Potrebbero piacerti anche
- Fase de Definicion - Metodologia Seis SigmaDocumento74 pagineFase de Definicion - Metodologia Seis SigmaEdna Gabriela Ceja SilvaNessuna valutazione finora
- Examen Black Belt 1Documento22 pagineExamen Black Belt 1Oscar ZAmora50% (2)
- Las 5'sDocumento14 pagineLas 5'sAlex Alvarado Vargas100% (1)
- 05 Valor Absoluto de Un Numero Entero EjerciciosDocumento2 pagine05 Valor Absoluto de Un Numero Entero Ejerciciosleonardo goyesNessuna valutazione finora
- Muda Mura MuriDocumento3 pagineMuda Mura Murikikokadola100% (1)
- 2 Trabajo Estandar PDFDocumento30 pagine2 Trabajo Estandar PDFChardin Castillo QuispeNessuna valutazione finora
- APQPDocumento3 pagineAPQPSergioNessuna valutazione finora
- Ejercicios Six SigmaDocumento2 pagineEjercicios Six Sigmaegcaldwell25% (4)
- Manual Msa ResumenDocumento11 pagineManual Msa ResumenruthNessuna valutazione finora
- Ejercicios Bal Línea-Núm Máq-HomDocumento6 pagineEjercicios Bal Línea-Núm Máq-Homreggina castro de casanova0% (1)
- Metodología DMAICDocumento4 pagineMetodología DMAICShanel LamarNessuna valutazione finora
- Ingenieria Del ProductoDocumento36 pagineIngenieria Del Productocarloncho fariaNessuna valutazione finora
- Gage R&R AtributosDocumento5 pagineGage R&R AtributosVeronica OlguinNessuna valutazione finora
- Introduccion A Metodologia DMAIC Lean Six SigmaDocumento59 pagineIntroduccion A Metodologia DMAIC Lean Six SigmaRuben Quistian ZapataNessuna valutazione finora
- Caso de Exito de APQPDocumento10 pagineCaso de Exito de APQPLuis Ángel Cruz PérezNessuna valutazione finora
- PPAPDocumento36 paginePPAPcitaba3045Nessuna valutazione finora
- 20T00864 Matriz Causa EfectoDocumento131 pagine20T00864 Matriz Causa EfectoHenry ReyesNessuna valutazione finora
- EjerciciosDocumento15 pagineEjerciciosJean Rivera100% (2)
- Cartas de ControlDocumento25 pagineCartas de ControlCésar Williams Paima AgurtoNessuna valutazione finora
- 1 Mapa Conceptual Programacion LinealDocumento1 pagina1 Mapa Conceptual Programacion LinealYosselin Galindez100% (3)
- CP CPK CPM CPKDocumento8 pagineCP CPK CPM CPKEmigdio MartinezNessuna valutazione finora
- Formato Gemba WalkDocumento2 pagineFormato Gemba WalkAbraham Garcia100% (1)
- Aplicacion de La Metodología Dmaic - SimferDocumento31 pagineAplicacion de La Metodología Dmaic - SimferAlvaro Montero Arellano100% (1)
- EXAMEN FINAL B UESAN L6S-SA Pmarin 2022Documento6 pagineEXAMEN FINAL B UESAN L6S-SA Pmarin 2022Walter García SánchezNessuna valutazione finora
- Proyecto Six SigmaDocumento21 pagineProyecto Six SigmaKano ZamoraNessuna valutazione finora
- Temario Grado Medio.Documento12 pagineTemario Grado Medio.Carlos Javier Lopez Cifuentes100% (2)
- Manual Ing. de La CalidadDocumento30 pagineManual Ing. de La CalidadisabelNessuna valutazione finora
- Almacenamiento y Transito VasosDocumento31 pagineAlmacenamiento y Transito VasosAnonymous 4IaLlG7100% (4)
- Ejercicios Resueltos Y Explicados de Circuitos Monofasicos PDFDocumento212 pagineEjercicios Resueltos Y Explicados de Circuitos Monofasicos PDFAldoyGloria CorredoresNessuna valutazione finora
- Ejercicios Resueltos Y Explicados de Circuitos Monofasicos PDFDocumento212 pagineEjercicios Resueltos Y Explicados de Circuitos Monofasicos PDFAldoyGloria CorredoresNessuna valutazione finora
- A Qué Sabe La LunaDocumento6 pagineA Qué Sabe La LunaSakura HaruNessuna valutazione finora
- Preguntas VSMDocumento1 paginaPreguntas VSMLuis HernandezNessuna valutazione finora
- Evidencia Final DMAICDocumento32 pagineEvidencia Final DMAICJose MiguelNessuna valutazione finora
- Diseño de TaguchiDocumento14 pagineDiseño de TaguchiMarianaNessuna valutazione finora
- Actividad 6 Gestión de CalidadDocumento3 pagineActividad 6 Gestión de CalidadUriel González Martínez100% (1)
- Control Estadistico de La Calidad y Seis Sigma (Reparado)Documento63 pagineControl Estadistico de La Calidad y Seis Sigma (Reparado)stevenNessuna valutazione finora
- Manual de Herramientas de Ingenieria IndustrialDocumento35 pagineManual de Herramientas de Ingenieria IndustrialCezar Hdz'PelirrojoNessuna valutazione finora
- R&R Por AtributosDocumento4 pagineR&R Por AtributosJeny MaribelNessuna valutazione finora
- Proyecto Seis SigmaDocumento23 pagineProyecto Seis SigmaAndres Felipe Acevedo Ortiz100% (1)
- Actividad 5Documento4 pagineActividad 5Roberto CabreraNessuna valutazione finora
- Clasificacion de La Madera AserradaDocumento5 pagineClasificacion de La Madera AserradaWil FernanNessuna valutazione finora
- Cuaderno Control Estadistico de La CalidadDocumento50 pagineCuaderno Control Estadistico de La CalidadEdgar SantiagoNessuna valutazione finora
- Metrica Seis SigmaDocumento0 pagineMetrica Seis SigmaHorus SolerNessuna valutazione finora
- Requerimientos Proceso PPAPDocumento11 pagineRequerimientos Proceso PPAPCirenia Soto P�ezNessuna valutazione finora
- Norma IATF 16949Documento4 pagineNorma IATF 16949Anonymous msqTwtjplNessuna valutazione finora
- En Una Fábrica de Artículos de Plástico Inyectado Se TieneDocumento1 paginaEn Una Fábrica de Artículos de Plástico Inyectado Se TieneAndy Gonzalez0% (1)
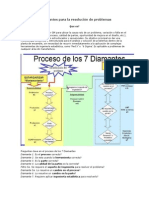
- 7 Diamantes para La Resolución de ProblemasDocumento2 pagine7 Diamantes para La Resolución de ProblemasGilberto Ivan Díaz Moreno33% (3)
- Gemba Walks DirectivosDocumento5 pagineGemba Walks DirectivosJulian Zabala VNessuna valutazione finora
- Validacion de Primera PiezaDocumento11 pagineValidacion de Primera PiezaAlberto MuñozNessuna valutazione finora
- Diagrama de EspaguetiDocumento5 pagineDiagrama de EspaguetiSebastian R.Nessuna valutazione finora
- DmaicDocumento20 pagineDmaicZerginho MuñozNessuna valutazione finora
- Historia de La Calidad AutomotrizDocumento20 pagineHistoria de La Calidad AutomotrizOswaldo Josue Tzompantzi LeonNessuna valutazione finora
- Actividad 5 BBDocumento3 pagineActividad 5 BBeros castillo100% (1)
- Control de CalidadDocumento9 pagineControl de Calidadzaid castilloNessuna valutazione finora
- Preguntas 8dsDocumento1 paginaPreguntas 8dsElizabeth ManzanoNessuna valutazione finora
- Triptico 1SDocumento2 pagineTriptico 1SDania PaucaNessuna valutazione finora
- Evidencia 2 - Control Estadístico de CalidadDocumento5 pagineEvidencia 2 - Control Estadístico de CalidadEmilio FrancoNessuna valutazione finora
- Deber Ejemplo Kanban Ind. AutomotrizDocumento3 pagineDeber Ejemplo Kanban Ind. AutomotrizVictor Robles RomeroNessuna valutazione finora
- Defectos y Soluciones en Troquelado de TapasDocumento8 pagineDefectos y Soluciones en Troquelado de TapasAnonymous i0SMnrONessuna valutazione finora
- Gemba KaizenDocumento43 pagineGemba KaizenAlan PalmaNessuna valutazione finora
- Seis Sigma Actividad 3Documento7 pagineSeis Sigma Actividad 3Grecia MaldonadoNessuna valutazione finora
- Conceptos Básicos Del TPMDocumento16 pagineConceptos Básicos Del TPMNatta MakkaNessuna valutazione finora
- Auditoria de MantenimientoDocumento6 pagineAuditoria de MantenimientoFrancisco Orozco ValdesNessuna valutazione finora
- Six Sigma KinberlyDocumento71 pagineSix Sigma KinberlyAngel GabrielNessuna valutazione finora
- Fases Del Seis SigmaDocumento3 pagineFases Del Seis SigmaJuano MosqueraNessuna valutazione finora
- Cuestionario ExamenDocumento19 pagineCuestionario ExamenDarkness jhlpNessuna valutazione finora
- Carolina A. Guerra Betsy M. González Optimización de Procesos Ing. José Luis Muñoz 3 Control Estadístico Del ProcesoDocumento6 pagineCarolina A. Guerra Betsy M. González Optimización de Procesos Ing. José Luis Muñoz 3 Control Estadístico Del ProcesoJesús Mda100% (2)
- DiagramasDocumento3 pagineDiagramasleonardo goyesNessuna valutazione finora
- Descripción General Del Diseño y Cálculo de Un Sistema de Distribución de MuestrasDocumento4 pagineDescripción General Del Diseño y Cálculo de Un Sistema de Distribución de Muestrasleonardo goyesNessuna valutazione finora
- RELEVADORESDocumento1 paginaRELEVADORESleonardo goyesNessuna valutazione finora
- Tipos de SubestacionesDocumento4 pagineTipos de Subestacionesleonardo goyesNessuna valutazione finora
- Tipos de Configuraciones de Conexión de Barras Dentro de Una SubestaciónDocumento7 pagineTipos de Configuraciones de Conexión de Barras Dentro de Una Subestaciónleonardo goyesNessuna valutazione finora
- Practica 2Documento7 paginePractica 2leonardo goyesNessuna valutazione finora
- ArmonicosDocumento2 pagineArmonicosleonardo goyesNessuna valutazione finora
- 09 Resta de Numeros Enteros EjerciciosDocumento1 pagina09 Resta de Numeros Enteros Ejerciciosleonardo goyesNessuna valutazione finora
- 04 Comparacion de Numeros Enteros EjerciciosDocumento1 pagina04 Comparacion de Numeros Enteros Ejerciciosleonardo goyesNessuna valutazione finora
- 08 Suma de Numeros Enteros SolucionesDocumento1 pagina08 Suma de Numeros Enteros Solucionesleonardo goyesNessuna valutazione finora
- 07 Coordenadas de Un Punto EjerciciosDocumento1 pagina07 Coordenadas de Un Punto Ejerciciosleonardo goyesNessuna valutazione finora
- Ejercicio FisicoDocumento16 pagineEjercicio Fisicoleonardo goyesNessuna valutazione finora
- Cod I Go HammingDocumento17 pagineCod I Go Hammingleonardo goyesNessuna valutazione finora
- MetodologicoDocumento51 pagineMetodologicoMATEO RAMIREZ CUELLARNessuna valutazione finora
- Hora RioDocumento2 pagineHora Rioleonardo goyesNessuna valutazione finora
- Practica 6 BDocumento4 paginePractica 6 BKevin Paz RizzoNessuna valutazione finora
- Código AsciiDocumento4 pagineCódigo Asciileonardo goyesNessuna valutazione finora
- Diagrama de ProcesosDocumento3 pagineDiagrama de Procesosleonardo goyesNessuna valutazione finora
- Planificacion EstrategicaDocumento21 paginePlanificacion Estrategicaleonardo goyesNessuna valutazione finora
- Taller Cal-Int (C) PDFDocumento8 pagineTaller Cal-Int (C) PDFSebastián Muñoz RojasNessuna valutazione finora
- Cuestionario de InstrumentalDocumento6 pagineCuestionario de InstrumentalFanny AlorNessuna valutazione finora
- Murosmc PDFDocumento17 pagineMurosmc PDFVicente San MartinNessuna valutazione finora
- Medicion de ArchivosDocumento13 pagineMedicion de ArchivosAdriana Sólo Gracia GuerreroNessuna valutazione finora
- CompuestaDocumento1 paginaCompuestatomyjerry123Nessuna valutazione finora
- XXXXXXX SESION 01 - SIN SOLUCIONDocumento8 pagineXXXXXXX SESION 01 - SIN SOLUCIONRafael Cjuno HuamanNessuna valutazione finora
- Estad Resolucion 2.0Documento19 pagineEstad Resolucion 2.0Ana Ines Mamani PachecoNessuna valutazione finora
- Grado 8. Geo. Triangulos Congruentes y CriteriosDocumento3 pagineGrado 8. Geo. Triangulos Congruentes y CriteriosFůēntĕs ChåyännęNessuna valutazione finora
- Rivas 2009 PDFDocumento194 pagineRivas 2009 PDFCésarAugustoSantanaNessuna valutazione finora
- Cronograma de Gantt PDFDocumento4 pagineCronograma de Gantt PDFAnyela Briggitte Llerena LunaNessuna valutazione finora
- Fase 6. Generalidades de CartografíaDocumento11 pagineFase 6. Generalidades de CartografíaJohan Gerrad PulidoNessuna valutazione finora
- $RRJSCBPDocumento32 pagine$RRJSCBPPAUL SIERRA CORDOVANessuna valutazione finora
- Evaluacion A Distancia Fisica 1Documento23 pagineEvaluacion A Distancia Fisica 1Luis TacuriNessuna valutazione finora
- Análisis Real IDocumento13 pagineAnálisis Real IMARIA FELIZNessuna valutazione finora
- Semana 12 Ge + HT Integracion Por Partes Calc 1 2019 1Documento6 pagineSemana 12 Ge + HT Integracion Por Partes Calc 1 2019 1joseNessuna valutazione finora
- Actividad 8. Ejercicios Con Software020822Documento2 pagineActividad 8. Ejercicios Con Software020822Mary Salazar SotoNessuna valutazione finora
- Mbachccss Sol EvalDocumento3 pagineMbachccss Sol EvalMatemáticas AlventusNessuna valutazione finora
- Sesión de Aprendizaje #08Documento10 pagineSesión de Aprendizaje #08Roberto Ñaupa RicraNessuna valutazione finora
- Tipos de VariablesDocumento4 pagineTipos de VariablesCarlos JaureguiNessuna valutazione finora
- Arnel CalculoDocumento12 pagineArnel CalculoDiego Diaz RamirezNessuna valutazione finora
- GUIA No4 - Matemáticas 11ºDocumento13 pagineGUIA No4 - Matemáticas 11ºJuaan Kamiilo SalgadooNessuna valutazione finora
- Rubrica ABP 2° Trimestre Lengua - Matematica y CienciasDocumento5 pagineRubrica ABP 2° Trimestre Lengua - Matematica y CienciasEstefania GonzalezNessuna valutazione finora
- Análisis Principios de La Lógica AristotélicaDocumento3 pagineAnálisis Principios de La Lógica AristotélicaAlexandra BarreraNessuna valutazione finora
- ÁlgebraDocumento7 pagineÁlgebraMayerli RiveraNessuna valutazione finora
- Psel Bas2019-2Documento7 paginePsel Bas2019-2José ChinoNessuna valutazione finora
- Cotangente, Secante y Cosecante Ejercicios ResueltosDocumento5 pagineCotangente, Secante y Cosecante Ejercicios ResueltosClinton Luna75% (4)
- 1er Parcial Algebra Lineal Curso de Verano 2019Documento2 pagine1er Parcial Algebra Lineal Curso de Verano 2019Funeral Shop NilaNessuna valutazione finora