Potrebbero piacerti anche
- TechnicalDiary SGTPPDocumento45 pagineTechnicalDiary SGTPPJoydev GangulyNessuna valutazione finora
- Steam Turbine: Life Time Calculations and Life Limitings FactorsDocumento38 pagineSteam Turbine: Life Time Calculations and Life Limitings FactorsPPG CoverNessuna valutazione finora
- CalderaDocumento44 pagineCalderaIvan SanchezNessuna valutazione finora
- Modern ControlDocumento16 pagineModern ControlBM100% (1)
- 1aha052263 ADocumento19 pagine1aha052263 ATanmay MajhiNessuna valutazione finora
- ADB (2009) Sustainable Energy Efficiency Development Program PDFDocumento542 pagineADB (2009) Sustainable Energy Efficiency Development Program PDFaanchanNessuna valutazione finora
- Jay Giri (Alstom) PDFDocumento61 pagineJay Giri (Alstom) PDFPrasanth MKNessuna valutazione finora
- Steam Turbine and Its Auxiliary Systems: Course PurposeDocumento19 pagineSteam Turbine and Its Auxiliary Systems: Course PurposeMuhammad luqmanNessuna valutazione finora
- Lecture9 Arm MoocsDocumento14 pagineLecture9 Arm MoocsKommaraju BhavanaNessuna valutazione finora
- Paper 5-CMC Implementation Unchahar PDFDocumento48 paginePaper 5-CMC Implementation Unchahar PDFumeshNessuna valutazione finora
- Turbine Control PINDocumento4 pagineTurbine Control PINAnonymous NwnJNO100% (1)
- Benson BoilerDocumento20 pagineBenson BoilerjigsprajapatiNessuna valutazione finora
- BoilerOpt Overview and Results 7-18-16-UsefulDocumento53 pagineBoilerOpt Overview and Results 7-18-16-Usefultrung2iNessuna valutazione finora
- Steam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down DiagramDocumento5 pagineSteam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down Diagramparthibanemails5779Nessuna valutazione finora
- FT3000 SKF Compact Speed Monitoring and ProtectionDocumento11 pagineFT3000 SKF Compact Speed Monitoring and ProtectionUssamaNessuna valutazione finora
- Turbine & Cooling System: Presented by - AVIJEET PRATAP 07ME12 Iet AgraDocumento28 pagineTurbine & Cooling System: Presented by - AVIJEET PRATAP 07ME12 Iet AgraAd Man GeTig100% (1)
- CONDENSER Air ExtractionDocumento2 pagineCONDENSER Air Extractiontrung2iNessuna valutazione finora
- Otsc - Control Final-BoilerDocumento85 pagineOtsc - Control Final-BoilerKumar100% (1)
- TNEB Thermal Power PlantDocumento107 pagineTNEB Thermal Power Plantvicky_hyd_130% (1)
- ALSTOM Overview: Headquartered in Paris, FranceDocumento7 pagineALSTOM Overview: Headquartered in Paris, Franceprabhu0487Nessuna valutazione finora
- Turbines and GoverningDocumento31 pagineTurbines and GoverningKVV100% (2)
- Installation Checklists 1-2MW-xxHz BBCICL EN r01 D PDFDocumento39 pagineInstallation Checklists 1-2MW-xxHz BBCICL EN r01 D PDFEduardo Jr.Nessuna valutazione finora
- 0000868263Documento611 pagine0000868263Raden MasNessuna valutazione finora
- Paper 6 FRF-lube - Oil - MixingDocumento34 paginePaper 6 FRF-lube - Oil - MixingsoorajssNessuna valutazione finora
- GEK 107568aDocumento25 pagineGEK 107568aTina ValderuedaNessuna valutazione finora
- 1c Low Mass Flux Once Through Boiler Design Application and PDFDocumento52 pagine1c Low Mass Flux Once Through Boiler Design Application and PDFfrlamontNessuna valutazione finora
- Introduction To Steam Seal System of 800Mw Kudgi TurbineDocumento10 pagineIntroduction To Steam Seal System of 800Mw Kudgi TurbineSCEKUDGI 800Nessuna valutazione finora
- Bhel Pipe Color Code-Aa10630 1Documento7 pagineBhel Pipe Color Code-Aa10630 1Vamsikrishna LakamsaniNessuna valutazione finora
- M Tech Industrial AutomationDocumento50 pagineM Tech Industrial AutomationSandra GilbertNessuna valutazione finora
- Turbine Control and Efficiency ImporovementDocumento6 pagineTurbine Control and Efficiency ImporovementUdhayakumar Venkataraman100% (1)
- # AhpDocumento21 pagine# AhprahulNessuna valutazione finora
- List of Wind Turbine ManufacturersDocumento5 pagineList of Wind Turbine ManufacturersplantpowerNessuna valutazione finora
- Project Overview Scotiaaghelek 12Documento55 pagineProject Overview Scotiaaghelek 12Clive RichardsonNessuna valutazione finora
- Hydraulic Pumps - Hydraulic Pump TypesDocumento28 pagineHydraulic Pumps - Hydraulic Pump TypesMohammed Al-OdatNessuna valutazione finora
- Training Report at NFL PanipatDocumento22 pagineTraining Report at NFL PanipatKapil AroraNessuna valutazione finora
- Fgmo Rev WriteupDocumento4 pagineFgmo Rev Writeupsunil100% (1)
- ESPDocumento24 pagineESPparag pariharNessuna valutazione finora
- Final YearDocumento51 pagineFinal YearAnand Kumar0% (1)
- Dunkerque Project Sheet (Alstom and Standardkessel)Documento2 pagineDunkerque Project Sheet (Alstom and Standardkessel)peter34567100% (1)
- Better Fuel Distribution To Improve Combustion During Flexible Load OperationDocumento12 pagineBetter Fuel Distribution To Improve Combustion During Flexible Load OperationRajeswaranNessuna valutazione finora
- C& I For SupercriticalDocumento93 pagineC& I For SupercriticalPrudhvi RajNessuna valutazione finora
- Chapter 9Documento15 pagineChapter 9Harjith Vaibav100% (1)
- 02.SIPP-PP-07-M02 - IFC - 0 - Steam Turbine and Main Valves Installation ProcedureDocumento422 pagine02.SIPP-PP-07-M02 - IFC - 0 - Steam Turbine and Main Valves Installation ProcedureBadr MoutassarefNessuna valutazione finora
- Presentation of Kawasaki FGD and SCR SystemDocumento20 paginePresentation of Kawasaki FGD and SCR Systemjitendrashukla10836Nessuna valutazione finora
- Ads A TG Integral Block Speed B 100 S B 3000 2900 - X T MIN MAX I SDocumento5 pagineAds A TG Integral Block Speed B 100 S B 3000 2900 - X T MIN MAX I SRamakrishnan NatarajanNessuna valutazione finora
- GEECO Enercon Pvt. Limited: Raph - Esp - CFD - Fea - Fes - Testing - TrainingDocumento24 pagineGEECO Enercon Pvt. Limited: Raph - Esp - CFD - Fea - Fes - Testing - TrainingAkasthiyanNessuna valutazione finora
- Security Constrained Economic Disptach: CERC OrderDocumento11 pagineSecurity Constrained Economic Disptach: CERC OrderPRAGNessuna valutazione finora
- Vol III Rev 0Documento871 pagineVol III Rev 0Anonymous nwByj9LNessuna valutazione finora
- ESP - Steag Session 1 Part 1Documento40 pagineESP - Steag Session 1 Part 1bharath attaluriNessuna valutazione finora
- S.No. Components Makes: 1 Grab Cranes - Gantry TypeDocumento4 pagineS.No. Components Makes: 1 Grab Cranes - Gantry TypeHarish KumarNessuna valutazione finora
- Ger 4222a New High Efficiency Simple Cycle Gas Turbine Lms100Documento20 pagineGer 4222a New High Efficiency Simple Cycle Gas Turbine Lms100raghavendran raghuNessuna valutazione finora
- For Information: West Offaly PowerDocumento33 pagineFor Information: West Offaly PowerParlindungan Sihombing100% (1)
- Chapter 1 GeneralDocumento65 pagineChapter 1 GeneralGloria Del Carmen MuñozNessuna valutazione finora
- T10206-DN02-P1ZEN - 860012 FGD Capability Test Procedure - Rev 0Documento13 pagineT10206-DN02-P1ZEN - 860012 FGD Capability Test Procedure - Rev 0Thắng NguyễnNessuna valutazione finora
- Presented By:: SHUBHAM MISHRA (1513231170) Electronics and Communication Branch 4 YearDocumento19 paginePresented By:: SHUBHAM MISHRA (1513231170) Electronics and Communication Branch 4 YearShubham MishraNessuna valutazione finora
- Steam Cycle - OverviewDocumento17 pagineSteam Cycle - OverviewFahrul FauziNessuna valutazione finora
- VUNGANG Training Material-OverallDocumento46 pagineVUNGANG Training Material-OverallHai NguyenNessuna valutazione finora
- Mechanical Equipment List: Engineering, Procurement & Construction of Sulaimanya (Plastic Recycling Factory)Documento5 pagineMechanical Equipment List: Engineering, Procurement & Construction of Sulaimanya (Plastic Recycling Factory)مممصتبهاNessuna valutazione finora
- ACC WadiDocumento56 pagineACC WadiMadhu N SNessuna valutazione finora
- GET Wagon Tippler 2015Documento35 pagineGET Wagon Tippler 2015Mukul VermaNessuna valutazione finora
- Project 2Documento20 pagineProject 2Gamaliel Luna CalderónNessuna valutazione finora
- Memo Additional Information On CFB Fouling Tendency PDFDocumento4 pagineMemo Additional Information On CFB Fouling Tendency PDF95113309Nessuna valutazione finora
- Biogas Calculator TemplateDocumento27 pagineBiogas Calculator TemplateAlex Julian-CooperNessuna valutazione finora
- Interlock Protection Handbook PDFDocumento67 pagineInterlock Protection Handbook PDFarjunsen2009Nessuna valutazione finora
- 21 Sep 2018 120728550P4WRIDMQAnnexureIIIBriefSummaryDocumento4 pagine21 Sep 2018 120728550P4WRIDMQAnnexureIIIBriefSummary730-002 Arun kumarNessuna valutazione finora
- Pipe Conveyor SystemDocumento6 paginePipe Conveyor Systemsurajit81100% (2)
- The Age of Energy GasesDocumento9 pagineThe Age of Energy GasesGotz SonNessuna valutazione finora
- Environment VocabularyDocumento4 pagineEnvironment VocabularyKata C. BaranyiNessuna valutazione finora
- Business Model of Coal India LTDDocumento2 pagineBusiness Model of Coal India LTDKrutikaNessuna valutazione finora
- Analysis of Coal Mill OperationDocumento16 pagineAnalysis of Coal Mill OperationAnonymous knICaxNessuna valutazione finora
- Rectisol Aspen ModelDocumento236 pagineRectisol Aspen ModelXristoforos Tsak100% (1)
- Steel IndustryDocumento38 pagineSteel Industrynaveen pachisia100% (4)
- Obata - Grab Bucket Type Ship UnloaderDocumento20 pagineObata - Grab Bucket Type Ship Unloadertrungnq_ktd97Nessuna valutazione finora
- Global Wood Pellet Market Study-FinalDocumento190 pagineGlobal Wood Pellet Market Study-FinalParjea MariusNessuna valutazione finora
- Corex ProcessDocumento14 pagineCorex Processakhilesh kumar pandeyNessuna valutazione finora
- Lionpak Range of Compression Packings: Issue 1Documento8 pagineLionpak Range of Compression Packings: Issue 1Akilesh AravindakshanNessuna valutazione finora
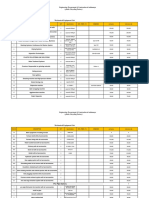
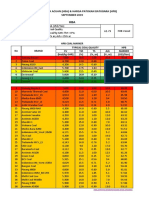
- Harga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) September 2019Documento8 pagineHarga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) September 2019Adnan NstNessuna valutazione finora
- Fuels and CombustionDocumento3 pagineFuels and CombustioncoppernitrateNessuna valutazione finora
- UCG For Power GenerationDocumento52 pagineUCG For Power GenerationVăn Đại - BKHNNessuna valutazione finora
- Natural ReNatural Resources and Associated Problemssources and Associated ProblemsDocumento24 pagineNatural ReNatural Resources and Associated Problemssources and Associated ProblemsAnkur PoddarNessuna valutazione finora
- Technical Proposal - Annexure-CNA3 Coal AnalyserDocumento19 pagineTechnical Proposal - Annexure-CNA3 Coal AnalyserNam HoàngNessuna valutazione finora
- Water Resources, Agriculture, The Environment and SocietyDocumento11 pagineWater Resources, Agriculture, The Environment and SocietyIván SánchezNessuna valutazione finora
- ETHIOPIAN NATIONAL ENERGY POLICY Full 2013Documento54 pagineETHIOPIAN NATIONAL ENERGY POLICY Full 2013EsheFikirNessuna valutazione finora
- Lignites - Their Occurrence, Production and Utilisation PDFDocumento220 pagineLignites - Their Occurrence, Production and Utilisation PDFzmnerNessuna valutazione finora
- Advocacy EssayDocumento8 pagineAdvocacy EssaySamantha SinghaNessuna valutazione finora
- Reference List of Installations in Boiler Plant: S.No Customer ApplicationDocumento3 pagineReference List of Installations in Boiler Plant: S.No Customer ApplicationrajavinugmailcomNessuna valutazione finora
- INDC Comparison: Presented by Nikhil Chaurasia (M1908) Swarup Mishra (M1914) Vishesh Dwivedi (M1918)Documento20 pagineINDC Comparison: Presented by Nikhil Chaurasia (M1908) Swarup Mishra (M1914) Vishesh Dwivedi (M1918)Vishesh DwivediNessuna valutazione finora
- Bituminous and Subbituminous CoalDocumento328 pagineBituminous and Subbituminous Coaltarek ali ahmedNessuna valutazione finora
- AD1015 - Pulverized Coal in Power PlantsDocumento16 pagineAD1015 - Pulverized Coal in Power PlantsNenad JerinicNessuna valutazione finora