Potrebbero piacerti anche
- Why File A Ucc1Documento10 pagineWhy File A Ucc1kbarn389100% (4)
- IFR CalculationDocumento15 pagineIFR CalculationSachin5586Nessuna valutazione finora
- Rule 22 Computation of Time Civil ProcedureDocumento4 pagineRule 22 Computation of Time Civil ProcedureregninNessuna valutazione finora
- Risk Response PlanDocumento8 pagineRisk Response Planapi-639207174Nessuna valutazione finora
- Contract Management Flowchart 2Documento2 pagineContract Management Flowchart 2bakabakaNessuna valutazione finora
- Communications Plan D. GrantDocumento10 pagineCommunications Plan D. Grantjay alsopNessuna valutazione finora
- Job Interview Score Sheet Animal TechDocumento2 pagineJob Interview Score Sheet Animal TechphilipsonNessuna valutazione finora
- Mixing and Agitation 93851 - 10 ADocumento19 pagineMixing and Agitation 93851 - 10 Aakarcz6731Nessuna valutazione finora
- AHPDocumento15 pagineAHPdaimon_pNessuna valutazione finora
- Developing Occupational Health and Safety Policies and Programs - Service NLDocumento6 pagineDeveloping Occupational Health and Safety Policies and Programs - Service NLNithin George Micheal AreeparambilNessuna valutazione finora
- Inspection Request FormDocumento1 paginaInspection Request FormYash SharmaNessuna valutazione finora
- TR - Pipefitting NC IiDocumento75 pagineTR - Pipefitting NC IiVash Leng50% (2)
- EIA ProceduresDocumento66 pagineEIA Proceduresjoiya1001Nessuna valutazione finora
- Eskom ESKOMDocumento58 pagineEskom ESKOMShaun Holder100% (1)
- Criminal Jurisdiction of CourtsDocumento2 pagineCriminal Jurisdiction of Courtsjessi berNessuna valutazione finora
- RA 3019 - Anti-Graft and Corrupt Practices ActDocumento5 pagineRA 3019 - Anti-Graft and Corrupt Practices ActKrister VallenteNessuna valutazione finora
- Philippine Ports AuthorityDocumento9 paginePhilippine Ports AuthorityFarina R. SalvadorNessuna valutazione finora
- Request For Welding TestDocumento1 paginaRequest For Welding TestSyed Mahmud Habibur RahmanNessuna valutazione finora
- Crisis Communication PlanDocumento23 pagineCrisis Communication PlanRachel Matza100% (2)
- Digest Assign1Documento22 pagineDigest Assign1Lady Paul SyNessuna valutazione finora
- Quality Control Procedure Index) - Rev.2Documento3 pagineQuality Control Procedure Index) - Rev.2valent aviolandaNessuna valutazione finora
- Approved External Providers ListDocumento2 pagineApproved External Providers ListMuhammad BabarNessuna valutazione finora
- Better Photography - April 2018 PDFDocumento100 pagineBetter Photography - April 2018 PDFPeter100% (1)
- Crisis Communication Plan: Compiled & Edited by Tina Banner United Way of Marion County, Florida 2007Documento28 pagineCrisis Communication Plan: Compiled & Edited by Tina Banner United Way of Marion County, Florida 2007Prasanna NandakumarNessuna valutazione finora
- Total Quality Management 2Documento9 pagineTotal Quality Management 2Syed Muhammad UmairNessuna valutazione finora
- S. I. 268 of 2018 Environmental Management Hazardous SubDocumento78 pagineS. I. 268 of 2018 Environmental Management Hazardous SubMoleki NgendaNessuna valutazione finora
- New Purchase RequestDocumento95 pagineNew Purchase RequestMary Jane Katipunan CalumbaNessuna valutazione finora
- Admin Assistant - Job DescriptionDocumento2 pagineAdmin Assistant - Job Descriptiontoffee capituloNessuna valutazione finora
- Communication Management PlannDocumento16 pagineCommunication Management PlannGhina NadiahNessuna valutazione finora
- Lighting and Control Systems CommissioningDocumento1 paginaLighting and Control Systems CommissioningBruno CelisNessuna valutazione finora
- L05-Fate and Transport of Contaminants-No BackgroundDocumento51 pagineL05-Fate and Transport of Contaminants-No BackgroundSupanut M. ChavienghongNessuna valutazione finora
- C M P (P N) : Ommunication Anagement LAN Roject AMEDocumento8 pagineC M P (P N) : Ommunication Anagement LAN Roject AMEArun BungseeNessuna valutazione finora
- Module 3 Construction Project Procurement and Contract ManagementDocumento13 pagineModule 3 Construction Project Procurement and Contract ManagementKej YrastorzaNessuna valutazione finora
- Statutory Construction: Chapter I SummaryDocumento5 pagineStatutory Construction: Chapter I SummaryBrian BalioNessuna valutazione finora
- TOMCO QA-QC Manual Complete Rev 2 Dec 8-08Documento60 pagineTOMCO QA-QC Manual Complete Rev 2 Dec 8-08m_armoutiNessuna valutazione finora
- Compilation ObliconDocumento7 pagineCompilation Obliconkim_santos_20Nessuna valutazione finora
- Republic Act No. 10364Documento14 pagineRepublic Act No. 10364Inah RoblesNessuna valutazione finora
- Tanguilig v. CA - Yap Rolan KlydeDocumento3 pagineTanguilig v. CA - Yap Rolan KlydeRolan Klyde Kho YapNessuna valutazione finora
- Health and Safety Compliance: Form HDocumento1 paginaHealth and Safety Compliance: Form HStanley Ng100% (1)
- RPT Minutes of Meeting Dated 03022017 DDocumento2 pagineRPT Minutes of Meeting Dated 03022017 Dgulatiankur2010Nessuna valutazione finora
- Taguchi Approach To Quality and Cost ImprovementDocumento16 pagineTaguchi Approach To Quality and Cost Improvementgharba putraNessuna valutazione finora
- Go v. CaDocumento2 pagineGo v. CaPrincess Lyn SevillaNessuna valutazione finora
- CRIMLAW2 Art114-122Documento41 pagineCRIMLAW2 Art114-122kate joan madridNessuna valutazione finora
- 002-PDS-CON-008 Method Statement For Material Handling ManualDocumento11 pagine002-PDS-CON-008 Method Statement For Material Handling ManualMalik ZamanNessuna valutazione finora
- Genichi Taguchi and His Contribution To Quality Management: Prepared by Honchar IrynaDocumento7 pagineGenichi Taguchi and His Contribution To Quality Management: Prepared by Honchar IrynaІра ГончарNessuna valutazione finora
- Remedial Law - CRIM PRO (Pros. Centeno)Documento61 pagineRemedial Law - CRIM PRO (Pros. Centeno)Eisley Sarzadilla-GarciaNessuna valutazione finora
- Engineering Consultancy Services Professional Fee StructureDocumento12 pagineEngineering Consultancy Services Professional Fee StructureSuhas SahakariNessuna valutazione finora
- 1A-Engineering Ethics Case StudiesDocumento16 pagine1A-Engineering Ethics Case StudiesDuken Marga100% (1)
- 04 - KickOff Meeting Template - ReadDocumento2 pagine04 - KickOff Meeting Template - ReadmoneymakesworryNessuna valutazione finora
- Progress Report TemplateDocumento6 pagineProgress Report TemplateEzmel KazimNessuna valutazione finora
- Pag-IBIG Housing Loan CalculatorDocumento2 paginePag-IBIG Housing Loan CalculatorkiraNessuna valutazione finora
- Sialkot Solid Waste Management Strategy and Action PlanDocumento54 pagineSialkot Solid Waste Management Strategy and Action PlanGhazanfar Latif0% (1)
- COA 018 Audit Checklist For Coal Operation Health and Safety Management Systems Field Audit2Documento42 pagineCOA 018 Audit Checklist For Coal Operation Health and Safety Management Systems Field Audit2sjarvis5Nessuna valutazione finora
- Lu Hayco Vs CADocumento1 paginaLu Hayco Vs CAUlyssis BangsaraNessuna valutazione finora
- Importance of Traffic ManagementDocumento18 pagineImportance of Traffic ManagementEngr Nissar KakarNessuna valutazione finora
- Tests of Employment Relations (Employee-Employer)Documento2 pagineTests of Employment Relations (Employee-Employer)kareen101786Nessuna valutazione finora
- Traditional Project Management and Agile ComparisonDocumento2 pagineTraditional Project Management and Agile ComparisonUdeshika WanninayakeNessuna valutazione finora
- Flowchart CanvassingDocumento3 pagineFlowchart CanvassingRamon T. Conducto IINessuna valutazione finora
- MOM Inspection FAT Generator Unit 1& 2Documento4 pagineMOM Inspection FAT Generator Unit 1& 2adiarthaprihanantoNessuna valutazione finora
- PWTP2 - QCP 20160908-ADocumento35 paginePWTP2 - QCP 20160908-AgregNessuna valutazione finora
- Facility Solid Waste Handling Equipment PDFDocumento8 pagineFacility Solid Waste Handling Equipment PDFmhaye1405746Nessuna valutazione finora
- Individual Development Plan TemplateDocumento1 paginaIndividual Development Plan TemplateGellian eve OngNessuna valutazione finora
- Changes in Phosphorus and Sediment Oxygen Demand in Coastal Sediments Promoted by Functionalized Oyster Shell Powder As An Oxygen Release CompoundDocumento11 pagineChanges in Phosphorus and Sediment Oxygen Demand in Coastal Sediments Promoted by Functionalized Oyster Shell Powder As An Oxygen Release CompoundZahed AnsaryNessuna valutazione finora
- 1 s2.0 S0016236122018282 MainDocumento12 pagine1 s2.0 S0016236122018282 MainSiddharth SinghNessuna valutazione finora
- MiCOM P54 X - Current Diff Prot Relays - CT RequirementDocumento5 pagineMiCOM P54 X - Current Diff Prot Relays - CT RequirementpayNessuna valutazione finora
- Ultrasil Polymer Housed Varistar Type Ui Intermediate Class Surge Arresters Installation and Maintenance Instructions Mn235001en PDFDocumento12 pagineUltrasil Polymer Housed Varistar Type Ui Intermediate Class Surge Arresters Installation and Maintenance Instructions Mn235001en PDFpayNessuna valutazione finora
- Single Line Diagram PDFDocumento1 paginaSingle Line Diagram PDFpayNessuna valutazione finora
- Network/server Enclosures TS-IT: LCP - Liquid Cooling PackageDocumento1 paginaNetwork/server Enclosures TS-IT: LCP - Liquid Cooling PackagepayNessuna valutazione finora
- 497 F2011 ROC BallotfinalDocumento2 pagine497 F2011 ROC BallotfinalpayNessuna valutazione finora
- Product Manual 04176 (Revision G, 8/2015) : Proact™ Ii Electric Powered Actuator and DriverDocumento33 pagineProduct Manual 04176 (Revision G, 8/2015) : Proact™ Ii Electric Powered Actuator and DriverpayNessuna valutazione finora
- Cooling Tower Basin Heater Control Panel: Installation, Operating, and Maintenance InstructionsDocumento4 pagineCooling Tower Basin Heater Control Panel: Installation, Operating, and Maintenance InstructionspayNessuna valutazione finora
- License Cerberus InfoDocumento2 pagineLicense Cerberus InfopayNessuna valutazione finora
- X012 Designation Code For Power CablesDocumento1 paginaX012 Designation Code For Power CablesDjar NdoethNessuna valutazione finora
- Call Station For Built-In Use in Desk Panels, Housings, Front Plates or On CranesDocumento9 pagineCall Station For Built-In Use in Desk Panels, Housings, Front Plates or On CranespayNessuna valutazione finora
- Op320c CatalogDocumento4 pagineOp320c Catalogpay100% (1)
- Practical Cs Xii Mysql 2022-23 FinalDocumento9 paginePractical Cs Xii Mysql 2022-23 FinalHimanshu GuptaNessuna valutazione finora
- Ds-Module 5 Lecture NotesDocumento12 pagineDs-Module 5 Lecture NotesLeela Krishna MNessuna valutazione finora
- Footing - f1 - f2 - Da RC StructureDocumento42 pagineFooting - f1 - f2 - Da RC StructureFrederickV.VelascoNessuna valutazione finora
- Vernacular ArchitectureDocumento4 pagineVernacular ArchitectureSakthiPriya NacchinarkiniyanNessuna valutazione finora
- Cad Data Exchange StandardsDocumento16 pagineCad Data Exchange StandardskannanvikneshNessuna valutazione finora
- Mitsubishi FanDocumento2 pagineMitsubishi FanKyaw ZawNessuna valutazione finora
- N50-200H-CC Operation and Maintenance Manual 961220 Bytes 01Documento94 pagineN50-200H-CC Operation and Maintenance Manual 961220 Bytes 01ANDRESNessuna valutazione finora
- Settlement Report - 14feb17Documento10 pagineSettlement Report - 14feb17Abdul SalamNessuna valutazione finora
- LavazzaDocumento2 pagineLavazzajendakimNessuna valutazione finora
- Centrifuge ThickeningDocumento8 pagineCentrifuge ThickeningenviroashNessuna valutazione finora
- Pt. Trijaya Agro FoodsDocumento18 paginePt. Trijaya Agro FoodsJie MaNessuna valutazione finora
- Model TB-16Documento20 pagineModel TB-16xuanphuong2710Nessuna valutazione finora
- The Grass Rink Summer Final 2019Documento9 pagineThe Grass Rink Summer Final 2019api-241553699Nessuna valutazione finora
- Chem Resist ChartDocumento13 pagineChem Resist ChartRC LandaNessuna valutazione finora
- Applied Physics (PHY-102) Course OutlineDocumento3 pagineApplied Physics (PHY-102) Course OutlineMuhammad RafayNessuna valutazione finora
- Historical Exchange Rates - OANDA AUD-MYRDocumento1 paginaHistorical Exchange Rates - OANDA AUD-MYRML MLNessuna valutazione finora
- GTA IV Simple Native Trainer v6.5 Key Bindings For SingleplayerDocumento1 paginaGTA IV Simple Native Trainer v6.5 Key Bindings For SingleplayerThanuja DilshanNessuna valutazione finora
- Lego Maps ArtDocumento160 pagineLego Maps ArtВячеслав КозаченкоNessuna valutazione finora
- Dissertation 7 HeraldDocumento3 pagineDissertation 7 HeraldNaison Shingirai PfavayiNessuna valutazione finora
- Britannia Volume 12 Issue 1981 (Doi 10.2307/526240) Michael P. Speidel - Princeps As A Title For 'Ad Hoc' CommandersDocumento8 pagineBritannia Volume 12 Issue 1981 (Doi 10.2307/526240) Michael P. Speidel - Princeps As A Title For 'Ad Hoc' CommandersSteftyraNessuna valutazione finora
- Understanding The Marshall AttackDocumento6 pagineUnderstanding The Marshall Attacks.for.saad8176Nessuna valutazione finora
- Nutrition Great Foods For Getting Vitamins A To K in Your DietDocumento1 paginaNutrition Great Foods For Getting Vitamins A To K in Your DietDhruv DuaNessuna valutazione finora
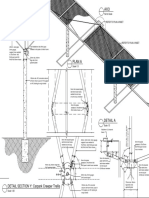
- TrellisDocumento1 paginaTrellisCayenne LightenNessuna valutazione finora
- Lab 2 - Using Wireshark To Examine A UDP DNS Capture Nikola JagustinDocumento6 pagineLab 2 - Using Wireshark To Examine A UDP DNS Capture Nikola Jagustinpoiuytrewq lkjhgfdsaNessuna valutazione finora