGalileo GalileyelprofeuniNessuna valutazione finora
- Reveladora AutomáticaDocumento9 pagineReveladora AutomáticaALE X RAY20% (5)
- Catalogo de Partes NtorqDocumento73 pagineCatalogo de Partes NtorqFrank David Duarte Salamanca100% (1)
- ESPECTROFOTOMETRÍADocumento18 pagineESPECTROFOTOMETRÍAJhonny Hernandez OrozcoNessuna valutazione finora
- Elaborar El Manjar Blanco Del ValleDocumento29 pagineElaborar El Manjar Blanco Del ValleLoscar Carlos LoaizaNessuna valutazione finora
- MSDS MeropaDocumento7 pagineMSDS MeropaPiero Lenti SoriaNessuna valutazione finora
- So2 CaDocumento10 pagineSo2 Casupervisorlab ihaNessuna valutazione finora
- Familias de MicroprocesadoresDocumento4 pagineFamilias de MicroprocesadoresperalmlNessuna valutazione finora
- Medida de TemperaturaDocumento3 pagineMedida de TemperaturaAnonymous fK33KBoRNessuna valutazione finora
- Manual de Uso DVR-FUHODocumento7 pagineManual de Uso DVR-FUHOrickylimaperuNessuna valutazione finora
- WordDocumento6 pagineWordAurimar SalasNessuna valutazione finora
- Imagenes Modelacion EcuacionDocumento26 pagineImagenes Modelacion EcuacionPROFABELGPNessuna valutazione finora