Potrebbero piacerti anche
- Final Quiz - Asme Pcc-2Documento15 pagineFinal Quiz - Asme Pcc-2ajaysharma_100975% (4)
- SAEI Brochure 2020 - FinalDocumento24 pagineSAEI Brochure 2020 - FinalThanapaet RittirutNessuna valutazione finora
- Technical Information Letter: Thermal Engineering Product Service TIL 1108-R1Documento7 pagineTechnical Information Letter: Thermal Engineering Product Service TIL 1108-R1Heryanto SyamNessuna valutazione finora
- F Class Gas Turbine Compressor Water Wash SystemDocumento8 pagineF Class Gas Turbine Compressor Water Wash SystemAbdelaziz Eldeeb100% (1)
- Illustrated Parts Breakdown (GEK 50336)Documento1.072 pagineIllustrated Parts Breakdown (GEK 50336)Yeison DazaNessuna valutazione finora
- Major Process Equipment Maintenance and RepairDa EverandMajor Process Equipment Maintenance and RepairValutazione: 4 su 5 stelle4/5 (4)
- ATS 2010 GE MS6001B Sample Borescope Inspection ReportDocumento47 pagineATS 2010 GE MS6001B Sample Borescope Inspection ReportThanapaet RittirutNessuna valutazione finora
- Igv 7eaDocumento2 pagineIgv 7eaSamir BenabdallahNessuna valutazione finora
- MHPS GT F ClassDocumento9 pagineMHPS GT F Classkp pkNessuna valutazione finora
- Til 1539Documento13 pagineTil 1539Michael JordanNessuna valutazione finora
- Epri 501a-DDocumento154 pagineEpri 501a-DEKKACHAI PRABNAKORN100% (2)
- T 1566Documento5 pagineT 1566Erwin Mauricio Alarcon PradenasNessuna valutazione finora
- 9FA Enhancement Brochure - GEA17570Documento8 pagine9FA Enhancement Brochure - GEA17570Peter_Phee_341Nessuna valutazione finora
- 06 Advanced Technology OfferingsDocumento27 pagine06 Advanced Technology Offeringsatfrost4638Nessuna valutazione finora
- Pivot Arm Turning GearDocumento24 paginePivot Arm Turning Gearoom_tgw100% (1)
- 4Q2005 7EA UsersGrpDocumento19 pagine4Q2005 7EA UsersGrpaxl1Nessuna valutazione finora
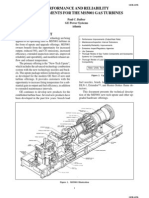
- Performance and Reliability Improvements For The Ms5001 Gas TurbinesDocumento39 paginePerformance and Reliability Improvements For The Ms5001 Gas TurbinesMuhammad Irfan AnwarNessuna valutazione finora
- 1 151125221535 Lva1 App6892Documento40 pagine1 151125221535 Lva1 App6892Darmawan PutrantoNessuna valutazione finora
- Turbinas GEDocumento28 pagineTurbinas GEelbeibiNessuna valutazione finora
- Ger 3928c Uprate Options Ms9001 Heavy Duty Gas TurbineDocumento58 pagineGer 3928c Uprate Options Ms9001 Heavy Duty Gas Turbineamir moniriNessuna valutazione finora
- Advanced Sgt6-5000F Development: 09-IAGT-202Documento18 pagineAdvanced Sgt6-5000F Development: 09-IAGT-202Ronald ChavezNessuna valutazione finora
- Proven Solutions GE-EvuletDocumento48 pagineProven Solutions GE-EvuletmohamedhasNessuna valutazione finora
- Gas TurbineDocumento18 pagineGas TurbinenivasssvNessuna valutazione finora
- MS6001FADocumento14 pagineMS6001FAsureshkumar908Nessuna valutazione finora
- GT Frame 9 ManualDocumento102 pagineGT Frame 9 ManualSSC & GSC of LebanonNessuna valutazione finora
- PGT25 G4 02-04-2010Documento2 paginePGT25 G4 02-04-2010Sumanth KaranamNessuna valutazione finora
- Alstom Gas-Turbines-Technical-Performance PDFDocumento2 pagineAlstom Gas-Turbines-Technical-Performance PDFPoull SteeadyNessuna valutazione finora
- 9HA.02 Product Technology January 2019Documento21 pagine9HA.02 Product Technology January 2019Pham Thoi100% (2)
- CDM PDFDocumento3 pagineCDM PDFferas_elnggarNessuna valutazione finora
- GE Frame 9E Turbine Stator and Rotor ConstructionDocumento14 pagineGE Frame 9E Turbine Stator and Rotor ConstructionArashNessuna valutazione finora
- Industrial Gas Turbines - Siemens PDFDocumento8 pagineIndustrial Gas Turbines - Siemens PDFeankiboNessuna valutazione finora
- GE 7FA Flex Seal Upgrade USDocumento2 pagineGE 7FA Flex Seal Upgrade USPeter_Phee_341100% (1)
- Gek 116689Documento32 pagineGek 116689HANessuna valutazione finora
- Ansaldo Energia AE94.2 Upgrading ProjectDocumento20 pagineAnsaldo Energia AE94.2 Upgrading Projectvincent8295547100% (1)
- Siemens Steam TurbinesDocumento3 pagineSiemens Steam TurbinesEdgar Segovia100% (1)
- Presentation EuroturbineDocumento56 paginePresentation EuroturbinetmzNessuna valutazione finora
- T 2055 R 1Documento6 pagineT 2055 R 1srinivasNessuna valutazione finora
- Psib 20150212Documento10 paginePsib 20150212Léandre Ettekri NdriNessuna valutazione finora
- Combustion Turbine Combined Cycle Technology Developments, Reliability Issues, and Related Market Conditions PDFDocumento199 pagineCombustion Turbine Combined Cycle Technology Developments, Reliability Issues, and Related Market Conditions PDFkp pkNessuna valutazione finora
- 3 - Gas Turbine Overview 8.09Documento25 pagine3 - Gas Turbine Overview 8.09Sujeet Kumar100% (1)
- GEK 107568aDocumento25 pagineGEK 107568aTina ValderuedaNessuna valutazione finora
- APA DOC No. 2014 PDFDocumento67 pagineAPA DOC No. 2014 PDFThanapaet RittirutNessuna valutazione finora
- EPRI Combustion Turbine Experience and Intelligence ReportDocumento188 pagineEPRI Combustion Turbine Experience and Intelligence ReportPenjual Air100% (1)
- Til 1509 R4 F-Class Front End (R0, S0, and R1) Compressor InspectionsDocumento9 pagineTil 1509 R4 F-Class Front End (R0, S0, and R1) Compressor InspectionsMichael Sanchez100% (1)
- Feedwater Pump Turbine Controls and Oil System Maintenance Guide PDFDocumento196 pagineFeedwater Pump Turbine Controls and Oil System Maintenance Guide PDFsamsNessuna valutazione finora
- Gea32081a LM6000 - Pa - Us - R1 - LRDocumento1 paginaGea32081a LM6000 - Pa - Us - R1 - LRErik Van GroningenNessuna valutazione finora
- 1 1 PDFDocumento74 pagine1 1 PDFAbigor45Nessuna valutazione finora
- All GTs IntroDocumento119 pagineAll GTs Introsppram100% (1)
- Speedtronic Mark VI Turbine Control System: GE Power SystemsDocumento22 pagineSpeedtronic Mark VI Turbine Control System: GE Power SystemsAli AlhukkeyNessuna valutazione finora
- Technical Information Letter: Ge Power TIL 2445 Product ServiceDocumento4 pagineTechnical Information Letter: Ge Power TIL 2445 Product ServiceMinhajur Rahman100% (1)
- TIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFDocumento5 pagineTIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFManuel L LombarderoNessuna valutazione finora
- 3rd Party PSM Ansaldo - Energia PDFDocumento30 pagine3rd Party PSM Ansaldo - Energia PDFkp pk100% (1)
- Repair Standards For Aero and Industrial Turbine BladesDocumento6 pagineRepair Standards For Aero and Industrial Turbine BladesStanislav Work accountNessuna valutazione finora
- Ger 3620fDocumento34 pagineGer 3620ftechnica100% (1)
- Replacing TurboexpandersDocumento2 pagineReplacing TurboexpandersDevon GuerreroNessuna valutazione finora
- Gas Turbine MaintenanceDocumento47 pagineGas Turbine MaintenanceMohammad Ibnul Hossain100% (1)
- JIP Compressor FoulingDocumento3 pagineJIP Compressor FoulinglvicencioaNessuna valutazione finora
- INFORME DE MTTO jERSONDocumento12 pagineINFORME DE MTTO jERSONJerson MeloNessuna valutazione finora
- Advantages of Aeroderivatives IAGT 206 - Final - PaperDocumento15 pagineAdvantages of Aeroderivatives IAGT 206 - Final - PapermvanzijpNessuna valutazione finora
- SM008 RevA 2005 Motors and Generators Preventive Maintenance Kits LowresDocumento2 pagineSM008 RevA 2005 Motors and Generators Preventive Maintenance Kits LowresKen VikstromNessuna valutazione finora
- Overhaul (Major) : Manual de Operación y MantenimientoDocumento3 pagineOverhaul (Major) : Manual de Operación y Mantenimientozona amrullohNessuna valutazione finora
- GE-turbo Generators PDFDocumento7 pagineGE-turbo Generators PDFMilad MosalmanNessuna valutazione finora
- Aviation Maintenance Technician Handbook—Powerplant (2024): FAA-H-8083-32BDa EverandAviation Maintenance Technician Handbook—Powerplant (2024): FAA-H-8083-32BNessuna valutazione finora
- Gas Turbine BasicsDocumento25 pagineGas Turbine Basicsdnageshm4n244Nessuna valutazione finora
- GT Control For UtilityDocumento13 pagineGT Control For UtilityThanapaet Rittirut100% (1)
- LTSA-Contract Package 2Documento140 pagineLTSA-Contract Package 2adanasporNessuna valutazione finora
- MAN Diesel & Turbo MGT Service AgreementsDocumento8 pagineMAN Diesel & Turbo MGT Service AgreementsThanapaet RittirutNessuna valutazione finora
- Service Agreements: Integrated Global ServicesDocumento8 pagineService Agreements: Integrated Global ServicesThanapaet RittirutNessuna valutazione finora
- Rotec: Gas Turbine MaintenanceDocumento10 pagineRotec: Gas Turbine MaintenanceThanapaet RittirutNessuna valutazione finora
- Six Steps To Successful Repair of GT ComponentsDocumento13 pagineSix Steps To Successful Repair of GT ComponentsThanapaet RittirutNessuna valutazione finora
- Borescope Inspection Management For EngineDocumento7 pagineBorescope Inspection Management For EngineThanapaet RittirutNessuna valutazione finora
- SWA Iris Qualitrol Brochure V2 8 20Documento2 pagineSWA Iris Qualitrol Brochure V2 8 20Thanapaet RittirutNessuna valutazione finora
- Hot Borescoping ProjectDocumento12 pagineHot Borescoping ProjectThanapaet Rittirut100% (1)
- 007-18 Combustion Turbine Borescope Inspection Services For JEADocumento58 pagine007-18 Combustion Turbine Borescope Inspection Services For JEAThanapaet RittirutNessuna valutazione finora
- 7696 - NBK-C2 GT26 (2011) Maintenance Planning After COD Rev.00Documento15 pagine7696 - NBK-C2 GT26 (2011) Maintenance Planning After COD Rev.00Thanapaet RittirutNessuna valutazione finora
- Imtt Bayonne Cogen Inventory 08012018 by TopsDocumento32 pagineImtt Bayonne Cogen Inventory 08012018 by TopsThanapaet RittirutNessuna valutazione finora
- Superb Image Quality: With A Portable VideoscopeDocumento12 pagineSuperb Image Quality: With A Portable VideoscopeThanapaet RittirutNessuna valutazione finora
- 20121E Series10Documento30 pagine20121E Series10Thanapaet RittirutNessuna valutazione finora
- 160 88-Om1Documento162 pagine160 88-Om1vanthe140591Nessuna valutazione finora
- SLB - Jet BlasterDocumento2 pagineSLB - Jet BlasterMahmoud MohamedNessuna valutazione finora
- UntitledDocumento2 pagineUntitledJohnmarc Prince MontanoNessuna valutazione finora
- Iacs Rec 34Documento4 pagineIacs Rec 34Gobinda SinhaNessuna valutazione finora
- Assignment - IDocumento4 pagineAssignment - IchritNessuna valutazione finora
- Corrosion - Electrochemical MethodsDocumento1 paginaCorrosion - Electrochemical MethodsjuegyiNessuna valutazione finora
- Compression 1Documento33 pagineCompression 1KSHITIJ MODINessuna valutazione finora
- EC Syllabus Kerala University (2003 Scheme)Documento57 pagineEC Syllabus Kerala University (2003 Scheme)joyasams75% (4)
- FEA Question BankDocumento6 pagineFEA Question Bankmenmoli2012Nessuna valutazione finora
- Kinetic and Potential EnergyDocumento3 pagineKinetic and Potential EnergyTAE0% (1)
- Cloud Physics Review - Includes Cloud Physics and Cloud DynamicsDocumento5 pagineCloud Physics Review - Includes Cloud Physics and Cloud DynamicsJames WallaceNessuna valutazione finora
- Hybridization: DR Karimah Kassim CHM 475Documento34 pagineHybridization: DR Karimah Kassim CHM 475api-386303659Nessuna valutazione finora
- Solution Notes PDFDocumento33 pagineSolution Notes PDFArun Sharma100% (1)
- Eutectic 19910: A Hard Nickel-Chromium Coating For Resistance To AbrasionDocumento2 pagineEutectic 19910: A Hard Nickel-Chromium Coating For Resistance To AbrasionFactel SANessuna valutazione finora
- Tran Nitta: BittyDocumento5 pagineTran Nitta: BittyNam TranNessuna valutazione finora
- 1.introduction of OrificeDocumento20 pagine1.introduction of OrificeJohn Andre MarianoNessuna valutazione finora
- 121 NLab 6 Molar Mass CO2Documento4 pagine121 NLab 6 Molar Mass CO2GAVIN KURNIAWANNessuna valutazione finora
- Chapter-8 Introduction To Reliefs PDFDocumento18 pagineChapter-8 Introduction To Reliefs PDFgreen goblinNessuna valutazione finora
- Lab 3 - Tensile TestDocumento17 pagineLab 3 - Tensile TestThaneswaran BaluNessuna valutazione finora
- Motion in One DimensionDocumento1 paginaMotion in One DimensionAmanNessuna valutazione finora
- Physics: Pearson EdexcelDocumento32 paginePhysics: Pearson EdexcelApsara WijemuniNessuna valutazione finora
- HSB-H2 Manual 2010Documento78 pagineHSB-H2 Manual 2010Hasan SarfrazNessuna valutazione finora
- How To Inspect A GearboxDocumento13 pagineHow To Inspect A Gearboxkamal arabNessuna valutazione finora
- Is.2720.12.1981.PDF, CU Triaxial CodeDocumento44 pagineIs.2720.12.1981.PDF, CU Triaxial Codesuji91Nessuna valutazione finora
- Bsen1011 3Documento32 pagineBsen1011 3mohamed elmasryNessuna valutazione finora
- Plane Wave Reflection Coefficient From Near Field MeasurementsDocumento7 paginePlane Wave Reflection Coefficient From Near Field MeasurementsraulreyesvillagranaNessuna valutazione finora
- 1.2.d Single Reaction in A PFR With Heat Exchange - Solution.2023Documento9 pagine1.2.d Single Reaction in A PFR With Heat Exchange - Solution.2023Bastien KamaraNessuna valutazione finora
- Montevecchi2018heat Accumulation Prevention in Wire-Arc-Additive-Manufacturing Using Air JetDocumento9 pagineMontevecchi2018heat Accumulation Prevention in Wire-Arc-Additive-Manufacturing Using Air JetGustavo de CastroNessuna valutazione finora
- Dresser-Rand GFC Databook - Gas Field Policies-2Documento29 pagineDresser-Rand GFC Databook - Gas Field Policies-2kistaiNessuna valutazione finora