Potrebbero piacerti anche
- Perforación Rotativa - 1Documento3 paginePerforación Rotativa - 1Fabrizio ValdezNessuna valutazione finora
- Pirometalurgia MinasDocumento26 paginePirometalurgia MinasPatricio Rojas ValenzuelaNessuna valutazione finora
- AnfoDocumento13 pagineAnfoOmar GrovasNessuna valutazione finora
- Equipos de PerforacionDocumento64 pagineEquipos de PerforacionJhosimar Montes LazoNessuna valutazione finora
- Resumen Hornos de FusionDocumento10 pagineResumen Hornos de FusionDennis Guzman GonzalesNessuna valutazione finora
- Tipos de Cortes en MetalesDocumento16 pagineTipos de Cortes en MetalesMagaliRamirezEsteban50% (2)
- Tema 7 - Clasificacion HidraulicaDocumento64 pagineTema 7 - Clasificacion HidraulicaDar FallNessuna valutazione finora
- XCVBNMDocumento34 pagineXCVBNMDilmer Velasquez100% (1)
- Ensayo Jominy LabDocumento8 pagineEnsayo Jominy LabGustavo Andres Farfan MesaNessuna valutazione finora
- 8 - Inyeccion Directa MitsubishiDocumento35 pagine8 - Inyeccion Directa MitsubishiMatias IbarraNessuna valutazione finora
- Tipos de CombustiblesDocumento2 pagineTipos de CombustiblesPK YUNO DELUAYNessuna valutazione finora
- Manual InventorDocumento126 pagineManual InventorAntonio ArcelesNessuna valutazione finora
- Informe # 3. MoldeadoDocumento9 pagineInforme # 3. MoldeadoPepiurisNessuna valutazione finora
- Sedimentacion DefinitivoDocumento36 pagineSedimentacion DefinitivoPablo Moreno ReolidNessuna valutazione finora
- Bulldozers ResumenDocumento7 pagineBulldozers ResumenLuís G. MorenoNessuna valutazione finora
- Blind Hole Casi ListoDocumento11 pagineBlind Hole Casi ListoFabián Alexis Serrano Pinochet100% (1)
- Electro Refinación Del Cobre RecicladoDocumento26 pagineElectro Refinación Del Cobre RecicladoVelázquez Aguilar Alan IgnacioNessuna valutazione finora
- Cuestionario de SoldaduraDocumento5 pagineCuestionario de Soldaduranando maow100% (1)
- Fabricacion de Electrodos de GrafitoDocumento16 pagineFabricacion de Electrodos de GrafitoCarlos Cerinza Pinzon0% (1)
- Corte y Soldadura de MetalesDocumento29 pagineCorte y Soldadura de MetalesDaniel Arturo PeraltaNessuna valutazione finora
- Ensayo de Dureza Leeb PDFDocumento3 pagineEnsayo de Dureza Leeb PDFDarío Alejandro Pérez JeldesNessuna valutazione finora
- Mantenimiento de HyNDocumento27 pagineMantenimiento de HyNNio LeivNessuna valutazione finora
- Proceso de Fundición Asignación 1Documento35 pagineProceso de Fundición Asignación 1luis castillo marcanoNessuna valutazione finora
- Laboratorio Nº2 GE - Minas - USACH - 2019 PDFDocumento37 pagineLaboratorio Nº2 GE - Minas - USACH - 2019 PDFEveLyn ReyesNessuna valutazione finora
- Junta DresserDocumento5 pagineJunta DresserjdeloyolaNessuna valutazione finora
- Emulex 1Documento3 pagineEmulex 1Brendita Cortez100% (1)
- Frenos de Disco GDI MOTORSDocumento44 pagineFrenos de Disco GDI MOTORSIsaiasNessuna valutazione finora
- Presentación SinterizaciónDocumento17 paginePresentación SinterizaciónVíctor H. Flores Mamani100% (1)
- Metodos de Explotacion Subterranea ExpoDocumento16 pagineMetodos de Explotacion Subterranea ExpoFranklin Coronado ChàvezNessuna valutazione finora
- Tema 4 Procesos Abrasivos - Esmerilado PDFDocumento14 pagineTema 4 Procesos Abrasivos - Esmerilado PDFMarwin BenavidesNessuna valutazione finora
- Dolomita 1.1Documento14 pagineDolomita 1.1Karen LucianoNessuna valutazione finora
- Limpieza ElectroquímicaDocumento9 pagineLimpieza ElectroquímicaLeonardo AgüeroNessuna valutazione finora
- Document PDFDocumento20 pagineDocument PDFLautaro JofreNessuna valutazione finora
- Características, Formaciones, Ubicación y Litología de La Riodacita, Esquistos, Neis y GranitoDocumento36 pagineCaracterísticas, Formaciones, Ubicación y Litología de La Riodacita, Esquistos, Neis y GranitoJAVIER ESTEBAN NEIRA CAMACHONessuna valutazione finora
- Ing Mecan Automotriz y Autotronica PDFDocumento2 pagineIng Mecan Automotriz y Autotronica PDFCriss Archivos DUOCNessuna valutazione finora
- Manual para La Construcción de Túneles Mineros en RocasDocumento166 pagineManual para La Construcción de Túneles Mineros en RocasANGIE2127Nessuna valutazione finora
- Manipulación de ExplosivosDocumento8 pagineManipulación de ExplosivosElias AngelNessuna valutazione finora
- Chimeneas Con AlimakDocumento6 pagineChimeneas Con AlimakJorge PomaNessuna valutazione finora
- LAB.8 - Moldeo en Cascara (Shell Molding) PDFDocumento11 pagineLAB.8 - Moldeo en Cascara (Shell Molding) PDFTeo ZapataNessuna valutazione finora
- Los Efectos de Los Elementos de Aleación en El CobreDocumento10 pagineLos Efectos de Los Elementos de Aleación en El CobreVeLuisNessuna valutazione finora
- Teoría de Lerchs GrossmanDocumento11 pagineTeoría de Lerchs GrossmanLex Cordova PerezNessuna valutazione finora
- ANFODocumento4 pagineANFOFractNessuna valutazione finora
- Trabajo Final de FundicionDocumento41 pagineTrabajo Final de FundicionJean Paul Villa RealNessuna valutazione finora
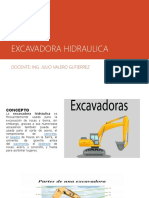
- Excavadora HidraulicaDocumento18 pagineExcavadora HidraulicaRonaldValeroLedesmaNessuna valutazione finora
- Accion de Control ProporcionalDocumento16 pagineAccion de Control Proporcionaldanisaiz01100% (1)
- Fundamentos de NeumaticaDocumento95 pagineFundamentos de NeumaticaELECTRONICA Y AUTOMATIZACION AQPNessuna valutazione finora
- Soldadura MigDocumento73 pagineSoldadura Migpipelon09Nessuna valutazione finora
- COMPRESORES para ImprimirDocumento12 pagineCOMPRESORES para ImprimirLuis Angel Paitan De la CruzNessuna valutazione finora
- Interferencia de Ondas Polarizadas RoelDocumento2 pagineInterferencia de Ondas Polarizadas RoelRoel Porlles ChavarriaNessuna valutazione finora
- Cromado Unidad II (Clase 02 2017)Documento19 pagineCromado Unidad II (Clase 02 2017)cristian ortizNessuna valutazione finora
- Capítulo 03 Primeros Pasos en Un Análisis de FallasDocumento47 pagineCapítulo 03 Primeros Pasos en Un Análisis de FallasWalterNessuna valutazione finora
- Conformado Plastico de Metales PDFDocumento21 pagineConformado Plastico de Metales PDFspc_2278942Nessuna valutazione finora
- Guia Inspeccion VisualDocumento3 pagineGuia Inspeccion VisualCristian BernalNessuna valutazione finora
- Minado Por Crateres Verticales en Retroceso Trabajo Final (Autoguardado)Documento35 pagineMinado Por Crateres Verticales en Retroceso Trabajo Final (Autoguardado)JISAVANessuna valutazione finora
- Jumbo RadialDocumento3 pagineJumbo Radialfelipe perez huamaniNessuna valutazione finora
- Explosivos y Termoquimica de Explosivos PDFDocumento12 pagineExplosivos y Termoquimica de Explosivos PDFWilber osorio huairaNessuna valutazione finora
- Presentación de Proyectos de Taladros Largos VFDocumento16 paginePresentación de Proyectos de Taladros Largos VFAnonymous oNkt4rKrHnNessuna valutazione finora
- Cerdo ValienteDocumento7 pagineCerdo ValienteJuan CarNessuna valutazione finora
- Forjado EsDocumento14 pagineForjado EsBasilio HuancaNessuna valutazione finora
- Unidad 2 S8 Deformacion Volumétrica - ForjadoDocumento22 pagineUnidad 2 S8 Deformacion Volumétrica - ForjadoMiguel Angel Vilca AdcoNessuna valutazione finora
- Telecomunicaciones I-ModulacionDocumento27 pagineTelecomunicaciones I-ModulacionWendy Santana EncarnacionNessuna valutazione finora
- (FORD) Diagrama de Cableado-TransmisionDocumento2 pagine(FORD) Diagrama de Cableado-TransmisionMaxisys Autel100% (1)
- 2 Rof Rof CeplanDocumento23 pagine2 Rof Rof CeplanPam C. ChaparroNessuna valutazione finora
- INVENTARIO Laptop LENOVO TIC 01Documento4 pagineINVENTARIO Laptop LENOVO TIC 01Antonio Barrios JorgeNessuna valutazione finora
- Cuadernillo de Los NumerosDocumento85 pagineCuadernillo de Los NumeroscristianNessuna valutazione finora
- Lista de Normas NFPA Relacionadas Con Detección y Extinción de IncendioDocumento16 pagineLista de Normas NFPA Relacionadas Con Detección y Extinción de IncendioFausto RomeroNessuna valutazione finora
- Contabilidad 1 Trabajo FinalDocumento8 pagineContabilidad 1 Trabajo FinalRubellys KhrystalNessuna valutazione finora
- Escaleras Fibra de Vidrio-0Documento10 pagineEscaleras Fibra de Vidrio-0Camilo RojasNessuna valutazione finora
- Ficha Práctica de La PlantaDocumento3 pagineFicha Práctica de La PlantaErick Marvin Campos Garcia100% (2)
- Observaciones ARLDocumento13 pagineObservaciones ARLMaryChaparroNessuna valutazione finora
- Clase 1309 Evaluación Formativa EBADocumento44 pagineClase 1309 Evaluación Formativa EBATucto Mariano YaneNessuna valutazione finora
- Balotario Del Curso de NotarialDocumento24 pagineBalotario Del Curso de Notarialsocorro zevallos vilchezNessuna valutazione finora
- Fisica 3 Lab 1Documento26 pagineFisica 3 Lab 1jhonderNessuna valutazione finora
- Parciales - PlanchasDocumento19 pagineParciales - PlanchasCristian TineoNessuna valutazione finora
- Asset-V1 Universidad de Chile+UCH 51+2021 T4+type@asset+block@PROG ARTE Y ESPACIO PUBLICODocumento10 pagineAsset-V1 Universidad de Chile+UCH 51+2021 T4+type@asset+block@PROG ARTE Y ESPACIO PUBLICOAndrea DominguezNessuna valutazione finora
- Trabajo de Archivo 3Documento20 pagineTrabajo de Archivo 3angelie powellNessuna valutazione finora
- ÁREA DE COBERTURA DE ROCIADORES - ContraincendioDocumento13 pagineÁREA DE COBERTURA DE ROCIADORES - ContraincendioTIPAZONessuna valutazione finora
- Manual Generador DFD22Documento3 pagineManual Generador DFD22Manuel CornejoNessuna valutazione finora
- Inversion PrivadaDocumento31 pagineInversion PrivadaArian Pamela CalleNessuna valutazione finora
- Fundamentos Del TornoDocumento35 pagineFundamentos Del Tornometeoro_03019710Nessuna valutazione finora
- Técnicas InmunológicasDocumento18 pagineTécnicas InmunológicasJhonatan QuiñonezNessuna valutazione finora
- Normas de Bioseguridad y Manejo de ResiduosDocumento8 pagineNormas de Bioseguridad y Manejo de ResiduosssucbbaNessuna valutazione finora
- Cuestionario Personal Auxiliar TeatroDocumento4 pagineCuestionario Personal Auxiliar TeatroIrene AtenciaNessuna valutazione finora
- Modelo de PlanificacionDocumento2 pagineModelo de PlanificacionCamilaPlazaNessuna valutazione finora
- Folklore Folklore #11 Las Danzas Del Carnaaval de Oruro (2022)Documento36 pagineFolklore Folklore #11 Las Danzas Del Carnaaval de Oruro (2022)Comité Departamental Etnografía FolkloreNessuna valutazione finora
- Juguemos A Master Chef JuniorDocumento24 pagineJuguemos A Master Chef JuniorRocio MendozaNessuna valutazione finora
- Matriz de Peligros Informe Hoffman Arnulfo Melo Castro Corregida.Documento41 pagineMatriz de Peligros Informe Hoffman Arnulfo Melo Castro Corregida.jas_consaludNessuna valutazione finora
- Para El Uso de La Secadora: Instrucciones DetalladasDocumento56 paginePara El Uso de La Secadora: Instrucciones DetalladasPINTIA GAMINGNessuna valutazione finora
- Formato Prescripcion Personas MoralesDocumento2 pagineFormato Prescripcion Personas MoralesGerko ManriqueNessuna valutazione finora
- Actividades de Respeto y ToleranciaDocumento10 pagineActividades de Respeto y ToleranciaJuanAntonioNessuna valutazione finora