Potrebbero piacerti anche
- Ert 313/4 - Bioseparation Engineering Assignment 1 Date of Submission: 20 Jan 2011Documento2 pagineErt 313/4 - Bioseparation Engineering Assignment 1 Date of Submission: 20 Jan 2011Muzammil IqbalNessuna valutazione finora
- Exercises Mtk2Documento5 pagineExercises Mtk2Rina Pebriana SiregarNessuna valutazione finora
- CHE Problems - ChopeyDocumento11 pagineCHE Problems - ChopeyCarlos Miguel DacaimatNessuna valutazione finora
- (At Top) On Striping SectionDocumento2 pagine(At Top) On Striping Sectionhigdon_nickNessuna valutazione finora
- Fogler, H. S., Elements of Chemical Reaction Engineering, Prentice Hall, 1999, Pg. 454Documento3 pagineFogler, H. S., Elements of Chemical Reaction Engineering, Prentice Hall, 1999, Pg. 454Arfel Marie FuentesNessuna valutazione finora
- Exercise 3Documento12 pagineExercise 3Diễm Nguyễn Thị HồngNessuna valutazione finora
- Multiphase tutorial 7Documento7 pagineMultiphase tutorial 7Anders Rojas Coa.Nessuna valutazione finora
- 3 - Prob PFR 11-12 23-35 English-1Documento4 pagine3 - Prob PFR 11-12 23-35 English-1Biniyam haileNessuna valutazione finora
- Practice Problems in Absorption and HumidificationDocumento4 paginePractice Problems in Absorption and HumidificationJenna BraszNessuna valutazione finora
- Tutorial-3 CRE1 CLL122 PDFDocumento4 pagineTutorial-3 CRE1 CLL122 PDFSunandita BorahNessuna valutazione finora
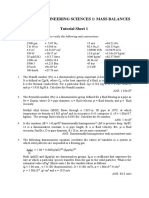
- Peme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Documento4 paginePeme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Kwasi NuamahNessuna valutazione finora
- Gas Liquid Absorption Problems 2020Documento2 pagineGas Liquid Absorption Problems 2020vikyappleNessuna valutazione finora
- Steam Table: Mollier ChartDocumento8 pagineSteam Table: Mollier ChartabdcivilNessuna valutazione finora
- Aeration and Agitation 2Documento18 pagineAeration and Agitation 2rhia100% (1)
- Gas absorption stripping problem setDocumento1 paginaGas absorption stripping problem setMarkVergelBorjaNessuna valutazione finora
- 2010 ChE 471 HW 8 FinalDocumento4 pagine2010 ChE 471 HW 8 FinalSiti HannaNessuna valutazione finora
- Thermo 1Documento9 pagineThermo 1notapernota101Nessuna valutazione finora
- Thermo QualsDocumento26 pagineThermo QualsLuc LeNessuna valutazione finora
- Volume 6 Solns ManualDocumento8 pagineVolume 6 Solns ManualshaaaaaaaaareeeeeeeNessuna valutazione finora
- Two-stage CSTR reaction with concentration determinationDocumento4 pagineTwo-stage CSTR reaction with concentration determinationJeoh SilangNessuna valutazione finora
- MT IDocumento5 pagineMT IParth Desai100% (1)
- Gas AbsrptionDocumento4 pagineGas AbsrptionIchigo KurosakiNessuna valutazione finora
- Indian Institute of Technology Madras Department of Chemical EngineeringDocumento2 pagineIndian Institute of Technology Madras Department of Chemical Engineeringkarthickclean8827Nessuna valutazione finora
- Assignment 1 PDFDocumento1 paginaAssignment 1 PDFRoydia SimanNessuna valutazione finora
- Che F244 1183 C 2015 2Documento4 pagineChe F244 1183 C 2015 2shubhamNessuna valutazione finora
- HW 2 K 1606Documento7 pagineHW 2 K 1606Primus OngNessuna valutazione finora
- Chemical Reactors - Problems of Reactor Association 47-60: (Exam Jan'09)Documento6 pagineChemical Reactors - Problems of Reactor Association 47-60: (Exam Jan'09)Alfredo ZuñigaNessuna valutazione finora
- CL 253 Tutorial Set 2, Sept 2009: Isothermal Compression and Expansion of Gases and VaporsDocumento2 pagineCL 253 Tutorial Set 2, Sept 2009: Isothermal Compression and Expansion of Gases and Vaporsyudha7wira7rahman100% (1)
- CH-102: Tutorial-5 EoSDocumento3 pagineCH-102: Tutorial-5 EoSTanmaysainiNessuna valutazione finora
- MA2003 Thermo-Fluids Tutorial ProblemsDocumento6 pagineMA2003 Thermo-Fluids Tutorial ProblemsLadnilrebNessuna valutazione finora
- Tutorial Sheet 6Documento2 pagineTutorial Sheet 6Syed YousufuddinNessuna valutazione finora
- 619PT304Documento4 pagine619PT304arpit gargNessuna valutazione finora
- Tarea 5 TermodinamicaDocumento4 pagineTarea 5 TermodinamicaMario GonzalezNessuna valutazione finora
- Piche 2014Documento61 paginePiche 2014Conrad MonterolaNessuna valutazione finora
- CP302 Separation Process Principles Mass Transfer / Set 2 (Worked) Examples in Interface Mass Transfer, Mass Transfer Coefficients, Overall Coefficients and Transfer UnitsDocumento4 pagineCP302 Separation Process Principles Mass Transfer / Set 2 (Worked) Examples in Interface Mass Transfer, Mass Transfer Coefficients, Overall Coefficients and Transfer Unitsأثير عبد الباري يعقوبNessuna valutazione finora
- Sample Exams Problems CHE 402Documento3 pagineSample Exams Problems CHE 402Ricardo VelozNessuna valutazione finora
- 1.1.1 Design Calculations:: WhereDocumento7 pagine1.1.1 Design Calculations:: WhereMuhammad XubairNessuna valutazione finora
- Thermodynamics QuestionsDocumento4 pagineThermodynamics Questionsprateek vyasNessuna valutazione finora
- Basics of ThermodynamicsDocumento36 pagineBasics of ThermodynamicsYeditha Satyanarayana MurthyNessuna valutazione finora
- Tutorial Questions 1111Documento6 pagineTutorial Questions 1111Fahmy Muhd100% (1)
- CHE425 Problem Set #1 SolutionsDocumento4 pagineCHE425 Problem Set #1 SolutionsChinwuba Samuel EbukaNessuna valutazione finora
- CHE 312 Final Exam2013 - 2014 - RainDocumento4 pagineCHE 312 Final Exam2013 - 2014 - RainChibuike CharlesNessuna valutazione finora
- Boundary Work CalculationsDocumento8 pagineBoundary Work Calculationsyeng botzNessuna valutazione finora
- InglesDocumento6 pagineInglesdyonathanNessuna valutazione finora
- ME3100 Solution Tut-1Documento10 pagineME3100 Solution Tut-1B V V HANUMA GAYATHRINessuna valutazione finora
- Che 501 - TutorialsDocumento7 pagineChe 501 - TutorialsIgnatius Setiadi PrabowoNessuna valutazione finora
- CHE 304 (Spring 2007) Quiz #4 ReviewDocumento14 pagineCHE 304 (Spring 2007) Quiz #4 ReviewDeneshVijayNessuna valutazione finora
- Fogler, H. S., Elements of Chemical Reaction Engineering, Prentice Hall, 1999Documento5 pagineFogler, H. S., Elements of Chemical Reaction Engineering, Prentice Hall, 1999Zulaikha AinaNessuna valutazione finora
- Assignment For Selfstudy Jan May 2012 SolutionDocumento8 pagineAssignment For Selfstudy Jan May 2012 SolutionSumit VermaNessuna valutazione finora
- Thermodynamics Worked ExamplesDocumento13 pagineThermodynamics Worked ExamplesSalah Salman100% (1)
- MGCHANICAL GNGINGGBING CYCLE ANALYSISDocumento6 pagineMGCHANICAL GNGINGGBING CYCLE ANALYSISHimanshu SharmaNessuna valutazione finora
- HomeworkDocumento3 pagineHomeworkJudluzNessuna valutazione finora
- Ugpa3033 Process Optimization and Simulation Tutorial 8Documento1 paginaUgpa3033 Process Optimization and Simulation Tutorial 8Tko Kai OnnNessuna valutazione finora
- Unit Operations 1Documento4 pagineUnit Operations 1Jeoh SilangNessuna valutazione finora
- ChE422 Topic 8Documento40 pagineChE422 Topic 8Elle EmmNessuna valutazione finora
- Assignment For Day 2Documento7 pagineAssignment For Day 2Aldrin Marc DaquizNessuna valutazione finora
- A Modern Course in Statistical PhysicsDa EverandA Modern Course in Statistical PhysicsValutazione: 3.5 su 5 stelle3.5/5 (2)
- Screw Conveyor PDFDocumento100 pagineScrew Conveyor PDFsamurai7_7792% (13)
- HydhDocumento4 pagineHydhPeter AndrewNessuna valutazione finora
- AnswerDocumento1 paginaAnswerPeter AndrewNessuna valutazione finora
- 03 Handbook PDFDocumento1 pagina03 Handbook PDFPeter AndrewNessuna valutazione finora
- JsisnsDocumento3 pagineJsisnsPeter AndrewNessuna valutazione finora
- AnswerDocumento1 paginaAnswerPeter AndrewNessuna valutazione finora
- HwuwbwyDocumento12 pagineHwuwbwyPeter AndrewNessuna valutazione finora
- HwuwbwyDocumento12 pagineHwuwbwyPeter AndrewNessuna valutazione finora
- Fluid Mechanics d203 ReseniDocumento90 pagineFluid Mechanics d203 ReseniDennys Fabricio Ramirez100% (1)
- Test 1 Book Notes Examples-1 PDFDocumento65 pagineTest 1 Book Notes Examples-1 PDFRalph Castino87% (15)
- IgtDocumento2 pagineIgtPeter AndrewNessuna valutazione finora
- Green Chemistry & Engineering GuideDocumento2 pagineGreen Chemistry & Engineering Guidesachin bajpaiNessuna valutazione finora
- Lecture Notes 2016 2017Documento43 pagineLecture Notes 2016 2017Peter AndrewNessuna valutazione finora
- Lab Report - SugarDocumento7 pagineLab Report - SugarPeter AndrewNessuna valutazione finora
- Certificate of Completion: Raaley Memoshero Ogatis SubaldoDocumento2 pagineCertificate of Completion: Raaley Memoshero Ogatis SubaldoPeter AndrewNessuna valutazione finora
- JHGVJHFDocumento10 pagineJHGVJHFPeter AndrewNessuna valutazione finora
- CH 4 Ism GC6 eDocumento33 pagineCH 4 Ism GC6 eJean Beatriz Sta AnaNessuna valutazione finora
- Mole ConceptDocumento31 pagineMole ConceptApex Institute50% (4)
- UNIT II - Chapter 7 - 20230916 - 154503 - 0000Documento10 pagineUNIT II - Chapter 7 - 20230916 - 154503 - 0000VanessaNessuna valutazione finora
- Chemical CalculationsDocumento20 pagineChemical CalculationsJeyaraj AnandNessuna valutazione finora
- Chemical Engg ReviewerDocumento53 pagineChemical Engg ReviewerJasonTenebroso100% (2)
- Ideal Gas Equation: Ariston and Caranza 11 - FermatDocumento24 pagineIdeal Gas Equation: Ariston and Caranza 11 - FermatErnie Clement NuevaNessuna valutazione finora
- The Ideal Gas Law - Chemistry LibreTextsDocumento8 pagineThe Ideal Gas Law - Chemistry LibreTextsJovenil BacatanNessuna valutazione finora
- Experiment 1 - LectureDocumento25 pagineExperiment 1 - Lecturejhayve stephen mark patrimonioNessuna valutazione finora
- Moles Escape Room AnswersDocumento4 pagineMoles Escape Room Answersapi-551132697Nessuna valutazione finora
- Glossary of Physics TermsDocumento33 pagineGlossary of Physics TermsDjoanna Joy Carandang100% (1)
- Chapter 11 AssessmentDocumento28 pagineChapter 11 Assessmentharini1120% (2)
- Edexcel GCE Chemistry Unit-5 June 2014 Question Paper (R)Documento28 pagineEdexcel GCE Chemistry Unit-5 June 2014 Question Paper (R)AvrinoxNessuna valutazione finora
- SM 11 Chemistry Eng 201617Documento185 pagineSM 11 Chemistry Eng 201617Anonymous 9uu04el100% (1)
- Halliday/Resnick/Walker Fundamentals of Physics: Classroom Response System QuestionsDocumento51 pagineHalliday/Resnick/Walker Fundamentals of Physics: Classroom Response System QuestionsOlimpiade InfoNessuna valutazione finora
- 5070 Learner Guide (For Examination From 2023)Documento43 pagine5070 Learner Guide (For Examination From 2023)Zainab Hassan0% (2)
- Chem 1A Midterm 3 Practice SetDocumento33 pagineChem 1A Midterm 3 Practice SetStephen Kok100% (3)
- Board Reviewer in PhyChePri - pdf-1Documento1 paginaBoard Reviewer in PhyChePri - pdf-1Garcia RaphNessuna valutazione finora
- Volumetric TitrationDocumento4 pagineVolumetric TitrationMayukh BhattacharjeeNessuna valutazione finora
- Stem C 10cd Explain StemscopediaDocumento6 pagineStem C 10cd Explain Stemscopediaapi-236826747Nessuna valutazione finora
- Appendix AbsorberDocumento20 pagineAppendix Absorbermitikeshav_935105731Nessuna valutazione finora
- 10+1 Book-3 - States of Matter & Thermodynamics - 2021Documento140 pagine10+1 Book-3 - States of Matter & Thermodynamics - 2021Kalin BhayiaNessuna valutazione finora
- Module 4 THE MOLE CONCEPTDocumento22 pagineModule 4 THE MOLE CONCEPTJan IceNessuna valutazione finora
- 2015 Usnco Exam Part IIIDocumento12 pagine2015 Usnco Exam Part IIIihappyscribdNessuna valutazione finora
- Stoichiometry Practice ProblemsDocumento5 pagineStoichiometry Practice ProblemsJamiu Yusuf AsukuNessuna valutazione finora
- Cambridge International AS & A Level: Physics 9702/12Documento16 pagineCambridge International AS & A Level: Physics 9702/12sangdeepNessuna valutazione finora
- Group 5 Final Lab Report Solvent Extraction (RK)Documento21 pagineGroup 5 Final Lab Report Solvent Extraction (RK)Nor Elina AhmadNessuna valutazione finora
- CAPE 2010 U1 P1 PhysicsDocumento12 pagineCAPE 2010 U1 P1 PhysicshoddlewhlNessuna valutazione finora
- Measurements and Conversions in MedicineDocumento42 pagineMeasurements and Conversions in Medicine4 Strings to EcstasyNessuna valutazione finora
- Titrations in Analytical ChemistryDocumento28 pagineTitrations in Analytical ChemistryRolen Simcha Castillo SamsNessuna valutazione finora
- EC PS Gr11 June 2022 QP and MemoDocumento22 pagineEC PS Gr11 June 2022 QP and MemoAudlt mistreNessuna valutazione finora