Potrebbero piacerti anche
- 1-9-b Ley de WattDocumento7 pagine1-9-b Ley de WattimpresNessuna valutazione finora
- Introduccion A Los MaterialesDocumento16 pagineIntroduccion A Los MaterialesMARIA DANIELA MAYORGA GARCIANessuna valutazione finora
- Formado MecánicoDocumento13 pagineFormado MecánicoVladi HasakiNessuna valutazione finora
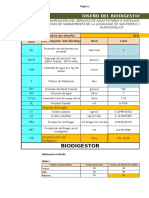
- Calculo BiodigestorDocumento3 pagineCalculo BiodigestorNilo Armando Quispe CcahuinNessuna valutazione finora
- Ensayo de Tracción en MetalesDocumento13 pagineEnsayo de Tracción en MetalesJohn Diego GutierrezNessuna valutazione finora
- Características Software Paramétrico Autodesk InventorDocumento27 pagineCaracterísticas Software Paramétrico Autodesk Inventoralonsorebolledo3Nessuna valutazione finora
- Cuerpo y GestaltDocumento18 pagineCuerpo y GestaltfisiovirNessuna valutazione finora
- Conformado de La Chapa MetalicaDocumento20 pagineConformado de La Chapa MetalicaJonathan Araya Carvajal100% (1)
- Investigacion de Ensayo CharpyDocumento5 pagineInvestigacion de Ensayo CharpydilverNessuna valutazione finora
- Perfilado continuo de metales: introducción al proceso y análisis de deformacionesDocumento18 paginePerfilado continuo de metales: introducción al proceso y análisis de deformacionesFaustino MamaniNessuna valutazione finora
- Fundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionDocumento31 pagineFundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionZendejas Ballesteros RafaelNessuna valutazione finora
- Formacion de La VirutaDocumento31 pagineFormacion de La VirutaTzuika Rios Aranda100% (3)
- Conformado Informe 4 Procesos de Conformado Mecanico Por Flexion y Por CorteDocumento18 pagineConformado Informe 4 Procesos de Conformado Mecanico Por Flexion y Por Cortesantchiago100% (2)
- Aleaciones de TitanioDocumento9 pagineAleaciones de TitanioRoberto Mario VelasquezNessuna valutazione finora
- Procesos en Polimeros PDFDocumento16 pagineProcesos en Polimeros PDFLuisdeGanteNessuna valutazione finora
- Neumatica BasicaDocumento5 pagineNeumatica Basicacristian andres perez nicolaldeNessuna valutazione finora
- Practica CharpyDocumento6 paginePractica CharpyAndrew GuarquilaNessuna valutazione finora
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDa EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNessuna valutazione finora
- PrensadoDocumento16 paginePrensadoAntonio Sánchez100% (1)
- PerfiladoDocumento7 paginePerfiladoArmandoTafNessuna valutazione finora
- Eco-Alternativa Tecnologica para La Obtencion de Silicio y Su Posible Aplicación en Baterias de LitioDocumento12 pagineEco-Alternativa Tecnologica para La Obtencion de Silicio y Su Posible Aplicación en Baterias de LitiojesusNessuna valutazione finora
- Tesis Proyecto de InvestigaciónDocumento76 pagineTesis Proyecto de InvestigaciónHugo CamaraNessuna valutazione finora
- Proceso de Embutido de MetalesDocumento1 paginaProceso de Embutido de Metalesdavid_valdez_83Nessuna valutazione finora
- Unidad 2 Acabado SuperficialDocumento45 pagineUnidad 2 Acabado SuperficialpbravosssNessuna valutazione finora
- Procesos de Manufactura Del MetalDocumento69 pagineProcesos de Manufactura Del MetalPaul Huerta100% (1)
- Procesos de conformado sin arranque de virutaDocumento17 pagineProcesos de conformado sin arranque de virutaMisael LopeezNessuna valutazione finora
- La Alternativa de JesúsDocumento8 pagineLa Alternativa de Jesúsclemente_dc8008Nessuna valutazione finora
- Microestructura fundición Fe-CDocumento6 pagineMicroestructura fundición Fe-CKaren FloresNessuna valutazione finora
- Cerámicos y vidrios: materiales cristalinos y no cristalinosDocumento19 pagineCerámicos y vidrios: materiales cristalinos y no cristalinosalexanderelrusoNessuna valutazione finora
- FotoelasticidadDocumento17 pagineFotoelasticidadAldy Karina50% (2)
- Moldeo y ProyeccionDocumento7 pagineMoldeo y ProyeccionGustavo BermudezNessuna valutazione finora
- TERMOPLASTICOSDocumento8 pagineTERMOPLASTICOSluisito091Nessuna valutazione finora
- Aleaciones FerrosasDocumento11 pagineAleaciones FerrosasCarolinaMaestre100% (1)
- Conceptos Forja, Laminado, ExtrusionDocumento4 pagineConceptos Forja, Laminado, ExtrusionGonzalo Salfate MaldonadoNessuna valutazione finora
- Trabajo en Caliente PDFDocumento9 pagineTrabajo en Caliente PDFNathalie HernandezNessuna valutazione finora
- Soldabilidad de aceros: factores y zonas de uniónDocumento58 pagineSoldabilidad de aceros: factores y zonas de uniónSergio López OrtegaNessuna valutazione finora
- Formacion de VirutaDocumento3 pagineFormacion de Virutaluis revolloNessuna valutazione finora
- Tablas Rugosidad PDFDocumento3 pagineTablas Rugosidad PDFesqeyatevaleNessuna valutazione finora
- Materiales Puros PDFDocumento9 pagineMateriales Puros PDFGustavo RosalesNessuna valutazione finora
- Ensayo de TermofluenciaDocumento3 pagineEnsayo de Termofluencialduran_63Nessuna valutazione finora
- 4 Cinetica RigidosbDocumento31 pagine4 Cinetica RigidosbJean Carlos VillegasNessuna valutazione finora
- Practicas Lab. Materiales No MetalicosDocumento8 paginePracticas Lab. Materiales No MetalicosLuis Andrade0% (1)
- Doblado y CurvadoDocumento14 pagineDoblado y CurvadoDavid EspinosaNessuna valutazione finora
- Mecanizado básico: torneado, fresado, taladrado y roscadoDocumento8 pagineMecanizado básico: torneado, fresado, taladrado y roscadoNelson MendozaNessuna valutazione finora
- Trabajo de Procesos de FabricacionDocumento35 pagineTrabajo de Procesos de Fabricaciondilena406Nessuna valutazione finora
- 06 Extrusión de MetalesDocumento10 pagine06 Extrusión de MetalesfatamariNessuna valutazione finora
- Tema 6 Metales y Aleaciones No FerrosasDocumento61 pagineTema 6 Metales y Aleaciones No FerrosasLuis Jaime GonzalezNessuna valutazione finora
- Tema 5. Laminación de MetalesDocumento108 pagineTema 5. Laminación de MetalesBel CoroNessuna valutazione finora
- SOLDADURA CON HAZ DE ELECTRONES FinalDocumento28 pagineSOLDADURA CON HAZ DE ELECTRONES FinalRey David Castillo VegaNessuna valutazione finora
- Ensayo RockwellDocumento4 pagineEnsayo RockwellLuis AragonNessuna valutazione finora
- LAB. 2 Ensayo de ImpactoDocumento45 pagineLAB. 2 Ensayo de ImpactoAlvaro Zapata RicaldeNessuna valutazione finora
- Acero Inoxidable AISI 304Documento4 pagineAcero Inoxidable AISI 304AntonioNessuna valutazione finora
- Clasificación y tipos de fresadorasDocumento21 pagineClasificación y tipos de fresadorasRagde DesantNessuna valutazione finora
- Fabricación de Cables ElectricosDocumento5 pagineFabricación de Cables ElectricosHiillary Greciia CaroNessuna valutazione finora
- Trabajo en Frio y CalienteDocumento16 pagineTrabajo en Frio y CalienteIkki Ocaña100% (1)
- Microdureza y NanoDocumento31 pagineMicrodureza y NanoRaul SanabriaNessuna valutazione finora
- Relaciones de transmisión por poleasDocumento1 paginaRelaciones de transmisión por poleasLuciano DanieleNessuna valutazione finora
- Preparacion de Moldes Grupo 3Documento15 paginePreparacion de Moldes Grupo 3Jose Castillo BurgosNessuna valutazione finora
- Astm A743Documento3 pagineAstm A743api-26360100Nessuna valutazione finora
- Análisis de mecanismos mediante números complejosDocumento11 pagineAnálisis de mecanismos mediante números complejosEduardo RomoNessuna valutazione finora
- Separata #06 Ley Schmid Ensayos Compresión y DurezaDocumento9 pagineSeparata #06 Ley Schmid Ensayos Compresión y Durezajhon gonzalesNessuna valutazione finora
- Proceso CorteDocumento8 pagineProceso CorteedissonNessuna valutazione finora
- 25 30 PDFDocumento8 pagine25 30 PDFNestorNessuna valutazione finora
- Capitulo II EIA - LEITODocumento12 pagineCapitulo II EIA - LEITOEdwin W Coles C.Nessuna valutazione finora
- Licencia AmbientalDocumento47 pagineLicencia AmbientalEdwin W Coles C.Nessuna valutazione finora
- Calidad en la atención hospitalaria: Estudio de las condiciones de las camillasDocumento35 pagineCalidad en la atención hospitalaria: Estudio de las condiciones de las camillasEdwin W Coles C.Nessuna valutazione finora
- Estructura Funcional de Una Empresa (Autoguardado)Documento10 pagineEstructura Funcional de Una Empresa (Autoguardado)Edwin W Coles C.Nessuna valutazione finora
- La Percepción Del Color - Psicología Básica PDFDocumento10 pagineLa Percepción Del Color - Psicología Básica PDFJosé Antonio ARNessuna valutazione finora
- Diseño y construcción de celdas para seccionadores en aireDocumento4 pagineDiseño y construcción de celdas para seccionadores en aireAndres Felipe Vargas OrtegaNessuna valutazione finora
- Series de Tiempo Q1 2017Documento21 pagineSeries de Tiempo Q1 2017Rodriguez Neva100% (2)
- Catalogo Nuevo Ford RangerDocumento23 pagineCatalogo Nuevo Ford Rangerjose0% (1)
- Trona DuraDocumento15 pagineTrona DurafjavierNessuna valutazione finora
- Tarea de Investigacion 2Documento2 pagineTarea de Investigacion 2Jheferson Juber Calloapaza MamaniNessuna valutazione finora
- Certamen 2 Darras NataliaDocumento10 pagineCertamen 2 Darras NataliaNatalia Fernanda DarrasNessuna valutazione finora
- Escenarios Incomodos El Aprendizaje Sexual Como Actividad Moles Segovia AnaDocumento86 pagineEscenarios Incomodos El Aprendizaje Sexual Como Actividad Moles Segovia AnaEstf TeufelNessuna valutazione finora
- Practica 1 Analisis InstrumentalDocumento5 paginePractica 1 Analisis InstrumentalABISAI RASCON ESTRADANessuna valutazione finora
- Proc D PolmroDocumento45 pagineProc D PolmroBrandon ChapaNessuna valutazione finora
- Fluidos ReinierJimnez PDFDocumento146 pagineFluidos ReinierJimnez PDFCamilo CristanchoNessuna valutazione finora
- 13.2. Fórmulas Capacidad Portante de SuelosDocumento6 pagine13.2. Fórmulas Capacidad Portante de SuelosMarcelo Garcia salamancaNessuna valutazione finora
- Presentación ECOFIT Masterpact MDocumento11 paginePresentación ECOFIT Masterpact MpitarrilloNessuna valutazione finora
- FuncionesDistribuciónProbabilidadTallerDocumento22 pagineFuncionesDistribuciónProbabilidadTallerValentina ChavesNessuna valutazione finora
- Fisicoquimica Practica 2Documento12 pagineFisicoquimica Practica 2Araceli MayeliNessuna valutazione finora
- Algebras de CliffordDocumento68 pagineAlgebras de CliffordRaimundo NetoNessuna valutazione finora
- Vdocuments - MX Roberts Jane Habla Seth IDocumento39 pagineVdocuments - MX Roberts Jane Habla Seth IVictor FunesNessuna valutazione finora
- Actividad 1 Semana 2Documento10 pagineActividad 1 Semana 2Regi PiscoyaNessuna valutazione finora
- Repaso de física conceptual del capítulo 6Documento3 pagineRepaso de física conceptual del capítulo 6Daniel Espinoza33% (3)
- Introducciòn Cono y ArenaDocumento9 pagineIntroducciòn Cono y ArenaOscar Jaime Aviles PumacallahuiNessuna valutazione finora
- Cuestionario 30Documento10 pagineCuestionario 30rodrigo paredes ariasNessuna valutazione finora
- Control RefractariosDocumento4 pagineControl RefractariosLeonardo Paul ZavaletaNessuna valutazione finora
- Mantenimiento de Instalaciones Eléctricas Domiciliarias - 2017-IDocumento13 pagineMantenimiento de Instalaciones Eléctricas Domiciliarias - 2017-IitogamyNessuna valutazione finora
- Ejercicios Mixtos de Repaso de Velocidad, Aceleración y TiempoDocumento10 pagineEjercicios Mixtos de Repaso de Velocidad, Aceleración y TiempoRivera Grupo CienciasNessuna valutazione finora
- Espectrometria Atomica y MolecularDocumento61 pagineEspectrometria Atomica y MolecularDavid Rivas MacasNessuna valutazione finora
- Idf 26125060 Apto El EdenDocumento1 paginaIdf 26125060 Apto El Edenjuan jose saavedraNessuna valutazione finora