Potrebbero piacerti anche
- The Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Da EverandThe Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Valutazione: 4.5 su 5 stelle4.5/5 (2)
- 18.in House Calibration ProcedureDocumento1 pagina18.in House Calibration ProcedureSAKTHIVEL ANessuna valutazione finora
- Instrument Calibration ProcedureDocumento16 pagineInstrument Calibration ProcedureMohammad Nurayzat JohariNessuna valutazione finora
- Calibrate Outside MicrometersDocumento2 pagineCalibrate Outside MicrometerserharsinghNessuna valutazione finora
- Monitoring Variations in Tests and CalibrationsDocumento5 pagineMonitoring Variations in Tests and CalibrationsV VijayNessuna valutazione finora
- Calibrating External MicrometersDocumento5 pagineCalibrating External MicrometersSUNIL100% (1)
- Calibration Procedure FOR Calipers General: Technical ManualDocumento8 pagineCalibration Procedure FOR Calipers General: Technical ManualrcmetrologyNessuna valutazione finora
- 003 Torque Wrench16486-2017Documento22 pagine003 Torque Wrench16486-2017DiptiNessuna valutazione finora
- 16906Documento12 pagine16906Ashish DubeyNessuna valutazione finora
- SOP-QAD-001 - Inhouse CalibrationDocumento4 pagineSOP-QAD-001 - Inhouse Calibrationdanaka00750% (2)
- Instrument Calibration ProcedureDocumento10 pagineInstrument Calibration ProcedureMohammad Nurayzat JohariNessuna valutazione finora
- Calibrate Vernier Calipers ProcedureDocumento2 pagineCalibrate Vernier Calipers Proceduregiamillia100% (2)
- Jis B 7516Documento10 pagineJis B 7516loly86Nessuna valutazione finora
- Calibrate Dial Gages for Linear MeasurementDocumento13 pagineCalibrate Dial Gages for Linear MeasurementSUNIL100% (1)
- Procedure For Caliper Calibration (Rev.1)Documento10 pagineProcedure For Caliper Calibration (Rev.1)syisyi87Nessuna valutazione finora
- Supplier Evaluation Checklist F-PU-05 - FILLEDDocumento2 pagineSupplier Evaluation Checklist F-PU-05 - FILLEDNav Talukdar100% (1)
- NIST Stopwatch & Timer Calibrations 2009Documento82 pagineNIST Stopwatch & Timer Calibrations 2009ririmonir100% (1)
- Vernier CaliperDocumento2 pagineVernier CaliperMechtek LabNessuna valutazione finora
- Calibration Procedure For Calibration of External Micrometer PDFDocumento8 pagineCalibration Procedure For Calibration of External Micrometer PDFscopeldelimaNessuna valutazione finora
- Calibration PDFDocumento20 pagineCalibration PDFHakim HakimNessuna valutazione finora
- Calibration Service Self-Audit FormDocumento8 pagineCalibration Service Self-Audit FormMohini Marathe0% (1)
- EPA Thermometer Calibration ProceduresDocumento7 pagineEPA Thermometer Calibration ProceduresGilberto Andrés Jurado100% (1)
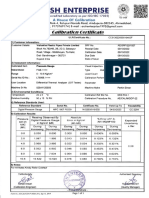
- Cal Cert FormatDocumento6 pagineCal Cert FormatINSTRUCAL CALIBRATION SERVICESNessuna valutazione finora
- Calibration Training: ReferencesDocumento5 pagineCalibration Training: ReferenceshoussNessuna valutazione finora
- Measure Uncertainity in Torque WrenchDocumento11 pagineMeasure Uncertainity in Torque WrenchAnonymous uXdS9Y7100% (2)
- 1.SOP For Calibratioon of Pressure GaugesDocumento3 pagine1.SOP For Calibratioon of Pressure Gaugesget_engineer05100% (1)
- (BS 6365 - 2008) - Specification For Precision Vernier Depth Gauges.Documento16 pagine(BS 6365 - 2008) - Specification For Precision Vernier Depth Gauges.boborg8792Nessuna valutazione finora
- ORA-LAB.5.9: Sections Included in This Document and Change HistoryDocumento12 pagineORA-LAB.5.9: Sections Included in This Document and Change HistoryPrashansa ShresthaNessuna valutazione finora
- Kosaka Lab Scope CC 2611Documento50 pagineKosaka Lab Scope CC 2611kumarNessuna valutazione finora
- Height Gauge (QA-SOP-02)Documento1 paginaHeight Gauge (QA-SOP-02)Rishi Gautam100% (1)
- Caliper CalibrationDocumento3 pagineCaliper CalibrationBalamurugan BalahaisninNessuna valutazione finora
- Is 13875 1 1993Documento17 pagineIs 13875 1 1993KOSAKA LABNessuna valutazione finora
- IQC ChartDocumento1 paginaIQC Chartrishi gautamNessuna valutazione finora
- Cp-005-Calibration of Internal MicrometerDocumento5 pagineCp-005-Calibration of Internal MicrometerSUNILNessuna valutazione finora
- Calibration Frequency TableDocumento7 pagineCalibration Frequency Tablefajar_92Nessuna valutazione finora
- Dial Indicator Calibration Procedure TS-0051Documento3 pagineDial Indicator Calibration Procedure TS-0051alexrferreiraNessuna valutazione finora
- Outside Micrometer Calibration Procedure: 1.0 Standards and EquipmentDocumento2 pagineOutside Micrometer Calibration Procedure: 1.0 Standards and EquipmentCoop StElzearNessuna valutazione finora
- Free Digital Multimeter Calibration ProcedureDocumento12 pagineFree Digital Multimeter Calibration ProcedurejoaoNessuna valutazione finora
- Calibrate Measuring Tapes Under 40 CharactersDocumento4 pagineCalibrate Measuring Tapes Under 40 CharactersAjlan KhanNessuna valutazione finora
- Gloss Meter Operating ProcedureDocumento2 pagineGloss Meter Operating ProcedureM Jawad Ali100% (1)
- Pressure Gauge Calibration CertificateDocumento1 paginaPressure Gauge Calibration CertificateCustomer Support100% (1)
- SOP CAL Refrigerator FreezerDocumento3 pagineSOP CAL Refrigerator FreezerJamall Clt33% (3)
- Quality Assurance Calibration System For Measuring InstrumentsDocumento1 paginaQuality Assurance Calibration System For Measuring InstrumentsGirish KulkarniNessuna valutazione finora
- Audit Your Supplier's Facility with This ChecklistDocumento1 paginaAudit Your Supplier's Facility with This ChecklistJoshua Laksamana100% (1)
- FUNDAMENTALS OF TORQUE CALIBRATIONDocumento137 pagineFUNDAMENTALS OF TORQUE CALIBRATIONMiguel Alfonso Ruiz MendezNessuna valutazione finora
- Pi Tape Calibration ProcedureDocumento11 paginePi Tape Calibration ProcedureAaron QuinnNessuna valutazione finora
- 02 - Calibration Procedure - Asf-Qc-Cal-001Documento7 pagine02 - Calibration Procedure - Asf-Qc-Cal-001Sherif YehiaNessuna valutazione finora
- Hardness Test SpecDocumento12 pagineHardness Test SpecAmir100% (1)
- Digital Multimeter CalibrationDocumento6 pagineDigital Multimeter CalibrationKhalidNessuna valutazione finora
- Acceptance Sampling InspectionDocumento8 pagineAcceptance Sampling InspectionsachinNessuna valutazione finora
- X-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersDocumento34 pagineX-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersRahul DubeyNessuna valutazione finora
- Accreditation No: LAB 131Documento9 pagineAccreditation No: LAB 131Doulat RamNessuna valutazione finora
- Is Iso 10360 2 1994 PDFDocumento15 pagineIs Iso 10360 2 1994 PDFYogesh AnapNessuna valutazione finora
- Sample Calibration ProceduresDocumento37 pagineSample Calibration Proceduresdil1750% (2)
- Certificate of CalibrationDocumento2 pagineCertificate of CalibrationMiguel Angel Pacahuala CristobalNessuna valutazione finora
- Calibrating Non-Indicating ScalesDocumento14 pagineCalibrating Non-Indicating ScalesMIGUEL ANGEL CASTRO LEALNessuna valutazione finora
- I-CAL-GUI-012 Calibration Guide No. 12.webDocumento137 pagineI-CAL-GUI-012 Calibration Guide No. 12.webAldrin HernandezNessuna valutazione finora
- Manual of Petroleum Measurement Standards Chapter 2-Tank CalibrationDocumento8 pagineManual of Petroleum Measurement Standards Chapter 2-Tank CalibrationiqbalNessuna valutazione finora
- ITTC - Recommended Procedures and Guidelines: Captive Model Test ProcedureDocumento20 pagineITTC - Recommended Procedures and Guidelines: Captive Model Test ProcedureHariyonoNessuna valutazione finora
- Potenciómetro Corning 530 PH MeterDocumento63 paginePotenciómetro Corning 530 PH MeterAbelNessuna valutazione finora
- Offset GaugeDocumento3 pagineOffset GaugeAaron QuinnNessuna valutazione finora
- Profile GaugeDocumento8 pagineProfile GaugeAaron QuinnNessuna valutazione finora
- UT Gauge CalibrationDocumento2 pagineUT Gauge CalibrationAaron QuinnNessuna valutazione finora
- Positector: Dew Point MeterDocumento32 paginePositector: Dew Point MeterAaron QuinnNessuna valutazione finora
- 130Documento2 pagine130Aaron QuinnNessuna valutazione finora
- Measuring Tape CalibrationDocumento2 pagineMeasuring Tape CalibrationDewi Kusuma86% (7)
- Wet Film GaugeDocumento12 pagineWet Film GaugeAaron QuinnNessuna valutazione finora
- NDT PDFDocumento13 pagineNDT PDFAaron QuinnNessuna valutazione finora
- NDT PDFDocumento13 pagineNDT PDFAaron QuinnNessuna valutazione finora
- Pi Tape Calibration ProcedureDocumento11 paginePi Tape Calibration ProcedureAaron QuinnNessuna valutazione finora
- Measuring Tape CalibrationDocumento2 pagineMeasuring Tape CalibrationDewi Kusuma86% (7)
- Measuring Tape CalibrationDocumento2 pagineMeasuring Tape CalibrationDewi Kusuma86% (7)
- WELD Welding Basics - Short Term Certificate PDFDocumento1 paginaWELD Welding Basics - Short Term Certificate PDFAaron QuinnNessuna valutazione finora
- 456Documento22 pagine456Aaron QuinnNessuna valutazione finora
- Stylus Roughness Instruments PDFDocumento12 pagineStylus Roughness Instruments PDFAaron QuinnNessuna valutazione finora
- WELD Welding Basics - Short Term Certificate PDFDocumento1 paginaWELD Welding Basics - Short Term Certificate PDFAaron QuinnNessuna valutazione finora
- Stylus Roughness Instruments PDFDocumento12 pagineStylus Roughness Instruments PDFAaron QuinnNessuna valutazione finora
- Certificate Attestation - Process & Requirements For Saudi ArabiaDocumento7 pagineCertificate Attestation - Process & Requirements For Saudi ArabiamakhadermfNessuna valutazione finora
- Research Design Elements for ScenariosDocumento25 pagineResearch Design Elements for Scenariosrohizal ibrahimNessuna valutazione finora
- A CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHDocumento9 pagineA CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHprajakta shindeNessuna valutazione finora
- Career Guidance Activity Sheet For Grade IiDocumento5 pagineCareer Guidance Activity Sheet For Grade IiJayson Escoto100% (1)
- MMDS Indoor/Outdoor Transmitter Manual: Chengdu Tengyue Electronics Co., LTDDocumento6 pagineMMDS Indoor/Outdoor Transmitter Manual: Chengdu Tengyue Electronics Co., LTDHenry Jose OlavarrietaNessuna valutazione finora
- DS 20230629 SG3300UD-MV SG4400UD-MV Datasheet V16 ENDocumento2 pagineDS 20230629 SG3300UD-MV SG4400UD-MV Datasheet V16 ENDragana SkipinaNessuna valutazione finora
- Iqvia PDFDocumento1 paginaIqvia PDFSaksham DabasNessuna valutazione finora
- AP Statistics - 2014-2015 Semester 1 Test 3Documento4 pagineAP Statistics - 2014-2015 Semester 1 Test 3Camden BickelNessuna valutazione finora
- Stellar Competent CellsDocumento1 paginaStellar Competent CellsSergio LaynesNessuna valutazione finora
- JRC Wind Energy Status Report 2016 EditionDocumento62 pagineJRC Wind Energy Status Report 2016 EditionByambaa BattulgaNessuna valutazione finora
- Philippines Taxation Scope and ReformsDocumento4 paginePhilippines Taxation Scope and ReformsAngie Olpos Boreros BaritugoNessuna valutazione finora
- Oscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionDocumento6 pagineOscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionOscar Ortega LopezNessuna valutazione finora
- Lab - Activity CCNA 2 Exp: 7.5.3Documento13 pagineLab - Activity CCNA 2 Exp: 7.5.3Rico Agung FirmansyahNessuna valutazione finora
- LeasingDocumento2 pagineLeasingfollow_da_great100% (2)
- Uniform Bonding Code (Part 2)Documento18 pagineUniform Bonding Code (Part 2)Paschal James BloiseNessuna valutazione finora
- Upgrade DB 10.2.0.4 12.1.0Documento15 pagineUpgrade DB 10.2.0.4 12.1.0abhishekNessuna valutazione finora
- Book Two - 2da. EdiciónDocumento216 pagineBook Two - 2da. EdiciónJhoselainys PachecoNessuna valutazione finora
- Design of Shear Walls Using ETABSDocumento97 pagineDesign of Shear Walls Using ETABSYeraldo Tejada Mendoza88% (8)
- Role Played by Digitalization During Pandemic: A Journey of Digital India Via Digital PaymentDocumento11 pagineRole Played by Digitalization During Pandemic: A Journey of Digital India Via Digital PaymentIAEME PublicationNessuna valutazione finora
- Marketing Management NotesDocumento115 pagineMarketing Management NotesKajwangs DanNessuna valutazione finora
- Industry Life Cycle-Plant Based CaseDocumento3 pagineIndustry Life Cycle-Plant Based CaseRachelle BrownNessuna valutazione finora
- Czar Alexander IIDocumento11 pagineCzar Alexander IIMalachy ChinweokwuNessuna valutazione finora
- Request For AffidavitDocumento2 pagineRequest For AffidavitGhee MoralesNessuna valutazione finora
- Method StatementDocumento11 pagineMethod StatementMohammad Fazal Khan100% (1)
- 702190-Free PowerPoint Template AmazonDocumento1 pagina702190-Free PowerPoint Template AmazonnazNessuna valutazione finora
- Chirala, Andhra PradeshDocumento7 pagineChirala, Andhra PradeshRam KumarNessuna valutazione finora
- 3000W InverterDocumento2 pagine3000W InverterSeda Armand AllaNessuna valutazione finora
- Air Cycle Refrigeration:-Bell - Coleman CycleDocumento21 pagineAir Cycle Refrigeration:-Bell - Coleman CycleSuraj Kumar100% (1)
- Ultrasonic Inspection Standards for Wrought MetalsDocumento44 pagineUltrasonic Inspection Standards for Wrought Metalsdomsoneng100% (1)
- Forms of Business Organization: Sole Proprietorship, Partnership, Corporation, CooperativesDocumento17 pagineForms of Business Organization: Sole Proprietorship, Partnership, Corporation, CooperativesSanti BuliachNessuna valutazione finora
- Specialized Government BanksDocumento5 pagineSpecialized Government BanksCarazelli AysonNessuna valutazione finora