Potrebbero piacerti anche
- SVI SpA - PresentationDocumento15 pagineSVI SpA - Presentationbatuhan kılıçNessuna valutazione finora
- Bogie Design & DevelopmentsDocumento5 pagineBogie Design & DevelopmentsBram's U YafelmanNessuna valutazione finora
- Caf 2019Documento73 pagineCaf 2019snigdh.singhNessuna valutazione finora
- Urea PlantDocumento58 pagineUrea PlantMarcusWerteck100% (3)
- 08 - Prakash DiwanDocumento10 pagine08 - Prakash Diwanlokesh38Nessuna valutazione finora
- Bombardier PresentationDocumento26 pagineBombardier PresentationCAV90Nessuna valutazione finora
- IB EscortsDocumento29 pagineIB Escortsposvendasdf5Nessuna valutazione finora
- Maintenance Modifications and OperationsDocumento44 pagineMaintenance Modifications and OperationsAzamat NurpeisulyNessuna valutazione finora
- Bombardier TransportationDocumento3 pagineBombardier TransportationNagaraja BhagavNessuna valutazione finora
- Com in TouchDocumento3 pagineCom in TouchAlexander WieseNessuna valutazione finora
- Pinifarina:the New Cusotmer DecisionDocumento3 paginePinifarina:the New Cusotmer DecisionRushikesh MalaviyaNessuna valutazione finora
- MGT 201 - Case Study Modern Manufacturing in The Twenty First CenturyDocumento13 pagineMGT 201 - Case Study Modern Manufacturing in The Twenty First CenturyJaLe AzarconNessuna valutazione finora
- Indian RailwaysDocumento11 pagineIndian RailwaysDat BoiNessuna valutazione finora
- Capa-IC Product CatalogueDocumento11 pagineCapa-IC Product CatalogueAshishModyNessuna valutazione finora
- Alkhairat Company Profile (Final) Kii LamaadDocumento28 pagineAlkhairat Company Profile (Final) Kii LamaadAbdulkadir HusseinNessuna valutazione finora
- Cs Utilev Case Study FmeDocumento2 pagineCs Utilev Case Study FmeAlioune Badara MbodjNessuna valutazione finora
- CaterpillarDocumento4 pagineCaterpillarChandra DrNessuna valutazione finora
- Atlas Copco Solutions - Serving The Mining Industry - tcm164-3510907 PDFDocumento14 pagineAtlas Copco Solutions - Serving The Mining Industry - tcm164-3510907 PDFPanagiotis PanagosNessuna valutazione finora
- Final Report: AL-HAJ FAW CompanyDocumento10 pagineFinal Report: AL-HAJ FAW CompanyAsmatullah MooroNessuna valutazione finora
- Automotive ScriptDocumento3 pagineAutomotive ScriptShi GiananNessuna valutazione finora
- 2024 Colku New DC Truck Air Conditioner & Truck Fridges CatalogDocumento11 pagine2024 Colku New DC Truck Air Conditioner & Truck Fridges CatalogMelissa CastroNessuna valutazione finora
- 40 EnglishPartDocumento53 pagine40 EnglishPartRedouane RadwanNessuna valutazione finora
- Railway Equipment 1004-En LowresDocumento15 pagineRailway Equipment 1004-En LowresSivaneswaran SabaratnamNessuna valutazione finora
- Ratio Analysis of Maple Leaf CementDocumento26 pagineRatio Analysis of Maple Leaf CementAnonymous uDP6XEHsNessuna valutazione finora
- CONCORDocumento32 pagineCONCORIsha Varma100% (2)
- Autocar ProfessionalDocumento2 pagineAutocar ProfessionalRAHUL_AGRAWALNessuna valutazione finora
- Dadmaned CV WordDocumento8 pagineDadmaned CV Wordzhiran.abdulqadirNessuna valutazione finora
- Escorts Training Report CGDocumento51 pagineEscorts Training Report CGNItesh Goyal50% (2)
- Assignment 1Documento5 pagineAssignment 1Sohail Wahab (E&I)Nessuna valutazione finora
- New Leadership Named at Comau in Preparation For Its Future As A Publicly Listed CompanyDocumento2 pagineNew Leadership Named at Comau in Preparation For Its Future As A Publicly Listed CompanyAllan Bruno RosaNessuna valutazione finora
- Ignore EN 15085 at Your Peril in This Once-In-A-Lifetime OpportunityDocumento16 pagineIgnore EN 15085 at Your Peril in This Once-In-A-Lifetime OpportunityAlexander RichardsonNessuna valutazione finora
- Air Bus Company Profile: 1. Customer SegmentsDocumento5 pagineAir Bus Company Profile: 1. Customer SegmentsHakim AliNessuna valutazione finora
- Robots in Industrial AutomationDocumento10 pagineRobots in Industrial Automationkprion100% (1)
- Magazine 68 EnglishPartDocumento78 pagineMagazine 68 EnglishPartAli AwamiNessuna valutazione finora
- AmritsarDocumento6 pagineAmritsarprjiviNessuna valutazione finora
- Excavator HistoryDocumento2 pagineExcavator HistoryDan PatchNessuna valutazione finora
- Escorts Saurabh TyagiDocumento42 pagineEscorts Saurabh TyagiSaurabh Tyagi100% (1)
- Pipeline VesselDocumento58 paginePipeline VesselMohammad Heidary100% (3)
- CPCD Project-Srimant JhaDocumento94 pagineCPCD Project-Srimant Jhasrimant kumarNessuna valutazione finora
- Katalog enDocumento75 pagineKatalog enErsin SucuNessuna valutazione finora
- Aluminium Extrusion Industry in IndiaDocumento3 pagineAluminium Extrusion Industry in Indiakalan45Nessuna valutazione finora
- Présentation YazakiDocumento9 paginePrésentation YazakiRiadh JellaliNessuna valutazione finora
- Koman Catalogue (Hose) PDFDocumento19 pagineKoman Catalogue (Hose) PDFNguyen Quoc KhanhNessuna valutazione finora
- Trailer HitchDocumento38 pagineTrailer HitchEduardo LopesNessuna valutazione finora
- Pós em Dimencional de EngrenagensDocumento9 paginePós em Dimencional de EngrenagensmauriciovendraminNessuna valutazione finora
- CONCORDocumento32 pagineCONCORPraneetNessuna valutazione finora
- Production Process of Ashok LeylandDocumento14 pagineProduction Process of Ashok LeylandUlagaariyan PremkumarNessuna valutazione finora
- Case Ovinto Preparing A Series A RoundDocumento17 pagineCase Ovinto Preparing A Series A Roundspps140899Nessuna valutazione finora
- Catálogo Tekpan 2016 PDFDocumento222 pagineCatálogo Tekpan 2016 PDFHugo Dennis Mattos EspinozaNessuna valutazione finora
- Heavy Engineeiring Coporation at A Glance: Public Sector Undertaking IndiaDocumento19 pagineHeavy Engineeiring Coporation at A Glance: Public Sector Undertaking IndiaNitish Kumar TiwaryNessuna valutazione finora
- CH600 Product BrochureDocumento8 pagineCH600 Product BrochureFelipe Pisklevits LaubeNessuna valutazione finora
- CAF2020Documento77 pagineCAF2020snigdh.singhNessuna valutazione finora
- First Business Plan (Pure Water Factory) Mummy RoseDocumento33 pagineFirst Business Plan (Pure Water Factory) Mummy RoseAnthony LivinusNessuna valutazione finora
- Abel 1Documento30 pagineAbel 1Robel KebedeNessuna valutazione finora
- 206 Assign PDFDocumento13 pagine206 Assign PDFSuvidha KohliNessuna valutazione finora
- 1875spm OTSDocumento86 pagine1875spm OTScom_chienNessuna valutazione finora
- Asam PDFDocumento760 pagineAsam PDFGalloNessuna valutazione finora
- Katalog AsamDocumento760 pagineKatalog AsampopmirceaNessuna valutazione finora
- Transformation Strategy. Sample Plan for SAAB Automobile ABDa EverandTransformation Strategy. Sample Plan for SAAB Automobile ABNessuna valutazione finora
- New Master Plan of Jabodetabek Railway: A-Nehashi@jarts - Or.jpDocumento16 pagineNew Master Plan of Jabodetabek Railway: A-Nehashi@jarts - Or.jpRizki Fajar NovantoNessuna valutazione finora
- Quality Infrastructure Preparation and TransactionDocumento6 pagineQuality Infrastructure Preparation and TransactionRizki Fajar NovantoNessuna valutazione finora
- 50c PDFDocumento43 pagine50c PDFRizki Fajar NovantoNessuna valutazione finora
- Alstom Health Hub PDFDocumento2 pagineAlstom Health Hub PDFRizki Fajar NovantoNessuna valutazione finora
- DYF WEB X UNI 001 01 - Presentation - PTFE - PDFDocumento22 pagineDYF WEB X UNI 001 01 - Presentation - PTFE - PDFRizki Fajar NovantoNessuna valutazione finora
- A Look at Technological Challenges Facing Africa: Thi-Mai TRAN Managing Director MoroccoDocumento21 pagineA Look at Technological Challenges Facing Africa: Thi-Mai TRAN Managing Director MoroccoRizki Fajar NovantoNessuna valutazione finora
- BRI Briefing Paper English PDFDocumento26 pagineBRI Briefing Paper English PDFRizki Fajar Novanto100% (1)
- Interoperability In: Progress With Railway The European UnionDocumento50 pagineInteroperability In: Progress With Railway The European UnionRizki Fajar NovantoNessuna valutazione finora
- 6364605Documento15 pagine6364605Rizki Fajar NovantoNessuna valutazione finora
- Trainguard PTC Safe and Efficient Train Operation - Siemens PDFDocumento4 pagineTrainguard PTC Safe and Efficient Train Operation - Siemens PDFRizki Fajar NovantoNessuna valutazione finora
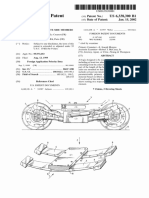
- United States Patent: Landrot (10) Patent N0.: (45) Date of PatentDocumento7 pagineUnited States Patent: Landrot (10) Patent N0.: (45) Date of PatentRizki Fajar NovantoNessuna valutazione finora
- Surelock: Points Drive System Points Drive SystemDocumento2 pagineSurelock: Points Drive System Points Drive SystemRizki Fajar NovantoNessuna valutazione finora
- A Totally Different View On Signals: The Colour Light Signals of Vialis Railway SystemsDocumento2 pagineA Totally Different View On Signals: The Colour Light Signals of Vialis Railway SystemsRizki Fajar NovantoNessuna valutazione finora
- Trainguard Basic Indusi en PDFDocumento4 pagineTrainguard Basic Indusi en PDFRizki Fajar NovantoNessuna valutazione finora
- WRSL Encompass A Highly Experienced Multi-Skilled Team Spe-Cialising in The Comprehensive Design and Professional Delivery of Level Crossing ServicesDocumento2 pagineWRSL Encompass A Highly Experienced Multi-Skilled Team Spe-Cialising in The Comprehensive Design and Professional Delivery of Level Crossing ServicesRizki Fajar NovantoNessuna valutazione finora
- OS&D Claim Form: Customer InformationDocumento1 paginaOS&D Claim Form: Customer InformationRizki Fajar NovantoNessuna valutazione finora
- The Impact of Indusi Technology On Disruption of Interoperability in European Rail TrafficDocumento10 pagineThe Impact of Indusi Technology On Disruption of Interoperability in European Rail TrafficRizki Fajar NovantoNessuna valutazione finora
- Paper Paper Paper Paper Paper: Guide Pin Locking Block Outer Sleeve Outer Rotor of MotorDocumento4 paginePaper Paper Paper Paper Paper: Guide Pin Locking Block Outer Sleeve Outer Rotor of MotorRizki Fajar NovantoNessuna valutazione finora
- DC Locomotive System PDFDocumento2 pagineDC Locomotive System PDFRizki Fajar NovantoNessuna valutazione finora
- Us4173933 PDFDocumento10 pagineUs4173933 PDFRizki Fajar NovantoNessuna valutazione finora
- Colmar T10000FS HS PDFDocumento2 pagineColmar T10000FS HS PDFRizki Fajar NovantoNessuna valutazione finora
- EM2000 Control System Retrofit Improves Performance and Reliability of Older LocomotivesDocumento2 pagineEM2000 Control System Retrofit Improves Performance and Reliability of Older LocomotivesRizki Fajar NovantoNessuna valutazione finora
- Pressure Relief AplicationsDocumento3 paginePressure Relief AplicationsAndres PerezNessuna valutazione finora
- 100-01 Identification CodeDocumento10 pagine100-01 Identification Codefer28nandoNessuna valutazione finora
- Dole Commercial FusDocumento24 pagineDole Commercial FusRamil S. ArtatesNessuna valutazione finora
- Let This Be A New Town, Symbolic of Freedom of India Unfettered by The Traditions of The Past. An Expression of The Nations Faith in The Future"Documento42 pagineLet This Be A New Town, Symbolic of Freedom of India Unfettered by The Traditions of The Past. An Expression of The Nations Faith in The Future"Charu JainNessuna valutazione finora
- OB RailwaysDocumento6 pagineOB RailwaysParnil SinghNessuna valutazione finora
- Dinesh Tiwari Tatkal PDFDocumento2 pagineDinesh Tiwari Tatkal PDFPAWAN GUPTANessuna valutazione finora
- 70 Bus ScheduleDocumento2 pagine70 Bus ScheduletjacksonduceNessuna valutazione finora
- Track Your Bus in Real-Time With Our Mytranslink AppDocumento6 pagineTrack Your Bus in Real-Time With Our Mytranslink AppAlex ParkNessuna valutazione finora
- TGX 6x4 RigidDocumento4 pagineTGX 6x4 RigidDorin PricopNessuna valutazione finora
- Airport Layout PlanDocumento11 pagineAirport Layout Plantonyr65Nessuna valutazione finora
- Monarch HistoryDocumento35 pagineMonarch HistoryScarduelli100% (1)
- Point Training SessionDocumento33 paginePoint Training SessionShashi Bhusan SinghNessuna valutazione finora
- Tour02h Essentials of Water and Land TransportationDocumento32 pagineTour02h Essentials of Water and Land TransportationKeith Myca Alexise CometaNessuna valutazione finora
- Wheel-Defects IRDocumento61 pagineWheel-Defects IRmajjisatNessuna valutazione finora
- G9Vol 2 PDFDocumento446 pagineG9Vol 2 PDFDipakNessuna valutazione finora
- Kolkata Tram - Wikipedia, The Free EncyclopediaDocumento11 pagineKolkata Tram - Wikipedia, The Free EncyclopediaVignesh DurairajNessuna valutazione finora
- Cumming Bros Family History, Authored by James A CummingDocumento51 pagineCumming Bros Family History, Authored by James A CummingJames Cumming100% (1)
- 59 Bus TimetableDocumento12 pagine59 Bus TimetableBrian McCabeNessuna valutazione finora
- Iain Rice Roque Bluffs Oct 2003Documento6 pagineIain Rice Roque Bluffs Oct 2003shu2u67% (3)
- Highway & Railway Projects (1) - 25.09.2017-Final AmendedDocumento46 pagineHighway & Railway Projects (1) - 25.09.2017-Final AmendedprashantwathoreNessuna valutazione finora
- Ge BWR4Documento119 pagineGe BWR4rs_sechiNessuna valutazione finora
- Specifications For Epoxy-Coated Reinforcing BarsDocumento4 pagineSpecifications For Epoxy-Coated Reinforcing BarsRavi KanchepoguNessuna valutazione finora
- Tours Tramway - Case Study - en - LDDocumento2 pagineTours Tramway - Case Study - en - LDLuca Marius CristianNessuna valutazione finora
- Honolulu Rail Transit - BudgetDocumento27 pagineHonolulu Rail Transit - BudgetRyanNessuna valutazione finora
- MSRTC - Online Reservation SystemDocumento1 paginaMSRTC - Online Reservation SystemAnand KesarkarNessuna valutazione finora
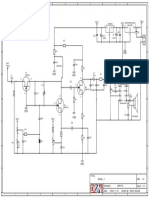
- Schematic - Receptor Regenerativo 2 Fets - 2022!11!06Documento1 paginaSchematic - Receptor Regenerativo 2 Fets - 2022!11!06Doni SouzaNessuna valutazione finora
- JV of Shirish Patel & Associates Consultants PVT Limited & Indus Consultrans PVT LTDDocumento540 pagineJV of Shirish Patel & Associates Consultants PVT Limited & Indus Consultrans PVT LTDarif_rubin100% (1)
- Albania PDFDocumento145 pagineAlbania PDFmeomaticNessuna valutazione finora
- GST Classification On All ServicesDocumento130 pagineGST Classification On All ServicesshahtaralsNessuna valutazione finora
- DPR Guidelines N Procedures For The Design Construction Operation N Maintenance of Oil N Gas Pipeline SysDocumento39 pagineDPR Guidelines N Procedures For The Design Construction Operation N Maintenance of Oil N Gas Pipeline SysShyBokx75% (4)