Potrebbero piacerti anche
- Euroclad Guide To Design and Installation of Trapezoidal SystemsDocumento0 pagineEuroclad Guide To Design and Installation of Trapezoidal Systemsssss2345Nessuna valutazione finora
- HeaDocumento1 paginaHeaRianto HalimNessuna valutazione finora
- Welding Instruction Manual PDFDocumento96 pagineWelding Instruction Manual PDFyud100% (1)
- Tekla Structures: Modeling ManualDocumento173 pagineTekla Structures: Modeling ManualKa KaNessuna valutazione finora
- Galv Eye&EyeDocumento1 paginaGalv Eye&EyeTulang RorobotNessuna valutazione finora
- Din 1732-3-2007Documento5 pagineDin 1732-3-2007Luis PaletoNessuna valutazione finora
- Chanels Tapered Flange Metric and Universal Beams and Columns Imperial Units and UPNDocumento3 pagineChanels Tapered Flange Metric and Universal Beams and Columns Imperial Units and UPNPratama YogaNessuna valutazione finora
- Universal BeamDocumento17 pagineUniversal BeamHazwan AzamanNessuna valutazione finora
- BS en 15614 Welder Tests Template1Documento14 pagineBS en 15614 Welder Tests Template1delta lab sangliNessuna valutazione finora
- EN - 583-2 - (2001) - Non-Destructive Testing. Ultrasonic Examination. Sensitivity and Range SettingDocumento47 pagineEN - 583-2 - (2001) - Non-Destructive Testing. Ultrasonic Examination. Sensitivity and Range SettingMarcelo RodriNessuna valutazione finora
- Corporate Presentation 3/26/2013 - 1Documento18 pagineCorporate Presentation 3/26/2013 - 1Jose ManuelNessuna valutazione finora
- Doors & WindowsDocumento21 pagineDoors & Windows200211555Nessuna valutazione finora
- Aluzinc Corrosion Resistance en 2012Documento17 pagineAluzinc Corrosion Resistance en 2012electronicmail2ughf6525Nessuna valutazione finora
- Cai Mep International Container Terminal: Method Statement of Piling Works For BuildingsDocumento21 pagineCai Mep International Container Terminal: Method Statement of Piling Works For BuildingskarfungNessuna valutazione finora
- Ecotek DesignManual v2015 02Documento44 pagineEcotek DesignManual v2015 02benNessuna valutazione finora
- Din 1480 2005Documento6 pagineDin 1480 2005PacoNessuna valutazione finora
- CS Colours2011-1 PDFDocumento3 pagineCS Colours2011-1 PDFmanbkk100% (1)
- Welding ElotrodeDocumento3 pagineWelding ElotrodeNiranjan khatuaNessuna valutazione finora
- Australian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsDocumento7 pagineAustralian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsZohaib Rafiq0% (1)
- En 1090Documento1 paginaEn 1090Anonymous pgQIReuNessuna valutazione finora
- Ok Tigrod 12.64 Gtaw enDocumento2 pagineOk Tigrod 12.64 Gtaw ensoft4gsmNessuna valutazione finora
- Carbon Arc Cutting PDFDocumento44 pagineCarbon Arc Cutting PDFMark InnesNessuna valutazione finora
- Texmaco Limited: Welding Process InstructionDocumento15 pagineTexmaco Limited: Welding Process InstructionArvindshuklamechNessuna valutazione finora
- 242 MIG Settings ChartDocumento1 pagina242 MIG Settings ChartKarthik Dasari100% (1)
- Bohler CatalogDocumento308 pagineBohler CatalogPerumal GovindanNessuna valutazione finora
- Welding PlanDocumento1 paginaWelding Planapi-298346841Nessuna valutazione finora
- DINEN29692 (Weld Joint Preparation)Documento17 pagineDINEN29692 (Weld Joint Preparation)thanghanvicoNessuna valutazione finora
- CHG 55B2Documento1 paginaCHG 55B2Nhien ManNessuna valutazione finora
- EN 1993-1-12-2007 Eurocode 3  " Design of Steel Structures  " Part 1-12 Additional Rules For The Extension of EN 1993 Up To Steel Grades S 700Documento12 pagineEN 1993-1-12-2007 Eurocode 3  " Design of Steel Structures  " Part 1-12 Additional Rules For The Extension of EN 1993 Up To Steel Grades S 700Gökhan Çiçek100% (1)
- BP3 Trowel Finished ConcreteDocumento1 paginaBP3 Trowel Finished ConcretepipiNessuna valutazione finora
- WPS PQR-07Documento8 pagineWPS PQR-07Ranjan KumarNessuna valutazione finora
- BS en 13141-7 2004 Ventilation For Buildings PDFDocumento24 pagineBS en 13141-7 2004 Ventilation For Buildings PDFRamiAl-fuqahaNessuna valutazione finora
- Manufacturer'S Welding Procedure Specification Wps Wpsno: Rev No: Date: Page NoDocumento2 pagineManufacturer'S Welding Procedure Specification Wps Wpsno: Rev No: Date: Page NoAMIT SHAHNessuna valutazione finora
- JIS G3452 PipeDocumento0 pagineJIS G3452 PipefaridyeniNessuna valutazione finora
- H Section JIS G 3192Documento9 pagineH Section JIS G 3192Sudath KularathnaNessuna valutazione finora
- (Welding) ANSI-AWS Standard A5.9-1993 - Specification For Bare Stainless Steel Welding ElectrodDocumento33 pagine(Welding) ANSI-AWS Standard A5.9-1993 - Specification For Bare Stainless Steel Welding ElectrodAna Quintana100% (1)
- MSFC Spec 3679 PDFDocumento102 pagineMSFC Spec 3679 PDFDragan Sorin100% (1)
- Aquasafe Septic SystemDocumento22 pagineAquasafe Septic Systemsygmadude100% (1)
- Vicwest Hi-Bond Composite Deck Design ManualDocumento42 pagineVicwest Hi-Bond Composite Deck Design ManualMike Smith100% (1)
- ArcelorMittal DOMSpecsDocumento12 pagineArcelorMittal DOMSpecsAnurag DixitNessuna valutazione finora
- Steel-Product Catalog enDocumento75 pagineSteel-Product Catalog enmohammad_reza_49Nessuna valutazione finora
- Visual Inspection - AWS & BS PDFDocumento22 pagineVisual Inspection - AWS & BS PDFSelvakpm06Nessuna valutazione finora
- As 4458 - Amd1Documento9 pagineAs 4458 - Amd1Nang TruongNessuna valutazione finora
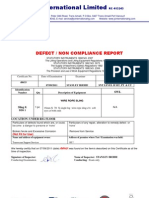
- Defect / Non Compliance ReportDocumento12 pagineDefect / Non Compliance ReportMichael OkwuwaNessuna valutazione finora
- Thermal ConductivityDocumento9 pagineThermal ConductivityKilaru HareeshNessuna valutazione finora
- E 310 - 99 - Rtmxma - PDFDocumento4 pagineE 310 - 99 - Rtmxma - PDFUpul Eranda AbeyrathnaNessuna valutazione finora
- NDT RT PDFDocumento13 pagineNDT RT PDFck19654840Nessuna valutazione finora
- AWS D1.1-D1.1M-2015 - Pagina-110Documento1 paginaAWS D1.1-D1.1M-2015 - Pagina-110Gedalías MartínezNessuna valutazione finora
- Strength of SteelsDocumento12 pagineStrength of Steelssureshs83Nessuna valutazione finora
- KTC Catalog1Documento318 pagineKTC Catalog1Langgeng PrasetyoNessuna valutazione finora
- Beam - Design ProcessDocumento2 pagineBeam - Design ProcessKory EstesNessuna valutazione finora
- Welding Studs Drawn Arc PDFDocumento52 pagineWelding Studs Drawn Arc PDFCesarNessuna valutazione finora
- Method Statement - Erection of Main TrussDocumento2 pagineMethod Statement - Erection of Main TrussAli WaqasNessuna valutazione finora
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Documento3 pagineWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNessuna valutazione finora
- Final WPS - ItdcDocumento2 pagineFinal WPS - ItdcsarancivilrajNessuna valutazione finora
- Wps For Akbtpl E-6013 - ModifiedDocumento13 pagineWps For Akbtpl E-6013 - ModifiedvinayNessuna valutazione finora
- WC9Documento5 pagineWC9Suresh KrishnanNessuna valutazione finora
- Gta+sma PQRDocumento3 pagineGta+sma PQRRahul MoottolikandyNessuna valutazione finora
- WCBDocumento5 pagineWCBSuresh KrishnanNessuna valutazione finora
- Piping WpsDocumento37 paginePiping WpsZulfokar FahdawiNessuna valutazione finora
- 0 10a Cylinder Head Cover ADocumento5 pagine0 10a Cylinder Head Cover ARusmansyahNessuna valutazione finora
- Riveting and Welding: Ship ConstructionDocumento77 pagineRiveting and Welding: Ship ConstructionChristopher Hawley100% (1)
- Fastener Type Chart - ReconDocumento5 pagineFastener Type Chart - ReconRam TejaNessuna valutazione finora
- XLR XX SeriesDocumento1 paginaXLR XX SeriesJuan FerchoNessuna valutazione finora
- Iso 15618-2-2001Documento30 pagineIso 15618-2-2001abdulkadir aliNessuna valutazione finora
- Unified Screw Threads Threads Per InchDocumento15 pagineUnified Screw Threads Threads Per Inchcqh53xn100% (1)
- Cawangan Pakar Dan Kejuruteraan Awam Jabatan Kerja Raya Malaysia, Kuala LumpurDocumento2 pagineCawangan Pakar Dan Kejuruteraan Awam Jabatan Kerja Raya Malaysia, Kuala LumpurHidayah A.RahmanNessuna valutazione finora
- Daily Progress Report 30 - 10 - 2020Documento2 pagineDaily Progress Report 30 - 10 - 2020Jagadeesan S MNessuna valutazione finora
- Din 914Documento6 pagineDin 914Mark802Nessuna valutazione finora
- ERNiCrCoMo 1Documento1 paginaERNiCrCoMo 1Vajid MadathilNessuna valutazione finora
- Ktu Manufacturing Technology PDFDocumento5 pagineKtu Manufacturing Technology PDFseminarprojectNessuna valutazione finora
- ASME Section VIII Division 1 Surface Finish of Welds: UW-35 Finished Longitudinal and Circumferntial JointsDocumento1 paginaASME Section VIII Division 1 Surface Finish of Welds: UW-35 Finished Longitudinal and Circumferntial JointsAkhtarcmti1342Nessuna valutazione finora
- Welding Procedure SpecificationDocumento21 pagineWelding Procedure Specificationboypardede100% (7)
- Types of WeldingDocumento10 pagineTypes of WeldingMuhammad Tauseef ZafarNessuna valutazione finora
- BS EN 1011 - 8 - 2003 - DraftDocumento22 pagineBS EN 1011 - 8 - 2003 - DraftMichael Andrews100% (2)
- 06 Fire Water Piping Welding ProcedureDocumento10 pagine06 Fire Water Piping Welding ProcedureAkhilesh Kumar100% (1)
- Wis5 Cswip2 2013Documento304 pagineWis5 Cswip2 2013sindalisindiNessuna valutazione finora
- Size - Bolt Depot - US Recommended Bolt Torque TableDocumento2 pagineSize - Bolt Depot - US Recommended Bolt Torque Tableirfan KahramanNessuna valutazione finora
- WPQT List Pt. AbgDocumento5 pagineWPQT List Pt. AbgabdiNessuna valutazione finora
- R3540-3009-B Hub AssemblyDocumento1 paginaR3540-3009-B Hub AssemblyKarikalan JayNessuna valutazione finora
- RF ToolsDocumento17 pagineRF Toolsketab_doostNessuna valutazione finora
- 167 Gmaw Zug Asme (Rohmatullah 3g) WPQDocumento4 pagine167 Gmaw Zug Asme (Rohmatullah 3g) WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- BMP (Class 14 - Class-17) WeldingDocumento24 pagineBMP (Class 14 - Class-17) WeldingAsesh PramanikNessuna valutazione finora
- DrawingDocumento1 paginaDrawingM Tommy AdamsNessuna valutazione finora
- MASHOP 3 (New Curriculum) Topic: Electric Arc Welding: Prepared By: Engr. Emiliano P. Heraña JR Faculty, CME. OLFUDocumento41 pagineMASHOP 3 (New Curriculum) Topic: Electric Arc Welding: Prepared By: Engr. Emiliano P. Heraña JR Faculty, CME. OLFUBrianss AyangssNessuna valutazione finora
- PQR FormatDocumento2 paginePQR FormatBE GNessuna valutazione finora
- PrayerDocumento11 paginePrayerTrecita BacoNessuna valutazione finora
- LA02b - Soldering TechniqueDocumento24 pagineLA02b - Soldering TechniqueFairolizwan AbdullahNessuna valutazione finora
- Img 20200831 0001Documento1 paginaImg 20200831 0001Aung Naing Latt Aung100% (1)
- Weld Defects Incomplete Root PenetrationDocumento4 pagineWeld Defects Incomplete Root PenetrationMuhammed SulfeekNessuna valutazione finora