Potrebbero piacerti anche
- Manual de Instruções - MGR230Documento17 pagineManual de Instruções - MGR230Dolvando Ferreira Alves Filho100% (1)
- Projetos De Eletrônica Industrial Usando O ArduinoDa EverandProjetos De Eletrônica Industrial Usando O ArduinoNessuna valutazione finora
- H626MA0013BP (OP3015 - Manutenção)Documento310 pagineH626MA0013BP (OP3015 - Manutenção)WelersonRicardoBolisNessuna valutazione finora
- Manual Manutenção 0i Mate DSPVDocumento228 pagineManual Manutenção 0i Mate DSPVAlexandre GodoiNessuna valutazione finora
- Romi - Funções Miscelâneas Ou AuxiliaresDocumento5 pagineRomi - Funções Miscelâneas Ou AuxiliaresMatheus Lima de SouzaNessuna valutazione finora
- Fanuc en PTDocumento14 pagineFanuc en PTWendel TrentoNessuna valutazione finora
- Document - Onl - Apostila Mcs Serie 500Documento17 pagineDocument - Onl - Apostila Mcs Serie 500Adelar Ferreira Souza0% (1)
- Procedimento Zeramento Torre (Atualizado) - Mitsubishi M70Documento5 pagineProcedimento Zeramento Torre (Atualizado) - Mitsubishi M70GuiNessuna valutazione finora
- MeldasDocumento4 pagineMeldasAdrianoNessuna valutazione finora
- Manual de Programação e Operação Linha Centur - T22909EDocumento134 pagineManual de Programação e Operação Linha Centur - T22909EMichelgrandaoNessuna valutazione finora
- Dicas - Parâmetros FANUCDocumento2 pagineDicas - Parâmetros FANUCregis.nx4100% (1)
- Como Conectar o Controlador Syntec CNC À Sua Rede LocalDocumento7 pagineComo Conectar o Controlador Syntec CNC À Sua Rede Localedu0% (1)
- Mori Seiki NH8000 - Verificar e Ajustar Folga de Reversão (Backlash) Eixos X, Y e Z-1Documento2 pagineMori Seiki NH8000 - Verificar e Ajustar Folga de Reversão (Backlash) Eixos X, Y e Z-1Lucimari SuzukiNessuna valutazione finora
- Procedimento para Ativar e Desativar Régua Optica - Fanuc 31i MB5Documento1 paginaProcedimento para Ativar e Desativar Régua Optica - Fanuc 31i MB5Domite VianaNessuna valutazione finora
- Cnc210 Manual Operacao PDFDocumento59 pagineCnc210 Manual Operacao PDFAlessandro CaetanoNessuna valutazione finora
- t28597 - Manual Da Interface para Codigos M Externos FanucDocumento32 paginet28597 - Manual Da Interface para Codigos M Externos FanucLeonardo CarlosNessuna valutazione finora
- Robodrill Brochure PTDocumento19 pagineRobodrill Brochure PTBeto FerreiraNessuna valutazione finora
- Desativar Segunda MedicaoDocumento3 pagineDesativar Segunda MedicaoAbimael LopesNessuna valutazione finora
- Procedimento para Acessar o Windows Da PCU50-50.3Documento3 pagineProcedimento para Acessar o Windows Da PCU50-50.3Sam eagle goodNessuna valutazione finora
- Fagor Comunicacao RS Rev 2.0Documento16 pagineFagor Comunicacao RS Rev 2.0jonathapmcNessuna valutazione finora
- T38686B PDFDocumento148 pagineT38686B PDFRoger RochaNessuna valutazione finora
- Anotações MazakDocumento2 pagineAnotações MazakMarcos AroNessuna valutazione finora
- Posicionamento Braço Referencia MagazineDocumento3 paginePosicionamento Braço Referencia MagazineCicero MelloNessuna valutazione finora
- 015-08 Procedimento para Carga e BKP de Dados Siemens 802DDocumento9 pagine015-08 Procedimento para Carga e BKP de Dados Siemens 802DstivetjNessuna valutazione finora
- MC200 - Gerenciamento de Vida Útil PDFDocumento16 pagineMC200 - Gerenciamento de Vida Útil PDFtwin9123Nessuna valutazione finora
- Fanuc Alarme Servo Com TraduçãoDocumento7 pagineFanuc Alarme Servo Com TraduçãoMateus CorrêaNessuna valutazione finora
- Fagor 8055 PDFDocumento246 pagineFagor 8055 PDFJéferson ParanhosNessuna valutazione finora
- Relacao - Cabos de ComunicacaoDocumento73 pagineRelacao - Cabos de ComunicacaosolincolnNessuna valutazione finora
- HEM - TNC620PT - Operation Manual - V1Documento199 pagineHEM - TNC620PT - Operation Manual - V1ferramentaria.ipelNessuna valutazione finora
- 102-12 - Procedimento Referenciamento Da Torre - Linha GL V1.0 - Torre RomiDocumento4 pagine102-12 - Procedimento Referenciamento Da Torre - Linha GL V1.0 - Torre RomiPaulo Henrique ValérioNessuna valutazione finora
- Manual de Treinamento Fagor - TornoDocumento67 pagineManual de Treinamento Fagor - TornoJair AguiarNessuna valutazione finora
- GFZ-63864PO - 03 - MANUAL DO OPERADOR - SÉRIE 0i MATE-MB PDFDocumento842 pagineGFZ-63864PO - 03 - MANUAL DO OPERADOR - SÉRIE 0i MATE-MB PDFBartolomeu Machado RosãoNessuna valutazione finora
- Curso Manutencao CNC FANUC 2022Documento8 pagineCurso Manutencao CNC FANUC 2022Jackson SilvaNessuna valutazione finora
- ROMI - Procedimento de Zeramento de Eixos Linha GLDocumento10 pagineROMI - Procedimento de Zeramento de Eixos Linha GLPiltzNessuna valutazione finora
- Catalogo Peças Discovery 760 SiemensDocumento2 pagineCatalogo Peças Discovery 760 SiemensValter Francelino JuniorNessuna valutazione finora
- M60 MANUAL DE ALARMES E PARAMETROS, BNP-B2201B (Por)Documento305 pagineM60 MANUAL DE ALARMES E PARAMETROS, BNP-B2201B (Por)Julian Fernando FerrariNessuna valutazione finora
- Procedimento Atualização de Dados MitsubishiDocumento8 pagineProcedimento Atualização de Dados MitsubishiGuiNessuna valutazione finora
- CNCProteo Manual MCSLink Instalacao e OperacaoDocumento53 pagineCNCProteo Manual MCSLink Instalacao e OperacaoRosemeire RamosNessuna valutazione finora
- Manual Operacao TCS2ADocumento78 pagineManual Operacao TCS2AWilliam Giacometti100% (1)
- CNCProteo Manual de StartUpDocumento78 pagineCNCProteo Manual de StartUpLincoln AntonioNessuna valutazione finora
- Sistema Renishaw OMP40 SIEMENSDocumento17 pagineSistema Renishaw OMP40 SIEMENSJulian Fernando FerrariNessuna valutazione finora
- DNM SoftWarePackage - R8.0 (PORTUQUES)Documento167 pagineDNM SoftWarePackage - R8.0 (PORTUQUES)Valdair Jose De SouzaNessuna valutazione finora
- 025-08 - Ajuste - Do - M19 - Discovery - Siemens - V1.0Documento7 pagine025-08 - Ajuste - Do - M19 - Discovery - Siemens - V1.0M&F Maximo0% (1)
- Procedimento para A Transferencia Do Backup de Dados Atraves Da Porta Serial Da PCU20 PDFDocumento8 pagineProcedimento para A Transferencia Do Backup de Dados Atraves Da Porta Serial Da PCU20 PDFEliane SouzaNessuna valutazione finora
- CNC FANUC FONTE Alarmes Servos ALPHADocumento59 pagineCNC FANUC FONTE Alarmes Servos ALPHAfrancisco moura Moura macedo50% (2)
- Catálogo de Peças: Divisão de Comercialização MatrizDocumento50 pagineCatálogo de Peças: Divisão de Comercialização MatrizM&F MaximoNessuna valutazione finora
- G551 1823 - BED - Rev 0 1 0 - 2017 07 03 - PTBDocumento262 pagineG551 1823 - BED - Rev 0 1 0 - 2017 07 03 - PTBlincon com.br33% (3)
- Manual Operação Robodrill Teclado Compacto Série F-10kDocumento21 pagineManual Operação Robodrill Teclado Compacto Série F-10kMr Karnaught75% (4)
- Curso Instalação 8055 Power V14Documento59 pagineCurso Instalação 8055 Power V14Rogério Pereira100% (3)
- Manual Manutencao d2000 U24949Documento145 pagineManual Manutencao d2000 U24949AdrianoMantovaniNessuna valutazione finora
- DH 65L S2 (Port-Esp)Documento2 pagineDH 65L S2 (Port-Esp)Thiago Teixeira PiresNessuna valutazione finora
- 52 ManualDocumento517 pagine52 ManualPaul HenriqueNessuna valutazione finora
- Curso Instalação 8055 PowerDocumento29 pagineCurso Instalação 8055 PowerGuilherme MirandaNessuna valutazione finora
- 02 Funcoes ProgramaveisDocumento13 pagine02 Funcoes Programaveisluiz fernando PereiraNessuna valutazione finora
- 15 - Pru2 - CNC 1 Programação - V2-2021 - ModificadoDocumento22 pagine15 - Pru2 - CNC 1 Programação - V2-2021 - ModificadoGustavo Martinez CorreaNessuna valutazione finora
- Apostila Fagor M v5Documento25 pagineApostila Fagor M v5sergio.sanchesNessuna valutazione finora
- Apostila Aula Torno CNC 1Documento107 pagineApostila Aula Torno CNC 1Alessandro CarvalhoNessuna valutazione finora
- Manual Do Usuário - MACROS - Linha G200Documento64 pagineManual Do Usuário - MACROS - Linha G200Angelo Lima GonçalvesNessuna valutazione finora
- Melhore A Produtividade Do CNC Com Programação Paramétrica em Geometrias Regulares.Documento43 pagineMelhore A Produtividade Do CNC Com Programação Paramétrica em Geometrias Regulares.DanielHernandezNessuna valutazione finora
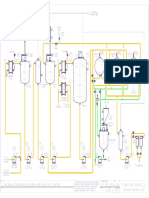
- Crown PFD 604cDocumento1 paginaCrown PFD 604cFernando RockerNessuna valutazione finora
- Ruido Fundamentos e ControleDocumento635 pagineRuido Fundamentos e ControleJulio C.100% (3)
- Lista de Corte NOMESDocumento6 pagineLista de Corte NOMESFernando RockerNessuna valutazione finora
- Projeto Cozinha MDF 3Documento1 paginaProjeto Cozinha MDF 3Fernando RockerNessuna valutazione finora
- Crown PFD 302sDocumento1 paginaCrown PFD 302sFernando RockerNessuna valutazione finora
- Planilha Do EngenheiroDocumento233 paginePlanilha Do EngenheiroEng° Dimas Mariano100% (2)
- Anexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoDocumento3 pagineAnexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoFernando RockerNessuna valutazione finora
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 pagineAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerNessuna valutazione finora
- Anexo 3 BEDQ1 PDFDocumento38 pagineAnexo 3 BEDQ1 PDFFernando RockerNessuna valutazione finora
- Passat MY 2018 PDFDocumento434 paginePassat MY 2018 PDFFernando RockerNessuna valutazione finora
- Ppgmec Tese 123 CL Udio Turani Vaz PDFDocumento146 paginePpgmec Tese 123 CL Udio Turani Vaz PDFFernando RockerNessuna valutazione finora
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 pagineAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerNessuna valutazione finora
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 pagineAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerNessuna valutazione finora
- Anexo 6 Esforços Máximos em Bocais de EquipamentosDocumento6 pagineAnexo 6 Esforços Máximos em Bocais de EquipamentosFernando RockerNessuna valutazione finora
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 pagineAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerNessuna valutazione finora
- Análise de Tensões em Sistemas de TubulaçõesDocumento25 pagineAnálise de Tensões em Sistemas de TubulaçõesrobertoNessuna valutazione finora
- Análise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelDocumento64 pagineAnálise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelFernando RockerNessuna valutazione finora
- Curso Petrobras CapI Introdução1Documento19 pagineCurso Petrobras CapI Introdução1Joao Tadeu Domingues HipolitoNessuna valutazione finora
- Análise Falha Junta de Expansão Fole Com PurgaDocumento8 pagineAnálise Falha Junta de Expansão Fole Com PurgaAdilmar E. NatãnyNessuna valutazione finora
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 pagineAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerNessuna valutazione finora
- Anexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Documento24 pagineAnexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Fernando RockerNessuna valutazione finora
- Análise Riscos PDFDocumento1 paginaAnálise Riscos PDFOcimar FurtadoNessuna valutazione finora
- Sistemas de Seguran A Nos Elevadores de Obras PDFDocumento123 pagineSistemas de Seguran A Nos Elevadores de Obras PDFheitor29Nessuna valutazione finora
- Alerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFDocumento3 pagineAlerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFFernando RockerNessuna valutazione finora
- Anexo 26 Requisitos Juntas EspiraladasDocumento15 pagineAnexo 26 Requisitos Juntas EspiraladasFernando RockerNessuna valutazione finora
- Descrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Documento1 paginaDescrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Fernando RockerNessuna valutazione finora
- Acidente Refinaria Flixborough PDFDocumento1 paginaAcidente Refinaria Flixborough PDFFernando RockerNessuna valutazione finora
- Metalografia 2Documento7 pagineMetalografia 2Fernando RockerNessuna valutazione finora
- Abnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisDocumento136 pagineAbnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisVanderclan QuarantaNessuna valutazione finora
- PifDocumento46 paginePifFernando RockerNessuna valutazione finora
- Decapagem QuimicaDocumento4 pagineDecapagem QuimicaLuis Carlos Mayer Pereira0% (1)
- Aula+5+ +Transtorno+Da+Personalidade+BorderlineDocumento9 pagineAula+5+ +Transtorno+Da+Personalidade+BorderlineFERNANDANessuna valutazione finora
- Estatística ResumoDocumento23 pagineEstatística Resumotrying to draw things100% (1)
- Ebook Gestão de Finanças PessoaisDocumento133 pagineEbook Gestão de Finanças Pessoaiseversonmachado9482Nessuna valutazione finora
- Raciocínio Lógico SuperiorDocumento42 pagineRaciocínio Lógico SuperiorEdneia Rodrigues Do Nascimento100% (1)
- Tuina Apostila Final 15-10-12Documento129 pagineTuina Apostila Final 15-10-12haczelNessuna valutazione finora
- Desenho Realista - Como Usar o GrafiteDocumento24 pagineDesenho Realista - Como Usar o GrafiteVanessa Silva80% (5)
- Faltas - Quadro ResumoDocumento4 pagineFaltas - Quadro ResumoAnonymous a39FXdueJoNessuna valutazione finora
- Aula 4 - Método de Crout e CholeskyDocumento6 pagineAula 4 - Método de Crout e CholeskynarlochosvaldoNessuna valutazione finora
- NBR 12938 - 1993 - Ácido Fosfórico para Uso Industrial - Determinação de Metais PesadosDocumento2 pagineNBR 12938 - 1993 - Ácido Fosfórico para Uso Industrial - Determinação de Metais Pesadostico 43100% (1)
- 7 - Klein1952 As Origens Da Transferência PDFDocumento5 pagine7 - Klein1952 As Origens Da Transferência PDFNilson Dias CastelanoNessuna valutazione finora
- AT-9,10 Comunicação de Dados, 2021Documento34 pagineAT-9,10 Comunicação de Dados, 2021Telcia Bento HeleNessuna valutazione finora
- Folheto Polo Hatch 2013 PDFDocumento2 pagineFolheto Polo Hatch 2013 PDFIvan MedinaNessuna valutazione finora
- Raciocínio Lógico Matemático Sentencial CESPE-UnB PDFDocumento11 pagineRaciocínio Lógico Matemático Sentencial CESPE-UnB PDFErick MouraNessuna valutazione finora
- Barros Mangueiras Ii 2018 CatalogoDocumento18 pagineBarros Mangueiras Ii 2018 CatalogoPaulo Sergio Utinetti0% (1)
- Lista McuDocumento2 pagineLista McuGilberto Dias de Oliveira FilhoNessuna valutazione finora
- 1 Astrologia e PsicologiaDocumento33 pagine1 Astrologia e PsicologiaCristina GameiroNessuna valutazione finora
- Modelo de AprDocumento6 pagineModelo de AprGilmar JuniorNessuna valutazione finora
- ANTEPROJETODocumento12 pagineANTEPROJETOAfonso SalumbomboNessuna valutazione finora
- Aula - Introdução À Educação Do CampoDocumento13 pagineAula - Introdução À Educação Do CampoAstrogildo de FrançaNessuna valutazione finora
- A Classe Dos Adjetivos - Ficha de Trabalho - 5º AnoDocumento3 pagineA Classe Dos Adjetivos - Ficha de Trabalho - 5º AnoMarisa MontesNessuna valutazione finora
- Incapacidadelaboral DuilioDocumento34 pagineIncapacidadelaboral DuilioAndrea MascarenhasNessuna valutazione finora
- Avc 1 - 2018-1 Implementação, Certificação e Manutenção Da NBR Iso 9001 No Contexto Hospitalar...Documento24 pagineAvc 1 - 2018-1 Implementação, Certificação e Manutenção Da NBR Iso 9001 No Contexto Hospitalar...Cleverson Franco100% (1)
- CAMILO - PolemicasDocumento8 pagineCAMILO - Polemicasw0lf3nst3inNessuna valutazione finora
- 10 - Deus e Universo - Pietro Ubaldi (Volume Revisado e Formatado em PDF para Ipad - Tablet - E-Reader)Documento254 pagine10 - Deus e Universo - Pietro Ubaldi (Volume Revisado e Formatado em PDF para Ipad - Tablet - E-Reader)Glen Peach100% (4)
- Ana Luiza Costa FGV CpdocDocumento107 pagineAna Luiza Costa FGV CpdoccorreiojmNessuna valutazione finora
- 2 - Controle de Qualidade Na Farmacia MagistralDocumento71 pagine2 - Controle de Qualidade Na Farmacia Magistralphaela_ma100% (1)
- Pontos Positivos e Negativos Dos TemperamentosDocumento4 paginePontos Positivos e Negativos Dos TemperamentosRosiane Portela de Paula Santos100% (1)
- Edital de Participação - 7 RetificaçãoDocumento1 paginaEdital de Participação - 7 RetificaçãoAna Lívia MoreiraNessuna valutazione finora
- Relatorio de Caracterizacao 2 - Preparo Reagente BradfordDocumento8 pagineRelatorio de Caracterizacao 2 - Preparo Reagente Bradforddiego guimarãesNessuna valutazione finora