Potrebbero piacerti anche
- Chamanismo y DzogchenDocumento153 pagineChamanismo y Dzogchenelio guillen67% (3)
- Determinacion de Humedad CamoteDocumento8 pagineDeterminacion de Humedad CamoteRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- Elaboracion de ManjarDocumento26 pagineElaboracion de ManjarDanae Whitney Arce RadoNessuna valutazione finora
- Unidad 3. Actividad 2. Práctica de Laboratorio Configurar El Switch Cisco 2960Documento14 pagineUnidad 3. Actividad 2. Práctica de Laboratorio Configurar El Switch Cisco 2960J Manuel BuenoNessuna valutazione finora
- Diarios de Pizarnik - FragmentosDocumento11 pagineDiarios de Pizarnik - FragmentosOzopsNessuna valutazione finora
- El Miedo A La Muerte en Los NiñosDocumento6 pagineEl Miedo A La Muerte en Los NiñosangelaNessuna valutazione finora
- Pruebas Fisicoquímicas para La Evaluación de La Calidad Del PanDocumento12 paginePruebas Fisicoquímicas para La Evaluación de La Calidad Del PanEsteban MontielNessuna valutazione finora
- OfimaticaDocumento80 pagineOfimaticameducacion1aNessuna valutazione finora
- Practica #2Documento6 paginePractica #2Miguel Angel Sejas VillarroelNessuna valutazione finora
- Practica 01 Calidad de La Carne de ResDocumento13 paginePractica 01 Calidad de La Carne de ResRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- LácteosDocumento9 pagineLácteosTephy KuchikiNessuna valutazione finora
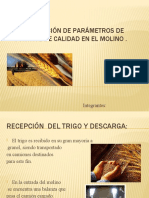
- Identificación de Parámetros de Control de Calidad enDocumento13 pagineIdentificación de Parámetros de Control de Calidad enMario Latrach GuzmanNessuna valutazione finora
- Peras en AlmibarDocumento11 paginePeras en AlmibarpedrochungaNessuna valutazione finora
- Diseño de La Linea de Produccion de Yogurt BatidoDocumento41 pagineDiseño de La Linea de Produccion de Yogurt Batidoalexander100% (1)
- Sorcion en CerealesDocumento5 pagineSorcion en CerealesEliNessuna valutazione finora
- LacticheckDocumento2 pagineLacticheckJesus MurilloNessuna valutazione finora
- Instructivo Entrenamiento de Panelistas SensorialDocumento11 pagineInstructivo Entrenamiento de Panelistas SensorialSantiago SqNessuna valutazione finora
- Evaluacion Sensorial - CervezaDocumento16 pagineEvaluacion Sensorial - CervezaErikLeonardoBaoBarrigaNessuna valutazione finora
- Tercer Examen de Industrias LacteasDocumento3 pagineTercer Examen de Industrias LacteasElizabeth Khaterin100% (1)
- Reporte Practica Produccion de DonasDocumento4 pagineReporte Practica Produccion de DonasLesly OvalleNessuna valutazione finora
- Fuerza de Cuajo InformeDocumento5 pagineFuerza de Cuajo InformeCarlos CCNessuna valutazione finora
- TOFU EstudiarDocumento3 pagineTOFU EstudiarAna Herrera JavierNessuna valutazione finora
- Guia No 3 - Queso Petit Suisse-ArequipeDocumento5 pagineGuia No 3 - Queso Petit Suisse-ArequipeMilena FonsecaNessuna valutazione finora
- Queso SierraDocumento3 pagineQueso SierraEdinson CorreaNessuna valutazione finora
- Proyecto LecheDocumento3 pagineProyecto LecheFrancisco Javier ReyesNessuna valutazione finora
- Análisis de Peligros y Puntos de Control Críticos para El Proceso de Obtención de PulpasDocumento7 pagineAnálisis de Peligros y Puntos de Control Críticos para El Proceso de Obtención de PulpasMaría Camila Solano AvilésNessuna valutazione finora
- Elaboración de Mermelada BPMDocumento3 pagineElaboración de Mermelada BPMNils Cesar Chirinos AguilarNessuna valutazione finora
- Actividad 4 TRADICIONAL Y MODERNADocumento2 pagineActividad 4 TRADICIONAL Y MODERNADamaris GNessuna valutazione finora
- Cafe PDFDocumento6 pagineCafe PDFJavier MorenoNessuna valutazione finora
- Práctica Control de Calidad y Comportamiento HarinasDocumento5 paginePráctica Control de Calidad y Comportamiento HarinasSebastian ErassoNessuna valutazione finora
- Molienda Arroz SecaDocumento3 pagineMolienda Arroz SecaJuan Antonio Velasquez MartinezNessuna valutazione finora
- El Almidón Como Estabilizador de EmulsionesDocumento2 pagineEl Almidón Como Estabilizador de Emulsionesjose lopezNessuna valutazione finora
- NTC 2228 Oleaginosas Determinación Del Contenido de Humedad y Materia VolátilDocumento6 pagineNTC 2228 Oleaginosas Determinación Del Contenido de Humedad y Materia VolátilTanato TartaroNessuna valutazione finora
- Efecto de La Sustitución Parcial de Harina de LentejasDocumento11 pagineEfecto de La Sustitución Parcial de Harina de LentejasGiancarlo BenitesNessuna valutazione finora
- Membranas en Alimentos PDFDocumento7 pagineMembranas en Alimentos PDFDavid Reyes LópezNessuna valutazione finora
- Practica 4Documento6 paginePractica 4Jhonathan Camacho CaceresNessuna valutazione finora
- Empresas Que Fabrican PectinasDocumento1 paginaEmpresas Que Fabrican Pectinasjhon kleiderNessuna valutazione finora
- Variables de Un PasteurizadorDocumento1 paginaVariables de Un PasteurizadorLIZ0% (1)
- Carnicos FinalDocumento3 pagineCarnicos FinalSilvana MoretaNessuna valutazione finora
- Practica #4. ConfitadosDocumento7 paginePractica #4. ConfitadosYasmin ManteroNessuna valutazione finora
- Prueba de Alcohol en Leche CrudaDocumento5 paginePrueba de Alcohol en Leche CrudaIrais Galicia100% (1)
- NTC2698 PDFDocumento9 pagineNTC2698 PDFglorialiNessuna valutazione finora
- Catalogo de Equipos para El Procesamiento de AlimentosDocumento10 pagineCatalogo de Equipos para El Procesamiento de AlimentosCarlos ObandoNessuna valutazione finora
- Tamaño de Particulas TamizadoDocumento38 pagineTamaño de Particulas TamizadoAdrian CordovaNessuna valutazione finora
- Cuajo en PolvoDocumento4 pagineCuajo en PolvoOscar CaballeroNessuna valutazione finora
- Prácticas LacteosDocumento32 paginePrácticas LacteosSos LolNessuna valutazione finora
- Determinación de Humedad y CenizasDocumento7 pagineDeterminación de Humedad y CenizasYesmith CamposNessuna valutazione finora
- Bioproceso Obtención de HidromielDocumento5 pagineBioproceso Obtención de HidromiellilyNessuna valutazione finora
- Propiedades Reológicas de La Pasta de Tomate EnvasadaDocumento6 paginePropiedades Reológicas de La Pasta de Tomate EnvasadaJorge Martinez100% (1)
- Preinforme MuchachoDocumento5 paginePreinforme MuchachoGISELLA RAMIREZNessuna valutazione finora
- Espumas AlimentariasDocumento22 pagineEspumas AlimentariasDárinka Mendoza EspinozaNessuna valutazione finora
- NMX F 134 1968, Mermelada de CiruelaDocumento9 pagineNMX F 134 1968, Mermelada de CiruelaParalelo 20 Sistema De GestiónNessuna valutazione finora
- 27271Documento134 pagine27271Raúl Ernesto Quispe CórdovaNessuna valutazione finora
- Marco TeoricoDocumento6 pagineMarco Teoricobriszeyda ladines reyesNessuna valutazione finora
- Obtencion de Acido Acetico A Partir de La Fermentacion de La UchuvaDocumento5 pagineObtencion de Acido Acetico A Partir de La Fermentacion de La UchuvaÁlvaro Moore100% (1)
- Nectar InfDocumento8 pagineNectar InfLucero TitoNessuna valutazione finora
- Análisis Fisicoquímico de Calidad en La LecheDocumento5 pagineAnálisis Fisicoquímico de Calidad en La LecheValentina Florez MuñozNessuna valutazione finora
- N°8. Determinación de La Actividad Enzimática y Parámetros de La Ecuación de MichaelisDocumento8 pagineN°8. Determinación de La Actividad Enzimática y Parámetros de La Ecuación de MichaelisRodri KateNessuna valutazione finora
- Mexico Official NOM-119-SSA1-1994 Including Natural OrganicDocumento40 pagineMexico Official NOM-119-SSA1-1994 Including Natural OrganicMichael PintoNessuna valutazione finora
- Tema2.Evaporadores y Secadores-1Documento21 pagineTema2.Evaporadores y Secadores-1robinsonNessuna valutazione finora
- Informe de Manjar de LecheDocumento9 pagineInforme de Manjar de LechejonathanNessuna valutazione finora
- Determinación de Acidez TitulableDocumento3 pagineDeterminación de Acidez TitulableMishell Freire100% (1)
- Practica. Propiedades Funcionales Del HuevoDocumento5 paginePractica. Propiedades Funcionales Del HuevotocacorazonesNessuna valutazione finora
- Practica Queso PanelaDocumento5 paginePractica Queso PanelaOrlando CastilloNessuna valutazione finora
- Descripción de La Elaboración de La CervezaDocumento3 pagineDescripción de La Elaboración de La CervezaLiz AyelenNessuna valutazione finora
- Presentacion Cerveza FIQ-UNCPDocumento20 paginePresentacion Cerveza FIQ-UNCPDiego Ramirez ChavezNessuna valutazione finora
- Guia CervezaDocumento5 pagineGuia Cervezachris ninaNessuna valutazione finora
- Plan de Trabajo Dia de La JuventudDocumento15 paginePlan de Trabajo Dia de La JuventudRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- Clavo FY MuñozDocumento48 pagineClavo FY MuñozRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- Informe de ChocolatadaDocumento5 pagineInforme de ChocolatadaRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- Yogurt AflanadoDocumento3 pagineYogurt AflanadoRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- CalibracionDocumento7 pagineCalibracionRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- Formulacion de CoctelesDocumento6 pagineFormulacion de CoctelesRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- Calor, Calor Especifico y Energía InternaDocumento8 pagineCalor, Calor Especifico y Energía InternaRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- El Mango Carrie! OriginalDocumento27 pagineEl Mango Carrie! OriginalRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- La Acidez Del Aceite Esencial de SachaCulantroDocumento22 pagineLa Acidez Del Aceite Esencial de SachaCulantroRocio Pilar Yupanqui ZumaetaNessuna valutazione finora
- Catalogo Luces PastoDocumento38 pagineCatalogo Luces PastomaapilarNessuna valutazione finora
- DerechoooooooooooooooooooDocumento46 pagineDerechooooooooooooooooooodayanaoviedo0512Nessuna valutazione finora
- Tema 3 Tamaño y LocalizacionDocumento14 pagineTema 3 Tamaño y LocalizacionEthan Aguirre FloresNessuna valutazione finora
- Diseño de Un Autómata Con Transiciones VacíasDocumento3 pagineDiseño de Un Autómata Con Transiciones VacíasLeydi Euan Martinez100% (2)
- Indicadores MacroeconómicosDocumento17 pagineIndicadores MacroeconómicosYamiletNessuna valutazione finora
- Gloria para ImprimirDocumento86 pagineGloria para ImprimirJenniffer FranciaNessuna valutazione finora
- PARENTESCODocumento15 paginePARENTESCODaniel BernalNessuna valutazione finora
- Ecología y Medio Ambiente. Ensayo.Documento5 pagineEcología y Medio Ambiente. Ensayo.Gregorio Guevara EstelaNessuna valutazione finora
- Introduccion A La IngenieriaDocumento21 pagineIntroduccion A La IngenieriaPablo Andres Hernandez RodriguezNessuna valutazione finora
- Sierra de Guadarrama Humana y NaturalDocumento184 pagineSierra de Guadarrama Humana y NaturalAlberto del Dedo MelgarejoNessuna valutazione finora
- Pruebas de AislamientoDocumento9 paginePruebas de AislamientoELKIN FABIAN ACOSTA OJEDA100% (1)
- Ensayo Calidad TotalDocumento6 pagineEnsayo Calidad Totalandovale78% (9)
- Brief OficialDocumento3 pagineBrief OficialKatherine OrtizNessuna valutazione finora
- El Examen Ignaciano Revisión y Equilibrio PersonalDocumento13 pagineEl Examen Ignaciano Revisión y Equilibrio PersonalAraceli López Varela100% (1)
- Avances de Tesis UtrcDocumento12 pagineAvances de Tesis Utrcdavid arturo oriz rdzNessuna valutazione finora
- Gusmán, Luis - La Casa Del Dios Oculto (PDF)Documento100 pagineGusmán, Luis - La Casa Del Dios Oculto (PDF)John CarterNessuna valutazione finora
- Política de Lactancia Materna Modificado Nuevo GuardiaDocumento123 paginePolítica de Lactancia Materna Modificado Nuevo GuardiaElshema Hernandez MenchacaNessuna valutazione finora
- Wuolah-Free-Lineas Equipotenciales en Un Cable CoaxialDocumento9 pagineWuolah-Free-Lineas Equipotenciales en Un Cable CoaxialDaniel AtienzaNessuna valutazione finora
- Actividades RuralesDocumento81 pagineActividades RuralesleandrolalanneNessuna valutazione finora
- El Hombre y El Universo.Documento12 pagineEl Hombre y El Universo.notaria.conservador.traiguenNessuna valutazione finora
- Cuidado Intensivo: Acta Colombiana deDocumento5 pagineCuidado Intensivo: Acta Colombiana deGreyss GamboaNessuna valutazione finora
- CatalogoDocumento44 pagineCatalogoPalacio De Los CosmeticosNessuna valutazione finora
- CT5 Explica 32 Arquimedes y Su PrincipioDocumento3 pagineCT5 Explica 32 Arquimedes y Su PrincipioArlene gutierrezNessuna valutazione finora
- Importancia de Incorporar Conceptos Ambientales en Diseño y Construccion de Obras CivilesDocumento4 pagineImportancia de Incorporar Conceptos Ambientales en Diseño y Construccion de Obras CivilesAngela Romero SanchezNessuna valutazione finora
- Estrategias para El Desarrollar El Actuar y Pensar MatemáticamenteDocumento23 pagineEstrategias para El Desarrollar El Actuar y Pensar MatemáticamenteMilagros Claire Casado López100% (1)