Potrebbero piacerti anche
- Maquina de InyeccionDocumento12 pagineMaquina de InyeccionJuanjo Arriaga50% (2)
- Inyeccion de Materiales Plasticos II - Proceso de Inyeccion de PlasticosDocumento55 pagineInyeccion de Materiales Plasticos II - Proceso de Inyeccion de PlasticosGerman FloresNessuna valutazione finora
- Transformación de materiales termoplásticos. QUIT0209Da EverandTransformación de materiales termoplásticos. QUIT0209Nessuna valutazione finora
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Da EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Nessuna valutazione finora
- INYECCIONDocumento107 pagineINYECCIONLeonardo Javier Ramirez Osorio100% (4)
- Moldeo Por InyecciónDocumento23 pagineMoldeo Por InyecciónLuis BarajasNessuna valutazione finora
- Calcular La Fuerza de Cierre Necesaria para Inyectar El Siguiente Molde en PolicarbonatoDocumento2 pagineCalcular La Fuerza de Cierre Necesaria para Inyectar El Siguiente Molde en Policarbonatojavi_12Nessuna valutazione finora
- Acondicionado de materiales termoplásticos para su transformación. QUIT0209Da EverandAcondicionado de materiales termoplásticos para su transformación. QUIT0209Nessuna valutazione finora
- 02 InyeccionDocumento75 pagine02 InyeccionCarlos Jimenez100% (1)
- Mantenimiento Correctivo Maquina de Inyeccion de PlasticosDocumento5 pagineMantenimiento Correctivo Maquina de Inyeccion de PlasticosMiguel Alvarez100% (1)
- Moldeo Por InyecciónDocumento20 pagineMoldeo Por InyecciónZamir DiazNessuna valutazione finora
- Conformado de Plastico 2Documento55 pagineConformado de Plastico 2Johnnathan Javier MedinaNessuna valutazione finora
- Defectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESDocumento21 pagineDefectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESfabianNessuna valutazione finora
- Capitulo 1 - Ciencia e Ingenieria de Los Materiales PlasticosDocumento58 pagineCapitulo 1 - Ciencia e Ingenieria de Los Materiales Plasticosing_manceraNessuna valutazione finora
- Moldeo Por InyecciónDocumento103 pagineMoldeo Por InyecciónTere Ugalde100% (1)
- Moldes Inyeccion de PlasticoDocumento112 pagineMoldes Inyeccion de PlasticoErnesto Hc100% (1)
- Manual de Una Maquina de Inyeccion de PlasticoDocumento38 pagineManual de Una Maquina de Inyeccion de PlasticoLuis Manuel Càrdenas GarcìaNessuna valutazione finora
- Equipos Periféricos en Inyección de PlásticosDocumento4 pagineEquipos Periféricos en Inyección de Plásticosroman cueva50% (6)
- Manual de Inyeccion de PlasticosDocumento12 pagineManual de Inyeccion de PlasticosMichel Ballares RodríguezNessuna valutazione finora
- InyecciónDocumento10 pagineInyecciónKaty EstradaNessuna valutazione finora
- Capitulo 3 - Proceso de Inyeccion de PlasticosDocumento64 pagineCapitulo 3 - Proceso de Inyeccion de Plasticosing_mancera100% (2)
- Practica Inyeccion de PlasticoDocumento11 paginePractica Inyeccion de PlasticoelkimezsNessuna valutazione finora
- Inyeccion de PlasticoDocumento4 pagineInyeccion de PlasticoEzio JefersonNessuna valutazione finora
- Proceso de InyeccionDocumento166 pagineProceso de InyeccionALFONSO TORRES67% (3)
- Soplado de TermoplasticosDocumento28 pagineSoplado de TermoplasticosLaury Kiryu0% (1)
- Fuerza de CierreDocumento26 pagineFuerza de Cierrearmando rivera100% (3)
- Moldes de InyeccionDocumento45 pagineMoldes de InyeccionOmar Chavez89% (9)
- 4 Montaje de Molde de InyeccionDocumento28 pagine4 Montaje de Molde de InyeccionCarla Valero100% (1)
- MANUALPARTINYPLASDocumento56 pagineMANUALPARTINYPLASLeialias100% (2)
- Curso de Moldeo Por Inyección, Proceso Parámetros PDFDocumento4 pagineCurso de Moldeo Por Inyección, Proceso Parámetros PDFJohn Superdetalle0% (1)
- Boquillas y NúcleosDocumento34 pagineBoquillas y Núcleosbernardo100% (1)
- Manual Inyectora PlasticoDocumento113 pagineManual Inyectora PlasticojorgeNessuna valutazione finora
- Manual Inyeccion Plasticos 11460 CompletoDocumento11 pagineManual Inyeccion Plasticos 11460 CompletoJose Quinto100% (4)
- Calculo de La Fuerza de CierreDocumento2 pagineCalculo de La Fuerza de Cierremelvinmatamoros88% (8)
- TermoformadoDocumento33 pagineTermoformadoCaeel Reyes OlivaresNessuna valutazione finora
- Moldeo de PlásticoDocumento13 pagineMoldeo de PlásticoPaulino Hernández DanielNessuna valutazione finora
- Entrenamiento Moldeo EESDocumento35 pagineEntrenamiento Moldeo EESJorge PerezNessuna valutazione finora
- 01cálculo de La Fuerza de Cierre Necesaria PDFDocumento15 pagine01cálculo de La Fuerza de Cierre Necesaria PDFadilo94Nessuna valutazione finora
- Manual de Inyección de PlásticosDocumento34 pagineManual de Inyección de Plásticosodizes100% (1)
- Fuerza de CierreDocumento5 pagineFuerza de CierreReciclarSANessuna valutazione finora
- Como Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoDocumento2 pagineComo Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoAnonymous i0SMnrO50% (2)
- Análisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasDocumento7 pagineAnálisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasJhon SmithNessuna valutazione finora
- Extrusion y Soplado de PolimerosDocumento7 pagineExtrusion y Soplado de PolimerosJhonatan MontalvoNessuna valutazione finora
- Práctica 6. - Introducción Al Proceso de Inyección de PolímerosDocumento10 paginePráctica 6. - Introducción Al Proceso de Inyección de PolímerosAndy Gabriel García MoscosoNessuna valutazione finora
- Practica 7Documento4 paginePractica 7eclipseazulNessuna valutazione finora
- Maquina Inyectora de PlasticosDocumento17 pagineMaquina Inyectora de Plasticosandressan93Nessuna valutazione finora
- Hallando La Capacidad de InyecciónDocumento12 pagineHallando La Capacidad de Inyecciónantonio humberto egoavilmalmaNessuna valutazione finora
- El Proceso de Inyección de TermoplásticosDocumento3 pagineEl Proceso de Inyección de TermoplásticosMARIAN ANDREA JEREZ VILLAMILNessuna valutazione finora
- Maquinas InyectorasDocumento4 pagineMaquinas InyectorasGerman FloresNessuna valutazione finora
- Lab 4. Inyeccion de PlasticosDocumento18 pagineLab 4. Inyeccion de PlasticosEfrain MachacaNessuna valutazione finora
- Características Técnicas de Las Máquinas de InyecciónDocumento9 pagineCaracterísticas Técnicas de Las Máquinas de InyecciónCarlos Banda RodriguezNessuna valutazione finora
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDa EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNessuna valutazione finora
- Manual de Mantenimiento Preventivo A Máquina Inyectora de PlásticoDocumento15 pagineManual de Mantenimiento Preventivo A Máquina Inyectora de Plásticoedgararevir1234100% (2)
- Informe Final Procesos de ManufacturaDocumento27 pagineInforme Final Procesos de ManufacturaAndrés Pavas BedoyaNessuna valutazione finora
- Actividad 2 Unidad 3Documento9 pagineActividad 2 Unidad 3EDNA GUADALUPE ESCALANTE MORANessuna valutazione finora
- Eamen Contestado 100Documento5 pagineEamen Contestado 100Cesar GallegosNessuna valutazione finora
- Manual para Inyectoras de PlasticoDocumento6 pagineManual para Inyectoras de PlasticoMiguel Morales75% (8)
- Manual para Inyectoras de PlasticoDocumento6 pagineManual para Inyectoras de PlasticoRosanaNessuna valutazione finora
- Sistema de Inyeccion de PlasticosDocumento51 pagineSistema de Inyeccion de PlasticosFreddy Alexander Maldonado Valero100% (3)
- Seccion InformeDocumento1 paginaSeccion InformeMarcoChicaizaNessuna valutazione finora
- EncuestasDocumento13 pagineEncuestasMarcoChicaizaNessuna valutazione finora
- Preparatorio para Analizar Señales de OndaDocumento12 paginePreparatorio para Analizar Señales de OndaMarcoChicaizaNessuna valutazione finora
- Lab 1 Instru EstebanDocumento9 pagineLab 1 Instru EstebanJose PintoNessuna valutazione finora
- Curso JitDocumento19 pagineCurso JitMarcoChicaizaNessuna valutazione finora
- Curso JitDocumento19 pagineCurso JitMarcoChicaizaNessuna valutazione finora
- Informe-Mediciones de Sensibilidad de Sensores k1Documento9 pagineInforme-Mediciones de Sensibilidad de Sensores k1MarcoChicaizaNessuna valutazione finora
- Guía de Práctica Proceso de ConformadoDocumento12 pagineGuía de Práctica Proceso de ConformadoMarcoChicaizaNessuna valutazione finora
- Tipos de EsculturaDocumento23 pagineTipos de EsculturaMarcoChicaizaNessuna valutazione finora
- Tecnicas de La Escultura Global Apreciacion PDFDocumento27 pagineTecnicas de La Escultura Global Apreciacion PDFMarcoChicaizaNessuna valutazione finora
- Tecnicas de La Escultura Global Apreciacion PDFDocumento27 pagineTecnicas de La Escultura Global Apreciacion PDFMarcoChicaizaNessuna valutazione finora
- Calculo de FlechaDocumento6 pagineCalculo de FlechaMarcoChicaizaNessuna valutazione finora
- Planificacion Mi Cuerpo Del 6 Al 10 de Nov. DelfinesDocumento9 paginePlanificacion Mi Cuerpo Del 6 Al 10 de Nov. DelfinesMarcoChicaizaNessuna valutazione finora
- Tecnicas Escultoricas PDFDocumento27 pagineTecnicas Escultoricas PDFMarcoChicaizaNessuna valutazione finora
- El Alcance y Su ImportanciaDocumento3 pagineEl Alcance y Su ImportanciaMarcoChicaizaNessuna valutazione finora
- Ejemplos de La Fase de AnalisisDocumento7 pagineEjemplos de La Fase de AnalisisMarcoChicaizaNessuna valutazione finora
- JustificacionDocumento8 pagineJustificacionMarcoChicaizaNessuna valutazione finora
- Auditiva 4Documento10 pagineAuditiva 4MarcoChicaizaNessuna valutazione finora
- Expo Marca PaísDocumento22 pagineExpo Marca PaísMarcoChicaizaNessuna valutazione finora
- Operaciones Investigacion de CostosDocumento8 pagineOperaciones Investigacion de CostosMarcoChicaizaNessuna valutazione finora
- Flujos de Calor Camara de CombustionDocumento6 pagineFlujos de Calor Camara de CombustionMarcoChicaizaNessuna valutazione finora
- Informe - Canales de Comunicacion Con El ClienteDocumento5 pagineInforme - Canales de Comunicacion Con El ClienteMarcoChicaizaNessuna valutazione finora
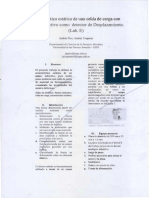
- Característica Estática de Un Sensor de FuerzaDocumento7 pagineCaracterística Estática de Un Sensor de FuerzaMarcoChicaizaNessuna valutazione finora
- MecanismoDocumento20 pagineMecanismoMarcoChicaizaNessuna valutazione finora
- Resistencia A La FatigaDocumento6 pagineResistencia A La FatigaMarcoChicaizaNessuna valutazione finora
- Fundicion en Arena 2Documento13 pagineFundicion en Arena 2MarcoChicaizaNessuna valutazione finora
- DEF. Arenas de ModeoDocumento6 pagineDEF. Arenas de ModeoMarcoChicaizaNessuna valutazione finora
- Resistencia A La FatigaDocumento6 pagineResistencia A La FatigaMarcoChicaizaNessuna valutazione finora
- Resistencia A La FatigaDocumento6 pagineResistencia A La FatigaMarcoChicaizaNessuna valutazione finora
- Equipos de Sostenimieento para Perforaciã N Subterrã Nea y Equipos de Perforaciã N DiamantinaDocumento51 pagineEquipos de Sostenimieento para Perforaciã N Subterrã Nea y Equipos de Perforaciã N DiamantinaLuis Mendieta BrittoNessuna valutazione finora
- Procedimiento Operación VermackDocumento25 pagineProcedimiento Operación VermackRolando Valdivia100% (1)
- 2-1 Controles de EvaporadoresDocumento56 pagine2-1 Controles de Evaporadoresulises445Nessuna valutazione finora
- Tecno 2 GeneralDocumento4 pagineTecno 2 Generaladrian chavNessuna valutazione finora
- 116215Documento172 pagine116215William BergNessuna valutazione finora
- El Uso de Multiplicadores de Lagrange en La Optimizacion de Bombeo Neumatico ContinuoDocumento92 pagineEl Uso de Multiplicadores de Lagrange en La Optimizacion de Bombeo Neumatico ContinuoEfraín GonzálezNessuna valutazione finora
- Spec Fisuras-Comprimido PDFDocumento28 pagineSpec Fisuras-Comprimido PDFÁlvaro Manuel ChorroNessuna valutazione finora
- Instituto Politecnico Nacional: Escuela Superior de Ingenieria Mecanica Y Electrica Unidad AzcapotzalcoDocumento119 pagineInstituto Politecnico Nacional: Escuela Superior de Ingenieria Mecanica Y Electrica Unidad Azcapotzalcoemanuel sandovalNessuna valutazione finora
- Grundfosliterature 145314 PDFDocumento100 pagineGrundfosliterature 145314 PDFLeo MedinaNessuna valutazione finora
- Principios Del Procesado de Los Polímeros. Procesados de PolímerosDocumento17 paginePrincipios Del Procesado de Los Polímeros. Procesados de PolímerosInes ArzaNessuna valutazione finora
- PiasaDocumento45 paginePiasaGuily Quispe SanchezNessuna valutazione finora
- Crown Dryer Cooler Brochure SPANDocumento2 pagineCrown Dryer Cooler Brochure SPANAquilino Torres ArancibiaNessuna valutazione finora
- Ingenieria Inversa Taladro PercutorDocumento18 pagineIngenieria Inversa Taladro PercutorRonald Jair Romero ValeroNessuna valutazione finora
- BNDocumento6 pagineBNKARLANessuna valutazione finora
- Norma Maquinaria Espa OlaDocumento8 pagineNorma Maquinaria Espa OlaEdison QuinapalloNessuna valutazione finora
- Tesis PDFDocumento126 pagineTesis PDFAndreitaDayaraIbañezFloresNessuna valutazione finora
- Agentes EsclerosantesDocumento28 pagineAgentes EsclerosantesGonzález FredyNessuna valutazione finora
- A5-U3 - (Nayely Annette Jimenez Silva)Documento9 pagineA5-U3 - (Nayely Annette Jimenez Silva)Annette Jimenez Silva100% (4)
- Documento Final CompletoDocumento46 pagineDocumento Final Completoraiza cecilia rodriguez bernalNessuna valutazione finora
- Resumen Formación Técnica para ComercialesDocumento6 pagineResumen Formación Técnica para Comercialeshawyn carrilloNessuna valutazione finora
- Info Inyección de PlasticoDocumento4 pagineInfo Inyección de PlasticoGabriela HernándezNessuna valutazione finora
- Introducción A La SimulaciónDocumento15 pagineIntroducción A La SimulaciónBC GonzaloNessuna valutazione finora
- Sellador de Grietas Seal-TiteDocumento21 pagineSellador de Grietas Seal-TiteCarlos DiazNessuna valutazione finora
- Preguntas Choice FinalDocumento150 paginePreguntas Choice FinalJuli MoschetoNessuna valutazione finora
- Recuperación Mejorada de Crudos (PDVSA CIED)Documento78 pagineRecuperación Mejorada de Crudos (PDVSA CIED)Andrés Eduardo Guzmán VelásquezNessuna valutazione finora
- Flujo Natural Grupo D1Documento44 pagineFlujo Natural Grupo D1Diego Alencer Rangel RendonNessuna valutazione finora
- Recuperación Secundaria Por El Método de Inyección de Agua Nombres y Apellidos Código de EstudiantesDocumento54 pagineRecuperación Secundaria Por El Método de Inyección de Agua Nombres y Apellidos Código de EstudiantesCristhian ChaconNessuna valutazione finora
- Informe Final Seminario Mezcladores Estáticos y Dinámicos - H1Documento63 pagineInforme Final Seminario Mezcladores Estáticos y Dinámicos - H1Sharon Osorio CalderonNessuna valutazione finora
- Clase 2511 Parte ADocumento5 pagineClase 2511 Parte AcarlosNessuna valutazione finora
- Molde 1Documento23 pagineMolde 1Jazo Amaya100% (1)