Potrebbero piacerti anche
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDa EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNessuna valutazione finora
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Da EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Nessuna valutazione finora
- Sizing and Rating BLOWDOWN - ExerciseDocumento19 pagineSizing and Rating BLOWDOWN - Exercisepolaris44Nessuna valutazione finora
- Gpsa - M05Documento21 pagineGpsa - M05mobywicaksonoNessuna valutazione finora
- Tutorial PipeFLoDocumento1 paginaTutorial PipeFLohel hel100% (1)
- Heat Loss Insulated PipeDocumento3 pagineHeat Loss Insulated PipeKatie BensonNessuna valutazione finora
- Compressor Stage Pressure - Design & OptimizationDocumento4 pagineCompressor Stage Pressure - Design & OptimizationAshwin ChandaranaNessuna valutazione finora
- GPSA - Methanol Inhibition Rate RevisedDocumento11 pagineGPSA - Methanol Inhibition Rate RevisedrmaganNessuna valutazione finora
- Orifice Plate Showing VenaDocumento6 pagineOrifice Plate Showing VenahugepotatoNessuna valutazione finora
- Flow Meter Sizing MOSDocumento11 pagineFlow Meter Sizing MOSra9622Nessuna valutazione finora
- Samson SizingDocumento1 paginaSamson Sizingเต่า วีไอNessuna valutazione finora
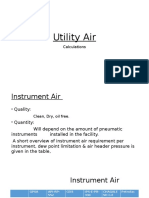
- Instrument AirDocumento9 pagineInstrument AirRaja Ahsan Azan JanjuaNessuna valutazione finora
- Instrument Process Datasheet (IPDS)Documento3 pagineInstrument Process Datasheet (IPDS)Vraja KisoriNessuna valutazione finora
- IntroKGTowerV2 0 PDFDocumento14 pagineIntroKGTowerV2 0 PDFrasyid93Nessuna valutazione finora
- Process Safeguarding - PSE02Documento2 pagineProcess Safeguarding - PSE02Sarfraz AliNessuna valutazione finora
- Comparative Study of Flare Dispersion Modeling MethodologiesDocumento15 pagineComparative Study of Flare Dispersion Modeling MethodologiesLorena DávilaNessuna valutazione finora
- FluidFlow QuestionsDocumento2 pagineFluidFlow Questionssonaldiv100% (2)
- Gpsa 11Documento15 pagineGpsa 11David Cortez PeraltaNessuna valutazione finora
- Korf BrochureDocumento1 paginaKorf Brochurelhphong021191Nessuna valutazione finora
- Dynamic Modeling of Heat Exchanger Tube RaptureDocumento20 pagineDynamic Modeling of Heat Exchanger Tube RaptureRajesh NimmakayalaNessuna valutazione finora
- Control Valves ArrangementDocumento11 pagineControl Valves ArrangementPrasanna kumar subudhi100% (1)
- Orifice Plate Calculator Pressure Drop CalculationDocumento6 pagineOrifice Plate Calculator Pressure Drop Calculationlutfi awnNessuna valutazione finora
- PSV Thermal SizingDocumento16 paginePSV Thermal Sizingahmad santoso0% (1)
- Flare NetDocumento2 pagineFlare NetPetrol SollyNessuna valutazione finora
- Design Basis: Supply of Condensate Stabilization Unit For Mehar GPF Project No. 7005Documento22 pagineDesign Basis: Supply of Condensate Stabilization Unit For Mehar GPF Project No. 7005Muhammad.SaimNessuna valutazione finora
- Pipeline Sizing Calculation For Nitrogen Line: 1.0 G EneralDocumento4 paginePipeline Sizing Calculation For Nitrogen Line: 1.0 G EneralLai HuynhNessuna valutazione finora
- Recommended Fluid Velocities in PipelinesDocumento4 pagineRecommended Fluid Velocities in PipelinesBramJanssen76100% (1)
- Line Sizing Design Basis - General Specification PDFDocumento11 pagineLine Sizing Design Basis - General Specification PDFSaiKumarNessuna valutazione finora
- Aspen FLARENET Getting Started PDFDocumento62 pagineAspen FLARENET Getting Started PDFPankaj AdhikariNessuna valutazione finora
- Joule-Thomson (JT) Assembly: Oil and Gas Process and Production EquipmentDocumento2 pagineJoule-Thomson (JT) Assembly: Oil and Gas Process and Production Equipmentpedro100% (1)
- The Lease Pumper Testing, Treating, and Selling Crude Oil Section B Methods Used To Treat BS&W B-1. Overview of Treating MethodsDocumento4 pagineThe Lease Pumper Testing, Treating, and Selling Crude Oil Section B Methods Used To Treat BS&W B-1. Overview of Treating Methodsgad48050% (2)
- 01 - Fluid FlowDocumento76 pagine01 - Fluid FlowMubarak AhmadNessuna valutazione finora
- Placement Summary For The Year 2018 - 2019 Department of Chemical Engineering - UGDocumento5 paginePlacement Summary For The Year 2018 - 2019 Department of Chemical Engineering - UGBubbleNessuna valutazione finora
- PCV SizingDocumento8 paginePCV SizingKhanh PhamNessuna valutazione finora
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocumento9 pagineCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNessuna valutazione finora
- Valve Sizing SelectionDocumento15 pagineValve Sizing SelectionbariNessuna valutazione finora
- Section 7Documento51 pagineSection 7Asad Khan0% (1)
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDocumento6 pagine4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMNessuna valutazione finora
- M20Documento54 pagineM20Mijail Pérez Miranda100% (1)
- PSV Sizing Report (Fire Case)Documento7 paginePSV Sizing Report (Fire Case)Elias EliasNessuna valutazione finora
- Pressure Safety Valves: Selection, Sizing & DesignDocumento19 paginePressure Safety Valves: Selection, Sizing & DesignAbdulAbdulNessuna valutazione finora
- Input From Simulation Result From Table or Chart AssumptionDocumento31 pagineInput From Simulation Result From Table or Chart AssumptionMohamed Mamdouh AbdelHameed100% (1)
- Gas-Liquid Vertical Separator PDFDocumento2 pagineGas-Liquid Vertical Separator PDFRathish RagooNessuna valutazione finora
- 2017 PE Chemical 11 30 2017Documento2 pagine2017 PE Chemical 11 30 2017reza khNessuna valutazione finora
- Steam Tracing AppendixDocumento13 pagineSteam Tracing AppendixAmin BagheriNessuna valutazione finora
- MPCL Flare KOD Pump 11442-DS-103 - IFC2 18-06-2013Documento2 pagineMPCL Flare KOD Pump 11442-DS-103 - IFC2 18-06-2013zohaib_farooqNessuna valutazione finora
- Calculate Compressed Air ReceiversDocumento1 paginaCalculate Compressed Air ReceiverssgrsthNessuna valutazione finora
- Datasheet For RTD and ThermowellDocumento1 paginaDatasheet For RTD and ThermowellJeshinNessuna valutazione finora
- PRG - GG - GEN - 0001 - R00 - e - Design Pressure N TempeDocumento19 paginePRG - GG - GEN - 0001 - R00 - e - Design Pressure N TempeKorcan ÜnalNessuna valutazione finora
- Restrictive Orifice Calc For Tube FinalDocumento12 pagineRestrictive Orifice Calc For Tube FinalsafaldNessuna valutazione finora
- Air CoolerDocumento15 pagineAir Coolerronny_fernandes363Nessuna valutazione finora
- CHEMCAD 7 User Guide PDFDocumento154 pagineCHEMCAD 7 User Guide PDFadfNessuna valutazione finora
- Chemical Engineering - Fluid Flow Heat Transfer and Mass Transfer - Vol. 1 J. M. Coulson J. F. Richardson J. R. Backhurst and J. H. H-LibreDocumento128 pagineChemical Engineering - Fluid Flow Heat Transfer and Mass Transfer - Vol. 1 J. M. Coulson J. F. Richardson J. R. Backhurst and J. H. H-LibreRafaelMelo-González0% (1)
- KO DrumDocumento3 pagineKO DrumArynda Dimas SadewoNessuna valutazione finora
- Process Designing of Breather ValvesDocumento15 pagineProcess Designing of Breather ValvesGuglielmoNessuna valutazione finora
- Statistics for Process Control Engineers: A Practical ApproachDa EverandStatistics for Process Control Engineers: A Practical ApproachNessuna valutazione finora
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesDa EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNessuna valutazione finora
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Da EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Nessuna valutazione finora
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979Da EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNessuna valutazione finora
- Vapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodDa EverandVapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodNessuna valutazione finora
- Untitled1 PDFDocumento1 paginaUntitled1 PDFmusaveerNessuna valutazione finora
- Hazardous Area Classification - Ifluids EngineeringDocumento15 pagineHazardous Area Classification - Ifluids EngineeringmusaveerNessuna valutazione finora
- Pac Gasxlnc Brochure Rev1-070616 A4 Hires NocropmarksDocumento4 paginePac Gasxlnc Brochure Rev1-070616 A4 Hires NocropmarksmusaveerNessuna valutazione finora
- RVP AnalyserDocumento4 pagineRVP AnalysermusaveerNessuna valutazione finora
- RAL Chart-2Documento5 pagineRAL Chart-2musaveerNessuna valutazione finora
- AlcatelFlyer2033 2066 3Documento2 pagineAlcatelFlyer2033 2066 3Juan FernandezNessuna valutazione finora
- Centrifugal Compressor Construction and TestingDocumento10 pagineCentrifugal Compressor Construction and Testingmusaveer0% (1)
- Fame ArresterDocumento5 pagineFame ArrestermusaveerNessuna valutazione finora
- Untitled1 PDFDocumento1 paginaUntitled1 PDFmusaveerNessuna valutazione finora
- Welding SpecificationsDocumento6 pagineWelding SpecificationsmusaveerNessuna valutazione finora
- Flame Arrester CatalogueDocumento16 pagineFlame Arrester CataloguebramantiyaNessuna valutazione finora
- Straight Lobe CompressorDocumento7 pagineStraight Lobe CompressormusaveerNessuna valutazione finora
- Untitled 1Documento5 pagineUntitled 1musaveerNessuna valutazione finora
- Gas Pressure RegulatorDocumento5 pagineGas Pressure RegulatormusaveerNessuna valutazione finora
- Atmospheric Tank Design CalculationDocumento2 pagineAtmospheric Tank Design CalculationmusaveerNessuna valutazione finora
- Performance CurveDocumento5 paginePerformance CurvemusaveerNessuna valutazione finora
- LPG RecoveryDocumento5 pagineLPG RecoverymusaveerNessuna valutazione finora
- Separator SizingDocumento11 pagineSeparator Sizingmusaveer50% (2)
- Understanding The Colour Coding: Kittiwake Viscotube ReadmeDocumento15 pagineUnderstanding The Colour Coding: Kittiwake Viscotube ReadmemusaveerNessuna valutazione finora
- Journal of Scientific and Engineering Research, 2017, 4 (8) :318-329Documento12 pagineJournal of Scientific and Engineering Research, 2017, 4 (8) :318-329Abdul Hamid DjaelaniNessuna valutazione finora
- Chemical Process Equipment Selection and DesignDocumento7 pagineChemical Process Equipment Selection and DesignMohammad KhNessuna valutazione finora
- J Factor CorelationDocumento1 paginaJ Factor CorelationmusaveerNessuna valutazione finora
- Chemical Process Equipment Selection and DesignDocumento7 pagineChemical Process Equipment Selection and DesignMohammad KhNessuna valutazione finora
- Horizontal Split Case PumpDocumento5 pagineHorizontal Split Case PumpmusaveerNessuna valutazione finora
- Material BalanceDocumento11 pagineMaterial BalancemusaveerNessuna valutazione finora
- Compressed Natural GasDocumento8 pagineCompressed Natural GasmusaveerNessuna valutazione finora
- Gas BoostersDocumento5 pagineGas BoostersmusaveerNessuna valutazione finora
- Centrifugal Compressor Construction and TestingDocumento10 pagineCentrifugal Compressor Construction and Testingmusaveer0% (1)
- Liquid Transfer Vapor RecoveryDocumento7 pagineLiquid Transfer Vapor RecoverymusaveerNessuna valutazione finora
- Compressor Piping SystemDocumento11 pagineCompressor Piping SystemmusaveerNessuna valutazione finora
- Internet of Things For Smart Healthcare: Technologies, Challenges, and OpportunitiesDocumento24 pagineInternet of Things For Smart Healthcare: Technologies, Challenges, and OpportunitiesSriharsha SarmaNessuna valutazione finora
- Communication Systems by S Haykin PDFDocumento2 pagineCommunication Systems by S Haykin PDFAmandaNessuna valutazione finora
- Key Factors For The Pwa Solution: Agam SetiawanDocumento18 pagineKey Factors For The Pwa Solution: Agam SetiawanYsn ArrfNessuna valutazione finora
- Prep4Sure: Real Exam & Prep4Sureexam Is For Well Preparation of It ExamDocumento8 paginePrep4Sure: Real Exam & Prep4Sureexam Is For Well Preparation of It ExamneeloufershaikNessuna valutazione finora
- UWG IT Security PlanDocumento111 pagineUWG IT Security PlanManuel SantanaNessuna valutazione finora
- WellheadDocumento2 pagineWellheadRicardo Paz SoldanNessuna valutazione finora
- Max9691 Max9693Documento12 pagineMax9691 Max9693Frank M CNessuna valutazione finora
- JTM-30C Configuration & User Manual Rev-I PDFDocumento12 pagineJTM-30C Configuration & User Manual Rev-I PDFVladimirs ArzeninovsNessuna valutazione finora
- Project Report On Gym Management SystemDocumento57 pagineProject Report On Gym Management SystemGovind Singh Parihar60% (5)
- Em 1110 1 1000Documento371 pagineEm 1110 1 1000ingaboNessuna valutazione finora
- It Era Final ModuleDocumento103 pagineIt Era Final ModuleLeonso Visto JrNessuna valutazione finora
- Intel Nehalem Core ArchitectureDocumento123 pagineIntel Nehalem Core ArchitecturecomplexsplitNessuna valutazione finora
- Codigo Cummins c-FMI-PID-SID-1Documento35 pagineCodigo Cummins c-FMI-PID-SID-1Claudivan FreitasNessuna valutazione finora
- Er Shutdown For 15.12.21 Rev1Documento8 pagineEr Shutdown For 15.12.21 Rev1Gitesh PatelNessuna valutazione finora
- Andheri WestDocumento60 pagineAndheri WestNikunj VaghasiyaNessuna valutazione finora
- StdlinearcrossDocumento50 pagineStdlinearcrossKostas KitharidisNessuna valutazione finora
- B Msgs Server PDFDocumento806 pagineB Msgs Server PDFsabkhNessuna valutazione finora
- Skin Disease Detection Using Machine LearningDocumento59 pagineSkin Disease Detection Using Machine LearningAnita ThapaNessuna valutazione finora
- Engineering Works (India) : Ideas With InnovationsDocumento8 pagineEngineering Works (India) : Ideas With InnovationschougulenkNessuna valutazione finora
- Cooling Water Pump GearboxDocumento20 pagineCooling Water Pump GearboxAri BinukoNessuna valutazione finora
- Wavekit API For Log Generation PDFDocumento15 pagineWavekit API For Log Generation PDFvpsampathNessuna valutazione finora
- EM 2 Unit 2Documento16 pagineEM 2 Unit 2KeerthiSaha100% (1)
- Authentication GuideDocumento60 pagineAuthentication GuideCon CacNessuna valutazione finora
- Sagiv Nissan CVDocumento2 pagineSagiv Nissan CVSagiv NissanNessuna valutazione finora
- Magnetoelastic Sensors - Status, Commercial Readiness, and OutlookDocumento2 pagineMagnetoelastic Sensors - Status, Commercial Readiness, and OutlookAakash ChopraNessuna valutazione finora
- The Eurovox MAX - The Owners GuideDocumento14 pagineThe Eurovox MAX - The Owners Guideanon-420827Nessuna valutazione finora
- Bharat Sanchar Nigam Limited: Office of The Executive Engineer (Civil) BSNL Civil Division, Imphal - 795001, ManipurDocumento47 pagineBharat Sanchar Nigam Limited: Office of The Executive Engineer (Civil) BSNL Civil Division, Imphal - 795001, Manipurvivekananda sharmaNessuna valutazione finora
- Siemens Bs 240 Bs 241 BrochureDocumento4 pagineSiemens Bs 240 Bs 241 Brochuremegamaster0987654321Nessuna valutazione finora
- Principles of Data VisualizationDocumento2 paginePrinciples of Data VisualizationAAKASHNessuna valutazione finora
- Pap2t Alarm Installation&ProvisioningguideDocumento12 paginePap2t Alarm Installation&ProvisioningguideDavid WormstoneNessuna valutazione finora