Potrebbero piacerti anche
- Day 14: Heat Treatments of SteelDocumento20 pagineDay 14: Heat Treatments of SteelBhushan Shankar KambleNessuna valutazione finora
- 1.06 Introduction To GSAW Process IWE May2019Documento157 pagine1.06 Introduction To GSAW Process IWE May2019rohit mathankerNessuna valutazione finora
- Part 4 Nonferrous AlloysDocumento23 paginePart 4 Nonferrous AlloysAhmed awwadNessuna valutazione finora
- ME3251E-Topic III Nonferrous Materials (2020)Documento17 pagineME3251E-Topic III Nonferrous Materials (2020)Teo Xuan MinNessuna valutazione finora
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocumento9 pagineMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07Nessuna valutazione finora
- European Steel and Alloy Grades: G-Nicr50Nb (2.4680)Documento2 pagineEuropean Steel and Alloy Grades: G-Nicr50Nb (2.4680)farshid KarpasandNessuna valutazione finora
- Iron-Iron Carbide Diagram: Prepared by Mr. Mukesh Kumar Assistant Professor Darbhanga College of Engineering DarbhangaDocumento25 pagineIron-Iron Carbide Diagram: Prepared by Mr. Mukesh Kumar Assistant Professor Darbhanga College of Engineering Darbhangamukesh kumarNessuna valutazione finora
- European Steel and Alloy Grades: S275JRC (1.0128)Documento2 pagineEuropean Steel and Alloy Grades: S275JRC (1.0128)farshid KarpasandNessuna valutazione finora
- Carbon Steel Fact SheetDocumento2 pagineCarbon Steel Fact Sheettshepo hlakudiNessuna valutazione finora
- Part III Metals NotesDocumento35 paginePart III Metals NotesHon KwanNessuna valutazione finora
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10263-3Documento2 pagineEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10263-3farshid KarpasandNessuna valutazione finora
- European Steel and Alloy Grades: Nicr22Fe18Mo (Dubl) (2.4665)Documento2 pagineEuropean Steel and Alloy Grades: Nicr22Fe18Mo (Dubl) (2.4665)farshid KarpasandNessuna valutazione finora
- Note 21-Feb-2024 at 9 - 10 - 47 AMDocumento6 pagineNote 21-Feb-2024 at 9 - 10 - 47 AMTaha BukhariNessuna valutazione finora
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10263-3Documento2 pagineEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10263-3farshid KarpasandNessuna valutazione finora
- European Steel and Alloy Grades: About Us EN 10120Documento2 pagineEuropean Steel and Alloy Grades: About Us EN 10120farshid KarpasandNessuna valutazione finora
- Barrettetig Catalogo Oerlikon 35035Documento44 pagineBarrettetig Catalogo Oerlikon 35035mp303Nessuna valutazione finora
- European Steel and Alloy GradesDocumento2 pagineEuropean Steel and Alloy Gradesfarshid KarpasandNessuna valutazione finora
- COPPER-110: Nearest StandardDocumento3 pagineCOPPER-110: Nearest StandardPS Pinturas pinturasNessuna valutazione finora
- Data Table For:carbon steel:S43C: SearchDocumento2 pagineData Table For:carbon steel:S43C: SearchHari Kumar D.Nessuna valutazione finora
- European Steel and Alloy Grades: About Us EN 10209Documento2 pagineEuropean Steel and Alloy Grades: About Us EN 10209farshid KarpasandNessuna valutazione finora
- Material Composition Properties ApplicationsDocumento7 pagineMaterial Composition Properties Applicationsvikrant GarudNessuna valutazione finora
- F4 SC Chapter 9Documento16 pagineF4 SC Chapter 98loverNessuna valutazione finora
- Temperature Measurement: Mark Murphy, PE Technical Director, Fluor CorpDocumento35 pagineTemperature Measurement: Mark Murphy, PE Technical Director, Fluor CorpDaniela BustosNessuna valutazione finora
- European Steel and Alloy Grades: 42crmo5-6 (1.7233)Documento2 pagineEuropean Steel and Alloy Grades: 42crmo5-6 (1.7233)farshid KarpasandNessuna valutazione finora
- Welding Complete by S K MondalDocumento50 pagineWelding Complete by S K MondalVipul RanaNessuna valutazione finora
- European Steel and Alloy Grades: G32Nicrmo8-5-4 (1.6570)Documento2 pagineEuropean Steel and Alloy Grades: G32Nicrmo8-5-4 (1.6570)farshid KarpasandNessuna valutazione finora
- BOOK - Fe-C BasicDocumento46 pagineBOOK - Fe-C BasicLợi Nguyễn VănNessuna valutazione finora
- Materials & Their Materials & Their Behavior in Welding Behavior in WeldingDocumento56 pagineMaterials & Their Materials & Their Behavior in Welding Behavior in WeldingWahyu Tirta Nugraha100% (1)
- 2º Parcial: Choque Chuquimia Pablo: Mecanica Industrial: Ingles Tecnico II INT-200: Lic. Hernan PrietoDocumento5 pagine2º Parcial: Choque Chuquimia Pablo: Mecanica Industrial: Ingles Tecnico II INT-200: Lic. Hernan PrietoLuis Chino SarsuriNessuna valutazione finora
- SS 420 PropertiesDocumento2 pagineSS 420 PropertiesmrbookaniNessuna valutazione finora
- En 1 4021 - 1408 Valbruna Nordic EnglishDocumento2 pagineEn 1 4021 - 1408 Valbruna Nordic EnglishmrbookaniNessuna valutazione finora
- Martensitic Stainless Steel EN 1.4021-QT 700Documento2 pagineMartensitic Stainless Steel EN 1.4021-QT 700LebasNessuna valutazione finora
- CE 207 Materials Science I Lecture 4-5 Applications of Phase DiagramsDocumento14 pagineCE 207 Materials Science I Lecture 4-5 Applications of Phase DiagramsVisal PiscelNessuna valutazione finora
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiDocumento32 pagineSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamNessuna valutazione finora
- EN DX51D - 1.0226 - SteelNumber - Chemical Composition, Equivalent, PropertiesDocumento2 pagineEN DX51D - 1.0226 - SteelNumber - Chemical Composition, Equivalent, PropertiesliusfNessuna valutazione finora
- Electrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caDocumento28 pagineElectrometallurgy 3: Laval University, Quebec City, Canada Fathi - Habashi@arul - Ulaval.caBasilia YulianiNessuna valutazione finora
- Martensitic-Austenitic Stainless Steel EN 1.4418, QT 900Documento2 pagineMartensitic-Austenitic Stainless Steel EN 1.4418, QT 900LebasNessuna valutazione finora
- European Steel and Alloy Grades: About Us EN 10248-1Documento2 pagineEuropean Steel and Alloy Grades: About Us EN 10248-1farshid KarpasandNessuna valutazione finora
- Temperature Measurement PDFDocumento35 pagineTemperature Measurement PDFRavenShieldXNessuna valutazione finora
- Extract Pages From Metallurgy and Materials Engineering - S. Ramachandran Et Al. (Air Walk Publications, 2016)Documento31 pagineExtract Pages From Metallurgy and Materials Engineering - S. Ramachandran Et Al. (Air Walk Publications, 2016)Hunter NoVaNessuna valutazione finora
- Accura Seals CatalogueDocumento38 pagineAccura Seals CatalogueACCURA SEALS & ENGINEERINGNessuna valutazione finora
- The Iron-Iron Carbide Phase Diagram: Heat Treatment of SteelDocumento9 pagineThe Iron-Iron Carbide Phase Diagram: Heat Treatment of SteelAntonio LiuNessuna valutazione finora
- BS1400 HTB1Documento2 pagineBS1400 HTB1Atul KulkarniNessuna valutazione finora
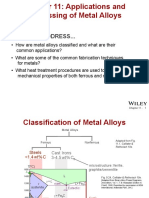
- Issues To Address... : Chapter 11 - 1Documento20 pagineIssues To Address... : Chapter 11 - 1Rowen PratherNessuna valutazione finora
- European Steel and Alloy Grades: 20nicrmo2-2 (1.6523)Documento2 pagineEuropean Steel and Alloy Grades: 20nicrmo2-2 (1.6523)farshid KarpasandNessuna valutazione finora
- Chap 11Documento27 pagineChap 11Qwe QNessuna valutazione finora
- Heta Capacity of PolypropyleneDocumento3 pagineHeta Capacity of PolypropyleneZaky IbenNessuna valutazione finora
- European Steel and Alloy Grades: Gx3Crni13-4 (1.6982)Documento2 pagineEuropean Steel and Alloy Grades: Gx3Crni13-4 (1.6982)farshid KarpasandNessuna valutazione finora
- Metal - Designation & PropertiesDocumento37 pagineMetal - Designation & Propertiesmyself_riteshNessuna valutazione finora
- Taxonomy of MetalsDocumento28 pagineTaxonomy of MetalsArlita RahmaNessuna valutazione finora
- Chapter 11 Metal AlloysDocumento24 pagineChapter 11 Metal Alloyssihar raymondNessuna valutazione finora
- AK9ch - АК9ч Aluminium Casting Alloys gost standardDocumento2 pagineAK9ch - АК9ч Aluminium Casting Alloys gost standardVivek GoudNessuna valutazione finora
- 17B2 - 1.5502 - SteelNumber - Chemical Composition, Equivalent, PropertiesDocumento2 pagine17B2 - 1.5502 - SteelNumber - Chemical Composition, Equivalent, PropertiesSergiNessuna valutazione finora
- Erdemir Product Catalogue PDFDocumento278 pagineErdemir Product Catalogue PDFYogesh Gupta100% (1)
- CK40 (Mat - No. 1.1186, DIN Ck40, AISI 1040)Documento2 pagineCK40 (Mat - No. 1.1186, DIN Ck40, AISI 1040)hdierkeNessuna valutazione finora
- Temperature HKPDocumento38 pagineTemperature HKPsusmitpatelNessuna valutazione finora
- Chapter 7 Ferrous and Non-Ferrous MetalsDocumento60 pagineChapter 7 Ferrous and Non-Ferrous MetalsStephen IgatNessuna valutazione finora
- Copperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloysDocumento1 paginaCopperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloyssatnamNessuna valutazione finora
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363Da EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363Nessuna valutazione finora
- Astm 468MDocumento10 pagineAstm 468MJUAN DAVID GOMEZ PATIÑONessuna valutazione finora
- Lecture 10 - Bulk Forming - Reduction & ExtrusionDocumento29 pagineLecture 10 - Bulk Forming - Reduction & ExtrusionSebastian OrdoñezNessuna valutazione finora
- Chemrite - 520Documento2 pagineChemrite - 520ICPL-RWPNessuna valutazione finora
- Cover - Jrc12 & Jrc14Documento1 paginaCover - Jrc12 & Jrc14hatem hamaidiNessuna valutazione finora
- 168 Imi PolymatDocumento4 pagine168 Imi PolymatEngr KamalNessuna valutazione finora
- DSR 2007 ExcelDocumento277 pagineDSR 2007 ExcelProjjal GhoshNessuna valutazione finora
- PQR - Wps - PWHT P91 To CS: Tunisian Quality EngineerDocumento14 paginePQR - Wps - PWHT P91 To CS: Tunisian Quality EngineerRajeev KhantwalNessuna valutazione finora
- SprinklerBrochures Schedule10 40Documento4 pagineSprinklerBrochures Schedule10 40Keshia Murillo PinnockNessuna valutazione finora
- SoundScreen DatasheetDocumento2 pagineSoundScreen DatasheetAdamMitchellNessuna valutazione finora
- 300 Foundation Design and ConstructionDocumento69 pagine300 Foundation Design and ConstructionNicoleta Cristian100% (5)
- Ceilings & Insulation: Construction Materials IDocumento45 pagineCeilings & Insulation: Construction Materials ITrisha van der Merwe100% (1)
- Iacs of Metals N SolderDocumento1 paginaIacs of Metals N Soldersmallik3Nessuna valutazione finora
- Aluminator RC LOW RESDocumento2 pagineAluminator RC LOW RESAARON HERRERANessuna valutazione finora
- Structural Design AnalysisDocumento38 pagineStructural Design AnalysisRamVin AranoNessuna valutazione finora
- Thermoplastic Elastomers TPE, TPR PDFDocumento6 pagineThermoplastic Elastomers TPE, TPR PDFMohammad Amir AliNessuna valutazione finora
- Plumbing Works Man-HourDocumento2 paginePlumbing Works Man-HourHenry TuganoNessuna valutazione finora
- The Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsDocumento3 pagineThe Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsNVNessuna valutazione finora
- Seamless Precision Steel Tubes For Hydraulic Cylinders - TN 008-00Documento8 pagineSeamless Precision Steel Tubes For Hydraulic Cylinders - TN 008-00Erhan BeylihanNessuna valutazione finora
- Grand SummaryDocumento4 pagineGrand SummaryBishnu Thapa MagarNessuna valutazione finora
- William Valve Catalogue Ball ValveDocumento24 pagineWilliam Valve Catalogue Ball ValveVinayNessuna valutazione finora
- Design of 33 SQM HousingDocumento1 paginaDesign of 33 SQM HousingDJNessuna valutazione finora
- Welding Defect Causes and PreventionDocumento2 pagineWelding Defect Causes and PreventionElizabeth Spence0% (1)
- Teflon MDSDocumento1 paginaTeflon MDSSajir ThiyamNessuna valutazione finora
- 1Documento14 pagine1bk100% (2)
- Welded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeDocumento5 pagineWelded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeGreg Yee100% (1)
- Grain Growth Behavior, Tensile Impact Weldability of Cerium - Doped Iridium AlloysDocumento62 pagineGrain Growth Behavior, Tensile Impact Weldability of Cerium - Doped Iridium AlloysKamal ThummarNessuna valutazione finora
- Electrical Symbols: General Notes and SpecificationsDocumento1 paginaElectrical Symbols: General Notes and SpecificationsRolly Marc G. SoteloNessuna valutazione finora
- Roofing Installation Guide - Technical Guide PDFDocumento12 pagineRoofing Installation Guide - Technical Guide PDFMalik RiazNessuna valutazione finora
- Kerbstones Installation GuidelinesDocumento4 pagineKerbstones Installation Guidelinespartha_svnitNessuna valutazione finora
- Handbook of Plastic Films EditorDocumento422 pagineHandbook of Plastic Films EditorKatherineCastro100% (1)