Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- OPER312 Exercise5Documento4 pagineOPER312 Exercise5Berk AlbakerNessuna valutazione finora
- Brazil Key Player in Beauty and Personal CareDocumento45 pagineBrazil Key Player in Beauty and Personal CaregabrielraoniNessuna valutazione finora
- Application Form Post 02. Assistant (Bs-15), 03. Stenotypist (Bs-14), 04. Photographer (Bs-13) & 05. Udc (Bs-11)Documento4 pagineApplication Form Post 02. Assistant (Bs-15), 03. Stenotypist (Bs-14), 04. Photographer (Bs-13) & 05. Udc (Bs-11)asad aliNessuna valutazione finora
- C TSCM62 65 Sample QuestionsDocumento7 pagineC TSCM62 65 Sample QuestionsAnand Iyer100% (2)
- Booking Holidays Online: BBC Learning English 6 Minute EnglishDocumento6 pagineBooking Holidays Online: BBC Learning English 6 Minute EnglishMonica. RicardoNessuna valutazione finora
- Literature Review Effects of Demonetization On Retail OutletsDocumento18 pagineLiterature Review Effects of Demonetization On Retail OutletsAniket RoyNessuna valutazione finora
- DRB 2019Documento261 pagineDRB 2019Ratna TazulazharNessuna valutazione finora
- Ifc IdaDocumento10 pagineIfc IdaShyama KakkatNessuna valutazione finora
- Modelo de Datos NorthwindDocumento7 pagineModelo de Datos NorthwindMalena D'IngiannaNessuna valutazione finora
- Group Technology UnitDocumento20 pagineGroup Technology UnitsumanNessuna valutazione finora
- Mosque DetailsDocumento21 pagineMosque DetailsdavinciNessuna valutazione finora
- Case Studies On The Letters of CreditDocumento3 pagineCase Studies On The Letters of Creditomi0855100% (1)
- Aqeeq-Far East - Special DirectDocumento2 pagineAqeeq-Far East - Special DirectRyan DarmawanNessuna valutazione finora
- Assessing ROI On CloudDocumento6 pagineAssessing ROI On CloudLeninNairNessuna valutazione finora
- Change or Die: Inside The Mind of A ConsultantDocumento53 pagineChange or Die: Inside The Mind of A ConsultantAdamNessuna valutazione finora
- Introduction To Engro PakistanDocumento15 pagineIntroduction To Engro Pakistanasfand yar waliNessuna valutazione finora
- Hizon Notes - Transportation Laws (Jarodelyn Mabalot - S Conflicted Copy)Documento120 pagineHizon Notes - Transportation Laws (Jarodelyn Mabalot - S Conflicted Copy)Jimcris Posadas Hermosado100% (1)
- Design Technology Project Booklet - Ver - 8Documento8 pagineDesign Technology Project Booklet - Ver - 8Joanna OlszańskaNessuna valutazione finora
- IFRS Metodo Del Derivado HipoteticoDocumento12 pagineIFRS Metodo Del Derivado HipoteticoEdgar Ramon Guillen VallejoNessuna valutazione finora
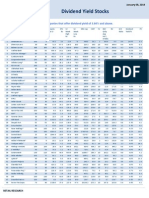
- High Dividend Yield StocksDocumento3 pagineHigh Dividend Yield StockskaizenlifeNessuna valutazione finora
- 1.5 Types of Decision-MakingDocumento12 pagine1.5 Types of Decision-MakingSonam Dema100% (1)
- Grade 8 EMS Classic Ed GuideDocumento41 pagineGrade 8 EMS Classic Ed GuideMartyn Van ZylNessuna valutazione finora
- Module 013 Week005-Statement of Changes in Equity, Accounting Policies, Changes in Accounting Estimates and ErrorsDocumento7 pagineModule 013 Week005-Statement of Changes in Equity, Accounting Policies, Changes in Accounting Estimates and Errorsman ibeNessuna valutazione finora
- Chapter 7 Correction of Errors (II) TestDocumento6 pagineChapter 7 Correction of Errors (II) Test陳韋佳Nessuna valutazione finora
- Relationship Marketing: Challenges For The Organization: Christian Gro NroosDocumento9 pagineRelationship Marketing: Challenges For The Organization: Christian Gro NroosrnaganirmitaNessuna valutazione finora
- Cost Management Process in Construction Industry: Hardeep KumbhaniDocumento8 pagineCost Management Process in Construction Industry: Hardeep KumbhaniGuts GriffithNessuna valutazione finora
- Tutorial - Ex20.2, 20.3 and 20.6 - SolutionsDocumento2 pagineTutorial - Ex20.2, 20.3 and 20.6 - SolutionsCarson WongNessuna valutazione finora
- Stanford Shopping CenterDocumento9 pagineStanford Shopping Centerliz20142014Nessuna valutazione finora
- Initiatives & Bench Marking: Strategy For Approaching Zero Defects For RmgsDocumento30 pagineInitiatives & Bench Marking: Strategy For Approaching Zero Defects For RmgsYogesh SharmaNessuna valutazione finora
- Macroeconomics SlidesDocumento20 pagineMacroeconomics SlidesSantiya SubramaniamNessuna valutazione finora