Potrebbero piacerti anche
- AlcaldesasPeruDocumento24 pagineAlcaldesasPeruMayaribe Vasquez MattaNessuna valutazione finora
- ComunicDocumento1 paginaComunicMayaribe Vasquez MattaNessuna valutazione finora
- ComunicDocumento1 paginaComunicMayaribe Vasquez MattaNessuna valutazione finora
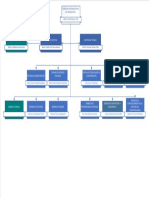
- Organigrama PVDDocumento1 paginaOrganigrama PVDMayaribe Vasquez MattaNessuna valutazione finora
- ComunicDocumento1 paginaComunicMayaribe Vasquez MattaNessuna valutazione finora
- EntrehojasDocumento15 pagineEntrehojasMayaribe Vasquez MattaNessuna valutazione finora
- EtapasEIAConstruccionCamino40Documento5 pagineEtapasEIAConstruccionCamino40Mayaribe Vasquez MattaNessuna valutazione finora
- 07-14-2019 222404 PM Examen FinalDocumento3 pagine07-14-2019 222404 PM Examen FinalMayaribe Vasquez MattaNessuna valutazione finora
- Mejoras infraestructura educativa Lambayeque 2011-2012Documento32 pagineMejoras infraestructura educativa Lambayeque 2011-2012Mayaribe Vasquez MattaNessuna valutazione finora
- 1 Elaborar Flujo de Caja U2Documento2 pagine1 Elaborar Flujo de Caja U2Mary CañadaNessuna valutazione finora
- Influencia de La Luna en La AgriculturaDocumento77 pagineInfluencia de La Luna en La AgriculturaAngel CaravantesNessuna valutazione finora
- Laboratorio de FenomenosDocumento24 pagineLaboratorio de FenomenosFrank Lima GomezNessuna valutazione finora
- Exploración de Vía Biliar 1 2Documento49 pagineExploración de Vía Biliar 1 2Emmanuel NuñezNessuna valutazione finora
- Topografía II Construcciones GeometricasDocumento15 pagineTopografía II Construcciones GeometricasHoracio Gabriel Soto SantiagoNessuna valutazione finora
- Biosíntesis terpenosDocumento4 pagineBiosíntesis terpenosMilagros Kemberly Loza CarrilloNessuna valutazione finora
- Informe Anual 2017 Carvajal Empaques SA PDFDocumento198 pagineInforme Anual 2017 Carvajal Empaques SA PDFErika ValenzuelaNessuna valutazione finora
- Voces Chilenas de Los Reinos Enimal y Vegetal Que Pudieran Incluirse en El Diccionario de La Lengua Castellana........ (1917)Documento158 pagineVoces Chilenas de Los Reinos Enimal y Vegetal Que Pudieran Incluirse en El Diccionario de La Lengua Castellana........ (1917)BibliomaniachilenaNessuna valutazione finora
- SERIAMOS OBJETOSDocumento16 pagineSERIAMOS OBJETOSSueña Desea ObtendrásNessuna valutazione finora
- Informe 5 BioquimicaDocumento9 pagineInforme 5 BioquimicaJorge100% (1)
- 08 Principios de Diseño Urbano Espacio Vital y AmbienteDocumento27 pagine08 Principios de Diseño Urbano Espacio Vital y AmbienteSergio CitalanNessuna valutazione finora
- Matriz IAAS Por ÁreasDocumento156 pagineMatriz IAAS Por ÁreasMartha LaimeNessuna valutazione finora
- Psicosocial y capitalismoDocumento23 paginePsicosocial y capitalismoVerónica LisseNessuna valutazione finora
- Análisis de Los Articulos 10, 11, y 12 Abraham Lovera 26.546.158Documento3 pagineAnálisis de Los Articulos 10, 11, y 12 Abraham Lovera 26.546.158Abraham Hernandez50% (2)
- Pasos Toma 5Documento1 paginaPasos Toma 5jonathan alfaro100% (1)
- Canteras y Rocas OrnamentalesDocumento29 pagineCanteras y Rocas OrnamentalesErnesto Chávez100% (2)
- 2dogrado ComputacionDocumento86 pagine2dogrado ComputacionAlfredo HernandezNessuna valutazione finora
- Informe Promocion Anticipada 2020Documento105 pagineInforme Promocion Anticipada 2020Nardelly olayaNessuna valutazione finora
- Cascada de Chinagüí, un paraíso natural en NariñoDocumento8 pagineCascada de Chinagüí, un paraíso natural en NariñoAlexandra GuerreroNessuna valutazione finora
- Catalogo Ayudas TecnicasDocumento44 pagineCatalogo Ayudas TecnicasRocio Jaramillo Alvarez100% (1)
- Ejercicios vectores y matricesDocumento15 pagineEjercicios vectores y matricesLauraMariaTrujilloNessuna valutazione finora
- Tipo de RocaDocumento22 pagineTipo de RocaJarek Francisco DiazNessuna valutazione finora
- Anexo N°01Documento9 pagineAnexo N°01Crst Keyshy Yura QNessuna valutazione finora
- Historia Santa Faz icono antiguo JesúsDocumento19 pagineHistoria Santa Faz icono antiguo JesúsSissy Villagómez100% (2)
- Un Discurso Sobre Las Ciencias Ensayo (Autoguardado)Documento12 pagineUn Discurso Sobre Las Ciencias Ensayo (Autoguardado)alejandro hernandezNessuna valutazione finora
- Manejo TraumaDocumento2 pagineManejo TraumaJuan Jose Zambrano ValenzuelaNessuna valutazione finora
- Entrega Cronograma y ExamenesDocumento6 pagineEntrega Cronograma y ExamenesAlejandra Minero RamosNessuna valutazione finora
- Elementos Geometricos de Una Curva EspiralDocumento3 pagineElementos Geometricos de Una Curva EspiralWladiland100% (1)
- Guia N°1 7°Documento3 pagineGuia N°1 7°Julio Gomez HernándezNessuna valutazione finora
- Informe Val HuancabambaDocumento24 pagineInforme Val HuancabambaHarold Guerrero MuñozNessuna valutazione finora
- Trastornos de La Consciencia y La AtencionDocumento31 pagineTrastornos de La Consciencia y La AtencionValeria CalderónNessuna valutazione finora