Potrebbero piacerti anche
- 5-Axis Double-Flank CNC Machining of Spiral Bevel Gears Via Custom-Shaped Milling Tools - Part IDocumento13 pagine5-Axis Double-Flank CNC Machining of Spiral Bevel Gears Via Custom-Shaped Milling Tools - Part Itmpr6209Nessuna valutazione finora
- Automotive Industries July 1957Documento140 pagineAutomotive Industries July 1957tmpr6209Nessuna valutazione finora
- Bs-pd-6470-1981 The Managment of Design For Economic ProductionDocumento47 pagineBs-pd-6470-1981 The Managment of Design For Economic Productiontmpr6209Nessuna valutazione finora
- JIS B6216-1998 Gear Hobbing Machines - Test Conditions of Accuracy (JP)Documento37 pagineJIS B6216-1998 Gear Hobbing Machines - Test Conditions of Accuracy (JP)tmpr6209Nessuna valutazione finora
- Combining Rough Set and Case Based Reasoning For Process Conditions Selection in Camshaft GrindingDocumento14 pagineCombining Rough Set and Case Based Reasoning For Process Conditions Selection in Camshaft Grindingtmpr6209Nessuna valutazione finora
- Expert Spindle Design SystemDocumento12 pagineExpert Spindle Design Systemtmpr6209Nessuna valutazione finora
- A High Performance CNC Machine For Grinding Camshaft ProfilesDocumento3 pagineA High Performance CNC Machine For Grinding Camshaft Profilestmpr6209Nessuna valutazione finora
- Applicability of " Platform Concept " To Machining Function-Integrated Machine ToolsDocumento12 pagineApplicability of " Platform Concept " To Machining Function-Integrated Machine Toolstmpr6209Nessuna valutazione finora
- Precision in Marine-Gear Manufacture: The Modern ApproachDocumento10 paginePrecision in Marine-Gear Manufacture: The Modern Approachtmpr6209Nessuna valutazione finora
- Establishing Gear Standards For Global TradeDocumento14 pagineEstablishing Gear Standards For Global Tradetmpr6209Nessuna valutazione finora
- Laser Measurement and Ballbar Diagnosis For Motion SystemsDocumento40 pagineLaser Measurement and Ballbar Diagnosis For Motion Systemstmpr6209Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Wind EnergyDocumento6 pagineWind Energyshadan ameenNessuna valutazione finora
- TX Set 1 Income TaxDocumento6 pagineTX Set 1 Income TaxMarielle CastañedaNessuna valutazione finora
- Chapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationDocumento16 pagineChapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationSarmila MahendranNessuna valutazione finora
- ECON Value of The FirmDocumento4 pagineECON Value of The FirmDomsNessuna valutazione finora
- Sample Property Management AgreementDocumento13 pagineSample Property Management AgreementSarah TNessuna valutazione finora
- UKIERI Result Announcement-1Documento2 pagineUKIERI Result Announcement-1kozhiiiNessuna valutazione finora
- Peter Wilkinson CV 1Documento3 paginePeter Wilkinson CV 1larry3108Nessuna valutazione finora
- Analytical DataDocumento176 pagineAnalytical DataAsep KusnaliNessuna valutazione finora
- Organisation Study Report On Star PVC PipesDocumento16 pagineOrganisation Study Report On Star PVC PipesViswa Keerthi100% (1)
- L-1 Linear Algebra Howard Anton Lectures Slides For StudentDocumento19 pagineL-1 Linear Algebra Howard Anton Lectures Slides For StudentHasnain AbbasiNessuna valutazione finora
- EWAIRDocumento1 paginaEWAIRKissy AndarzaNessuna valutazione finora
- 2.8 V6 5V (Aha & Atq)Documento200 pagine2.8 V6 5V (Aha & Atq)Vladimir Socin ShakhbazyanNessuna valutazione finora
- Death Without A SuccessorDocumento2 pagineDeath Without A Successorilmanman16Nessuna valutazione finora
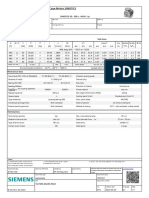
- 1LE1503-2AA43-4AA4 Datasheet enDocumento1 pagina1LE1503-2AA43-4AA4 Datasheet enAndrei LupuNessuna valutazione finora
- Fundamental of Investment Unit 5Documento8 pagineFundamental of Investment Unit 5commers bengali ajNessuna valutazione finora
- 01-Azeotropic Distillation (IL Chien)Documento35 pagine01-Azeotropic Distillation (IL Chien)Shivam Vinoth100% (1)
- Indian Institute of Management KozhikodeDocumento5 pagineIndian Institute of Management KozhikodepranaliNessuna valutazione finora
- Civil Aeronautics BoardDocumento2 pagineCivil Aeronautics BoardJayson AlvaNessuna valutazione finora
- Hardened Concrete - Methods of Test: Indian StandardDocumento16 pagineHardened Concrete - Methods of Test: Indian StandardjitendraNessuna valutazione finora
- Tech Letter-NFPA 54 To Include Bonding 8-08Documento2 pagineTech Letter-NFPA 54 To Include Bonding 8-08gl lugaNessuna valutazione finora
- Part E EvaluationDocumento9 paginePart E EvaluationManny VasquezNessuna valutazione finora
- Rencana Pembelajaran Semester Sistem Navigasi ElektronikDocumento16 pagineRencana Pembelajaran Semester Sistem Navigasi ElektronikLastri AniNessuna valutazione finora
- Expert Business Analyst Darryl Cropper Seeks New OpportunityDocumento8 pagineExpert Business Analyst Darryl Cropper Seeks New OpportunityRajan GuptaNessuna valutazione finora
- Tata Group's Global Expansion and Business StrategiesDocumento23 pagineTata Group's Global Expansion and Business Strategiesvgl tamizhNessuna valutazione finora
- 3DS MAX SYLLABUSDocumento8 pagine3DS MAX SYLLABUSKannan RajaNessuna valutazione finora
- Banas Dairy ETP Training ReportDocumento38 pagineBanas Dairy ETP Training ReportEagle eye0% (2)
- Cib DC22692Documento16 pagineCib DC22692Ashutosh SharmaNessuna valutazione finora
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Documento13 pagineTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCNessuna valutazione finora
- Theme Meal ReportDocumento10 pagineTheme Meal Reportapi-434982019Nessuna valutazione finora
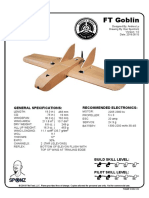
- FT Goblin Full SizeDocumento7 pagineFT Goblin Full SizeDeakon Frost100% (1)