Potrebbero piacerti anche
- Nds 2015 BDocumento202 pagineNds 2015 BMurali Krishna Reddy Arikatla91% (11)
- Buried Flexible Pipes: Design Considerations in Applying AS2566 StandardDocumento16 pagineBuried Flexible Pipes: Design Considerations in Applying AS2566 StandardMarco FigueiredoNessuna valutazione finora
- IADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingDocumento15 pagineIADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingJaaTa Da shaanNessuna valutazione finora
- Chapter 12 - Horizontal Directional DrillingDocumento41 pagineChapter 12 - Horizontal Directional Drillingsuperwxr100% (1)
- 1988 Analysis and Design of Single Pole Transmission StructureDocumento12 pagine1988 Analysis and Design of Single Pole Transmission StructureChandara KOEMNessuna valutazione finora
- Steel-Tables 2 PDFDocumento110 pagineSteel-Tables 2 PDFMahmoud AllamNessuna valutazione finora
- IBR Thickness CalculationDocumento17 pagineIBR Thickness Calculationreach_arindomNessuna valutazione finora
- Cantiliver BeamDocumento2 pagineCantiliver Beamreach_arindomNessuna valutazione finora
- Methodology For Definition of Bending Radius and Pullback Force in HDD Operations Danilo Machado L. Da Silva, Marcos V. Rodrigues, Asle Venås Antonio Roberto de MedeirosDocumento8 pagineMethodology For Definition of Bending Radius and Pullback Force in HDD Operations Danilo Machado L. Da Silva, Marcos V. Rodrigues, Asle Venås Antonio Roberto de MedeirosMAHESH CHAND100% (1)
- 2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLDocumento11 pagine2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLnicholas_j_vaughanNessuna valutazione finora
- Area Reinforcement CalculatorDocumento5 pagineArea Reinforcement CalculatorAnonymous Iev5ggSR100% (1)
- 234Documento40 pagine234hakimNessuna valutazione finora
- CG2013 BhelDocumento40 pagineCG2013 BhelPiyush GodseNessuna valutazione finora
- Effect of Time On Pipe RoughnessDocumento11 pagineEffect of Time On Pipe Roughnessmostafa shahrabiNessuna valutazione finora
- Otc 3669 MSDocumento10 pagineOtc 3669 MSanon_401712377Nessuna valutazione finora
- Design Calculation Anchor Flange ASME VIII Div 1Documento4 pagineDesign Calculation Anchor Flange ASME VIII Div 1Dhia SlamaNessuna valutazione finora
- Suction Pile DESIGNDocumento8 pagineSuction Pile DESIGNsami.lahouinyNessuna valutazione finora
- Artigo de Salles - 2017Documento9 pagineArtigo de Salles - 2017Leonardo Pereira SilvaNessuna valutazione finora
- The Concept of Roughness in Uvial Hydraulics and Its Formulation in 1D, 2D and 3D Numerical Simulation ModelsDocumento49 pagineThe Concept of Roughness in Uvial Hydraulics and Its Formulation in 1D, 2D and 3D Numerical Simulation ModelssiwarNessuna valutazione finora
- Numerical Investigation of Turbulent Flow Through Rectangular and Biconvex Shaped Trash RacksDocumento15 pagineNumerical Investigation of Turbulent Flow Through Rectangular and Biconvex Shaped Trash RacksEduardo Carrión C.Nessuna valutazione finora
- Wave Overtopping of Rubble Mound Breakwaters With Crest ElementsDocumento14 pagineWave Overtopping of Rubble Mound Breakwaters With Crest Elementstrn trnNessuna valutazione finora
- ICCE2006 CoeveldEtAl WaveOvertoppingCrestElements PDFDocumento14 pagineICCE2006 CoeveldEtAl WaveOvertoppingCrestElements PDFtrn trnNessuna valutazione finora
- Experiences in Buckling Design of Pipelines Laid On Very Irregular Seabed - Knut TornesDocumento15 pagineExperiences in Buckling Design of Pipelines Laid On Very Irregular Seabed - Knut TornesDavid LimNessuna valutazione finora
- Numerical Investigation of Bend and Torus Flows, Part I Effect of Swirl Motion On Flow Structure in U-BendDocumento14 pagineNumerical Investigation of Bend and Torus Flows, Part I Effect of Swirl Motion On Flow Structure in U-BendSami ur RehmanNessuna valutazione finora
- Structural Design and Experimental Investigation On Lament Wound Toroidal Pressure Vessels-Hu2015Documento3 pagineStructural Design and Experimental Investigation On Lament Wound Toroidal Pressure Vessels-Hu2015Hiến Đinh VănNessuna valutazione finora
- Local and Global Instabilities of Rolled T-Section Columns Under Axial CompressionDocumento42 pagineLocal and Global Instabilities of Rolled T-Section Columns Under Axial CompressionDavyNessuna valutazione finora
- Experiences and Learning Applied To Current Global Buckling Analyses - Emil MaschnerDocumento37 pagineExperiences and Learning Applied To Current Global Buckling Analyses - Emil MaschnerDavid LimNessuna valutazione finora
- Pile Capacity - An Overview - ScienceDirect TopicsDocumento15 paginePile Capacity - An Overview - ScienceDirect TopicssurNessuna valutazione finora
- Ocean Engineering: G. Chortis, A. Askarinejad, L.J. Prendergast, Q. Li, K. GavinDocumento12 pagineOcean Engineering: G. Chortis, A. Askarinejad, L.J. Prendergast, Q. Li, K. GavinSHNessuna valutazione finora
- Yu Et Al-2018-Irrigation and DrainageDocumento12 pagineYu Et Al-2018-Irrigation and DrainageAntonioPiresdeCamargoNessuna valutazione finora
- 1 s2.0 S2352854019300075 MainDocumento7 pagine1 s2.0 S2352854019300075 Mainmanjumv27Nessuna valutazione finora
- Bài Báo 3Documento13 pagineBài Báo 3Lê Văn HòaNessuna valutazione finora
- Haberfield and Collingwood ICE Geotech Engg 159 GE3Documento12 pagineHaberfield and Collingwood ICE Geotech Engg 159 GE3m888braunNessuna valutazione finora
- Box Girder Bridge DesignDocumento7 pagineBox Girder Bridge DesignSharath ChandraNessuna valutazione finora
- Suction Piles: Their Position and Application TodayDocumento6 pagineSuction Piles: Their Position and Application TodayfranciscoerezNessuna valutazione finora
- Journal of Constructional Steel Research: H. Alhendi, M. CelikagDocumento13 pagineJournal of Constructional Steel Research: H. Alhendi, M. CelikagmdkmlNessuna valutazione finora
- OTC 3736 The Spiral Arrestor - A New Buckle Arrestor Design For Offshore PipelinesDocumento6 pagineOTC 3736 The Spiral Arrestor - A New Buckle Arrestor Design For Offshore PipelinesD DeletarNessuna valutazione finora
- Design and Behavior of Reinforced Concrete Pile Caps: A Literature ReviewDocumento12 pagineDesign and Behavior of Reinforced Concrete Pile Caps: A Literature ReviewMikeNessuna valutazione finora
- Tubesheets For U-Tube Heat ExchangersDocumento2 pagineTubesheets For U-Tube Heat Exchangerskinjalpatel12345Nessuna valutazione finora
- Efficient Assumption of Design Variables For Stress Ribbon FootbridgesDocumento11 pagineEfficient Assumption of Design Variables For Stress Ribbon FootbridgesJORGE BARRERANessuna valutazione finora
- Jan05 Tubulars p22 23Documento2 pagineJan05 Tubulars p22 23abegarza1Nessuna valutazione finora
- Johnson 1991Documento16 pagineJohnson 1991falla85Nessuna valutazione finora
- The Performance of A New Blind Bolt For Moment-Resisting ConnectionsDocumento7 pagineThe Performance of A New Blind Bolt For Moment-Resisting ConnectionsnurhishammNessuna valutazione finora
- Optimum Hydraulic Design For Inverted Siphon: January 2008Documento15 pagineOptimum Hydraulic Design For Inverted Siphon: January 2008Shahid PerwezNessuna valutazione finora
- Modeling Flow Turbulence... Comparing Two Nozzles-2015Documento12 pagineModeling Flow Turbulence... Comparing Two Nozzles-2015Ismael CalderonNessuna valutazione finora
- Deflection Control in RCC Beams by Using Mild Steel Strips (An Experimental Investigation)Documento10 pagineDeflection Control in RCC Beams by Using Mild Steel Strips (An Experimental Investigation)Sangeethaasn kaniNessuna valutazione finora
- Experimental Evaluation of Connectors Performance For Modular Double-Skinned Composite Tubular Wind Turbine TowerDocumento17 pagineExperimental Evaluation of Connectors Performance For Modular Double-Skinned Composite Tubular Wind Turbine TowerDavidNessuna valutazione finora
- A Consideration On Intermediate Diaphragm Spacing in Steel BoxDocumento10 pagineA Consideration On Intermediate Diaphragm Spacing in Steel BoxDhimas Surya NegaraNessuna valutazione finora
- Cor OMAE2006 92377Documento9 pagineCor OMAE2006 92377iwanNessuna valutazione finora
- Dynamic Model For Stiff String Torque and DragDocumento16 pagineDynamic Model For Stiff String Torque and DragMOHAMED ALi IBRAHIM HASSANNessuna valutazione finora
- Effect of Time On Pipe Roughness: April 2020Documento11 pagineEffect of Time On Pipe Roughness: April 2020Edgar ChuquipiondoNessuna valutazione finora
- TurbulentPressureDrop PDFDocumento11 pagineTurbulentPressureDrop PDFRajeev PandeyNessuna valutazione finora
- CivilBay Steel Connection Brace ConnectionDocumento12 pagineCivilBay Steel Connection Brace ConnectionMichenerparkNessuna valutazione finora
- 01 4 132Documento5 pagine01 4 132cmkohNessuna valutazione finora
- Evaluation of Load-Displacement Relationships For Non-Slender Monopiles in SandDocumento22 pagineEvaluation of Load-Displacement Relationships For Non-Slender Monopiles in SandH AnimeNessuna valutazione finora
- Engineering Failure Analysis: Ahmed Reda, Ian M. Howard, Gareth L. Forbes, Ibrahim A. Sultan, Kristo Ffer K. MckeeDocumento11 pagineEngineering Failure Analysis: Ahmed Reda, Ian M. Howard, Gareth L. Forbes, Ibrahim A. Sultan, Kristo Ffer K. MckeeRiza SaidNessuna valutazione finora
- Bruton Etal 2006 SPEPFC106847Documento10 pagineBruton Etal 2006 SPEPFC106847Souha Bali100% (1)
- Parametric Study of Castellated Beam With Circular and Diamond Shaped OpeningsDocumento8 pagineParametric Study of Castellated Beam With Circular and Diamond Shaped Openingsvenkata369Nessuna valutazione finora
- Parametric Study of Castellated Beam With Circular and Diamond Shaped OpeningsDocumento8 pagineParametric Study of Castellated Beam With Circular and Diamond Shaped OpeningsSiva GuruNessuna valutazione finora
- Nwofor Isah 2018Documento10 pagineNwofor Isah 2018whalet74Nessuna valutazione finora
- UHB Racheting EffectDocumento12 pagineUHB Racheting EffectkeplieNessuna valutazione finora
- Tapered, Circular TubesDocumento11 pagineTapered, Circular TubesifadacitraNessuna valutazione finora
- Calibration of Eurocode Design Models of Thin-Walled Cylinder Under Bending With Full Scale TestsDocumento13 pagineCalibration of Eurocode Design Models of Thin-Walled Cylinder Under Bending With Full Scale TestsTom MotNessuna valutazione finora
- 3 - Miedema - Drag Embedded Anchor Holding CapacityDocumento30 pagine3 - Miedema - Drag Embedded Anchor Holding Capacitycxb07164100% (1)
- Proofs Pagination IPVP 3734Documento17 pagineProofs Pagination IPVP 3734Hui DaiNessuna valutazione finora
- Unveiling Patterns in The Interaction Between Risers and SeabedDocumento10 pagineUnveiling Patterns in The Interaction Between Risers and SeabedEdgar MicoloNessuna valutazione finora
- International Journal of Solids and Structures: Lin Yuan, Stelios KyriakidesDocumento13 pagineInternational Journal of Solids and Structures: Lin Yuan, Stelios KyriakidesAshish GuptaNessuna valutazione finora
- Understand The Harmonic Analysis and Ensure The Pressure Pulsation Comply With API 674 With PDFDocumento11 pagineUnderstand The Harmonic Analysis and Ensure The Pressure Pulsation Comply With API 674 With PDFreach_arindomNessuna valutazione finora
- 13 Stress Strain 1Documento20 pagine13 Stress Strain 1Razell RuizNessuna valutazione finora
- 1erection Drawing of DM Water Tank - T75.5AB - U-HWS - R2Documento1 pagina1erection Drawing of DM Water Tank - T75.5AB - U-HWS - R2reach_arindomNessuna valutazione finora
- Film Review - Chak de IndiaDocumento2 pagineFilm Review - Chak de Indiareach_arindomNessuna valutazione finora
- Arindom Kundu Language RussianDocumento1 paginaArindom Kundu Language Russianreach_arindomNessuna valutazione finora
- British Steel European Ipe Sections DatasheetDocumento3 pagineBritish Steel European Ipe Sections Datasheetreach_arindomNessuna valutazione finora
- Revised Fire Water Calculation-Pol Depot, Asoj: LPM/M LPM/M LPM/M LPM/M LPM/MDocumento1 paginaRevised Fire Water Calculation-Pol Depot, Asoj: LPM/M LPM/M LPM/M LPM/M LPM/Mreach_arindomNessuna valutazione finora
- Emergency Ramps Reflect Pragmatism After Fatal Runway Overrun IncidentsDocumento8 pagineEmergency Ramps Reflect Pragmatism After Fatal Runway Overrun Incidentsreach_arindomNessuna valutazione finora
- New Microsoft Word DocumentDocumento1 paginaNew Microsoft Word Documentreach_arindomNessuna valutazione finora
- Ibr Acceptable Weld JointDocumento10 pagineIbr Acceptable Weld Jointreach_arindomNessuna valutazione finora
- Arindom Kundu Language ItalianDocumento1 paginaArindom Kundu Language Italianreach_arindomNessuna valutazione finora
- IBR DetailsDocumento10 pagineIBR Detailsreach_arindomNessuna valutazione finora
- Project On Set Up of Day Care CentreDocumento1 paginaProject On Set Up of Day Care Centrereach_arindomNessuna valutazione finora
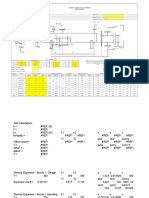
- Exp LoopDocumento37 pagineExp Loopreach_arindomNessuna valutazione finora
- 02 - Heat ExchangersDocumento88 pagine02 - Heat ExchangersDana GuerreroNessuna valutazione finora
- Dyke Sizing CalculationDocumento1 paginaDyke Sizing Calculationreach_arindomNessuna valutazione finora
- Summary of Anchor / Nozzle Movements For Vertical VesselDocumento17 pagineSummary of Anchor / Nozzle Movements For Vertical Vesselreach_arindomNessuna valutazione finora
- Ows Piping Size2BLDocumento3 pagineOws Piping Size2BLreach_arindomNessuna valutazione finora
- Summary of Anchor / Nozzle Movements Heat Exchanger: Harish Toki 12-Jul-02 SA-516-70N 8-3E-7 1 SA-516-70NDocumento18 pagineSummary of Anchor / Nozzle Movements Heat Exchanger: Harish Toki 12-Jul-02 SA-516-70N 8-3E-7 1 SA-516-70Nreach_arindomNessuna valutazione finora
- DummyDocumento12 pagineDummyrajkamal eshwarNessuna valutazione finora
- Bechtel - Use of Startup StrainerDocumento17 pagineBechtel - Use of Startup Strainerreach_arindomNessuna valutazione finora
- ASTM Materials Cross Reference ChartDocumento1 paginaASTM Materials Cross Reference Chartsgm6911Nessuna valutazione finora
- Thermal Expansion Data PDFDocumento4 pagineThermal Expansion Data PDFFabio OkamotoNessuna valutazione finora
- Exloop 3dimDocumento69 pagineExloop 3dimreach_arindomNessuna valutazione finora
- Expansion Loop Formula PDFDocumento1 paginaExpansion Loop Formula PDFreach_arindomNessuna valutazione finora
- Failure theories-IITMDocumento5 pagineFailure theories-IITMsunil_patil_38Nessuna valutazione finora
- Fosroc Polyurea WH 200Documento4 pagineFosroc Polyurea WH 200AdityaVikramVermaNessuna valutazione finora
- MagnatiteDocumento4 pagineMagnatiteNasser AbdNessuna valutazione finora
- Nano Characterization Lecture4Documento30 pagineNano Characterization Lecture4Jhonn Antony Gago ObispoNessuna valutazione finora
- ANSYSd BListDocumento114 pagineANSYSd BListAnonymous nfHBPXz178Nessuna valutazione finora
- ELECTROPHORESIS - Lecture Notes - Complete PDFDocumento19 pagineELECTROPHORESIS - Lecture Notes - Complete PDFRaviIdhayachanderNessuna valutazione finora
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Documento12 pagineCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNessuna valutazione finora
- Cold StretchingDocumento2 pagineCold StretchingAgustin ParadisoNessuna valutazione finora
- Floating and Trunnion Mounted Ball ValvesDocumento24 pagineFloating and Trunnion Mounted Ball ValvesEHT pipeNessuna valutazione finora
- Porg Lec MidtermsDocumento37 paginePorg Lec MidtermsVincent BustamanteNessuna valutazione finora
- Disclosure To Promote The Right To Information: IS 9550 (2001) : Bright Steel Bars (MTD 4: Wrought Steel Products)Documento14 pagineDisclosure To Promote The Right To Information: IS 9550 (2001) : Bright Steel Bars (MTD 4: Wrought Steel Products)anand.bharadwajNessuna valutazione finora
- GC05 - Basic Concepts of Chemical BondingDocumento15 pagineGC05 - Basic Concepts of Chemical BondingVince DulayNessuna valutazione finora
- Article WJPR 1405426296Documento25 pagineArticle WJPR 1405426296Joel Morales PerezNessuna valutazione finora
- Aa 091Documento8 pagineAa 091RamaNessuna valutazione finora
- PDS Product Description Sheet: Unsaturated Polyester ResinDocumento1 paginaPDS Product Description Sheet: Unsaturated Polyester ResinmuhannadNessuna valutazione finora
- Cryo CarDocumento21 pagineCryo CarAnup PatilNessuna valutazione finora
- 4.5 Three Stage Oil-Grit Interceptor - 201804100736435698Documento1 pagina4.5 Three Stage Oil-Grit Interceptor - 201804100736435698bladeliger22Nessuna valutazione finora
- Technical Data Sheet: Item Description Unit Data To Be Filled in by The ContractorDocumento9 pagineTechnical Data Sheet: Item Description Unit Data To Be Filled in by The ContractorFarhan SaitNessuna valutazione finora
- Delamination Repair ProcedureDocumento2 pagineDelamination Repair ProceduregnanasekarNessuna valutazione finora
- Design Guide For Multi-Hole RO Plates With N 3 Holes: February 2016Documento27 pagineDesign Guide For Multi-Hole RO Plates With N 3 Holes: February 2016Enrique RieraNessuna valutazione finora
- The Cell PotentialDocumento6 pagineThe Cell PotentialGuruprasad [4113-20]Nessuna valutazione finora
- Desmodure-Rfe-Tds CROSSLİNKİNG AGENTDocumento2 pagineDesmodure-Rfe-Tds CROSSLİNKİNG AGENTGİZEM DEMİRNessuna valutazione finora
- Bag Filters and EspDocumento16 pagineBag Filters and EspnabeelNessuna valutazione finora
- ASTM D709 Standard Specification For Laminated Thermosetting Materials PDFDocumento34 pagineASTM D709 Standard Specification For Laminated Thermosetting Materials PDFgalvaosilvaNessuna valutazione finora
- Fire Design Example Based On European Standard ENV 1999-2 (Eurocode 9)Documento27 pagineFire Design Example Based On European Standard ENV 1999-2 (Eurocode 9)CORE MaterialsNessuna valutazione finora
- Ball Milling Induced Borophene Flakes FabricationDocumento8 pagineBall Milling Induced Borophene Flakes Fabricationshokhul lutfiNessuna valutazione finora
- JR Et Al. - 2004 - Liquid Armor Protective Fabrics Utilizing Shear Thickening FluidsDocumento9 pagineJR Et Al. - 2004 - Liquid Armor Protective Fabrics Utilizing Shear Thickening FluidsThiago SantosNessuna valutazione finora