Potrebbero piacerti anche
- MIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesDocumento8 pagineMIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesCalvin YeohNessuna valutazione finora
- Welding Report Sem3Documento11 pagineWelding Report Sem3hakimNessuna valutazione finora
- MIG Welding MachineDocumento7 pagineMIG Welding MachineSAATISH0% (1)
- MEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Documento10 pagineMEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Shaikhan NadzemiNessuna valutazione finora
- Gmaw Guide PDFDocumento54 pagineGmaw Guide PDFJorge perezNessuna valutazione finora
- TIG Workshop ReportDocumento9 pagineTIG Workshop ReportKee Zhenyuan100% (1)
- wELDING MAIN PowerPoint PresentationDocumento159 paginewELDING MAIN PowerPoint PresentationsanjibkrjanaNessuna valutazione finora
- Lab Report 4Documento8 pagineLab Report 4Yohannes AlemayehuNessuna valutazione finora
- Joining Process MIG Welding: Faculty of Mechanical EngineeringDocumento4 pagineJoining Process MIG Welding: Faculty of Mechanical EngineeringFong Wei JunNessuna valutazione finora
- Gas Welding ReportDocumento18 pagineGas Welding ReportAkmal AzaliNessuna valutazione finora
- Seminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs DepartmentDocumento44 pagineSeminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs Departmentpraphul gamangoNessuna valutazione finora
- Welding Lecture 5 Solid State Welding Processes ( - )Documento20 pagineWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudNessuna valutazione finora
- Welding ReportDocumento15 pagineWelding Reportabhinavjha7Nessuna valutazione finora
- CMT555 - Alteration of EnvironmentDocumento10 pagineCMT555 - Alteration of EnvironmentLina LynxNessuna valutazione finora
- Continental Institute of Engineering & Technology: Welding ShopDocumento8 pagineContinental Institute of Engineering & Technology: Welding ShopAjay RanaNessuna valutazione finora
- (Kashif Hasnain) - Lab Report # 1 - SMAW WeldingDocumento4 pagine(Kashif Hasnain) - Lab Report # 1 - SMAW WeldingAbrar HassanNessuna valutazione finora
- Welding ReportDocumento15 pagineWelding ReportSamNessuna valutazione finora
- Arc Welding ReportDocumento10 pagineArc Welding ReportHabibah ArbainNessuna valutazione finora
- Arc Welding ProceduresDocumento4 pagineArc Welding ProceduresatayxjsNessuna valutazione finora
- Under Water WeldingDocumento23 pagineUnder Water WeldingEr Raghvendra SinghNessuna valutazione finora
- Fundamentals of WeldingDocumento79 pagineFundamentals of WeldingdselvakuuNessuna valutazione finora
- Types of Electric WeldingDocumento7 pagineTypes of Electric WeldingSUKhanNessuna valutazione finora
- Welding and Fabrication NotesDocumento47 pagineWelding and Fabrication NotesJulius Kiprop100% (1)
- Electric WeldingDocumento28 pagineElectric WeldingmayankNessuna valutazione finora
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDocumento19 pagineB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahNessuna valutazione finora
- MIG Welding ProcessDocumento12 pagineMIG Welding ProcessHimanshu RaoNessuna valutazione finora
- MIG WeldingDocumento10 pagineMIG WeldingAlvaro Martin RamaNessuna valutazione finora
- Fluid Mechanics (Experiment)Documento29 pagineFluid Mechanics (Experiment)simple-CE-studNessuna valutazione finora
- Lab ReportDocumento7 pagineLab ReportSrinivas Duvvuri100% (1)
- Manual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingDocumento132 pagineManual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingRajesh PatroNessuna valutazione finora
- Your Name: Ulises Jose Corona Name of The Course: MAE2160 Materials Science Lab Date: Report DateDocumento7 pagineYour Name: Ulises Jose Corona Name of The Course: MAE2160 Materials Science Lab Date: Report DateUlises Corona100% (4)
- WeldingDocumento23 pagineWeldingBilal TayyabNessuna valutazione finora
- Panunumpa NG PropesyonalDocumento71 paginePanunumpa NG PropesyonalHenry SyNessuna valutazione finora
- Arc Welding LabDocumento28 pagineArc Welding LabFarman AliNessuna valutazione finora
- Lab Sheet Djj5113Documento27 pagineLab Sheet Djj5113Munisprasad MuniandyNessuna valutazione finora
- Dye Penetrant InspectionDocumento15 pagineDye Penetrant InspectionUwaiz Qurni IINessuna valutazione finora
- Physics of WeldingDocumento8 paginePhysics of WeldingAbu SaadNessuna valutazione finora
- Engineering Materials Lab ReportDocumento18 pagineEngineering Materials Lab ReportAhmad Fakhrie ShahNessuna valutazione finora
- TIG MIG Welding Lab ReportDocumento6 pagineTIG MIG Welding Lab ReportSaad Saleem50% (2)
- Heat Treatment Lab ReportDocumento12 pagineHeat Treatment Lab ReportCarl Behlmer100% (5)
- Conclusion Recon Refer WeldingDocumento3 pagineConclusion Recon Refer WeldingIrdzat ZainiNessuna valutazione finora
- Gtaw WeldingDocumento37 pagineGtaw WeldingSadhasivam VeluNessuna valutazione finora
- GuideDocumento2 pagineGuideSreekumar RajendrababuNessuna valutazione finora
- Lab Report Workshop 10Documento3 pagineLab Report Workshop 10Abdullah AnsariNessuna valutazione finora
- ARC Welding Report 1021Documento21 pagineARC Welding Report 1021Bong Foo LeongNessuna valutazione finora
- Technique # 1. Leftward or Forward Welding:: AdvertisementsDocumento2 pagineTechnique # 1. Leftward or Forward Welding:: AdvertisementszombieNessuna valutazione finora
- Arc Welding Lab ManualDocumento3 pagineArc Welding Lab ManualAshish VermaNessuna valutazione finora
- 3 Major Types of Welding Machines & Their FeaturesDocumento2 pagine3 Major Types of Welding Machines & Their FeaturesPratibha MauryaNessuna valutazione finora
- Welding GMAW Full ReportDocumento12 pagineWelding GMAW Full ReportAE GNessuna valutazione finora
- ET Lab2 ReportDocumento7 pagineET Lab2 ReportMunisprasad MuniandyNessuna valutazione finora
- Non-Arc Welding ProcessesDocumento30 pagineNon-Arc Welding ProcessesKhalid El MasryNessuna valutazione finora
- Mem661 - Smaw Gtaw LabDocumento49 pagineMem661 - Smaw Gtaw LabFIefa100% (1)
- Hyperbaric WeldingDocumento17 pagineHyperbaric WeldingRam KasturiNessuna valutazione finora
- Welding ProcessesDocumento7 pagineWelding ProcessesTridib DeyNessuna valutazione finora
- M2 - U3 - Manual Metal Arc Welding PDFDocumento34 pagineM2 - U3 - Manual Metal Arc Welding PDFSureshNessuna valutazione finora
- Diffusion Welding 2-1Documento23 pagineDiffusion Welding 2-1manu9mohan-7Nessuna valutazione finora
- Shielded Metal Arc WeldingDocumento33 pagineShielded Metal Arc WeldingAit Biñan100% (3)
- Welding An Its TypesDocumento54 pagineWelding An Its TypesChaithu ChandrasekaranNessuna valutazione finora
- Spot Welding Process LabDocumento4 pagineSpot Welding Process Labjunaid gujratiNessuna valutazione finora
- GMAW Lesson PlanDocumento77 pagineGMAW Lesson PlanKentDemeterioNessuna valutazione finora
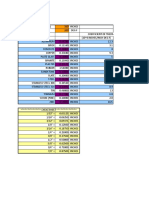
- Excel Sheet For Price CalculationDocumento3 pagineExcel Sheet For Price CalculationSachin KothvalNessuna valutazione finora
- 03 Lucrare PDFDocumento8 pagine03 Lucrare PDFIovanas Daniela MariaNessuna valutazione finora
- Cat Columbus 2012Documento27 pagineCat Columbus 2012merisdimNessuna valutazione finora
- Nickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsDocumento15 pagineNickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsrezaNessuna valutazione finora
- Ge Converteam mv3000 Ferrite InstallDocumento4 pagineGe Converteam mv3000 Ferrite InstallDiego MontanezNessuna valutazione finora
- Technical Specification - Klippon Roofing System V2-FinalDocumento1 paginaTechnical Specification - Klippon Roofing System V2-FinalRAMANNessuna valutazione finora
- Duplex Families Applications A Review Part3Documento4 pagineDuplex Families Applications A Review Part3Karthik SubramaniNessuna valutazione finora
- Ed-19 Wind IndicatorDocumento16 pagineEd-19 Wind Indicatorsemjonovs.nikitaNessuna valutazione finora
- Thermal Expansion CalculatorDocumento2 pagineThermal Expansion CalculatorPriyanathan ThayalanNessuna valutazione finora
- Price ListDocumento68 paginePrice ListZuberYousufNessuna valutazione finora
- Test: Test Method(s) : Corrosion:: Tests)Documento4 pagineTest: Test Method(s) : Corrosion:: Tests)Sheik Mohamed AliNessuna valutazione finora
- Die Casting PDFDocumento16 pagineDie Casting PDFGokul PrabuNessuna valutazione finora
- Procedure For Welding of PipingDocumento16 pagineProcedure For Welding of PipingJohnson Raju100% (1)
- A3R6AMRQ - Bang Tieu Chuan Ong Theo ASTM A312-A778, JIS G3459Documento2 pagineA3R6AMRQ - Bang Tieu Chuan Ong Theo ASTM A312-A778, JIS G3459Khoa LuatNessuna valutazione finora
- Chapter 4 - Melting and CastingDocumento28 pagineChapter 4 - Melting and CastingHamiduNessuna valutazione finora
- 733Documento17 pagine733Kaushik SenguptaNessuna valutazione finora
- 90-10 Copper-Nickel Vs - Sea-Cure Stainless SteelDocumento7 pagine90-10 Copper-Nickel Vs - Sea-Cure Stainless Steelpipedown456Nessuna valutazione finora
- Vascomill MMS FA 2 EsiteDocumento1 paginaVascomill MMS FA 2 EsiteDaniel ReyesNessuna valutazione finora
- CH 3Documento3 pagineCH 3Viraaj SinghNessuna valutazione finora
- KS Product Specification 2015 - 8878683311760334859.pdf - 2Documento7 pagineKS Product Specification 2015 - 8878683311760334859.pdf - 2Dheka UnoNessuna valutazione finora
- Asme Viii D Table 2aDocumento9 pagineAsme Viii D Table 2aHugoNessuna valutazione finora
- Din 11852Documento20 pagineDin 11852MANGESH MANE100% (1)
- IEEMA Circular Aug 2020Documento2 pagineIEEMA Circular Aug 2020AMARENDRA SINessuna valutazione finora
- Surface Hardening of SteelDocumento50 pagineSurface Hardening of SteelTeptep GonzalesNessuna valutazione finora
- Flat and Square Products From Saarstahl: Range of Dimensions For Flat BarDocumento2 pagineFlat and Square Products From Saarstahl: Range of Dimensions For Flat Barahmed abdohNessuna valutazione finora
- Materialselection PDFDocumento4 pagineMaterialselection PDFjayaramanrathnamNessuna valutazione finora
- Mil S 46172aDocumento36 pagineMil S 46172akarthiprojectsNessuna valutazione finora
- Laboratory Manual MEC 225: Material Science AND Metallurgy LaboratoryDocumento21 pagineLaboratory Manual MEC 225: Material Science AND Metallurgy LaboratoryUNITED2014Nessuna valutazione finora
- Chapter-1 ShavingDocumento3 pagineChapter-1 ShavingNikhil PrasannaNessuna valutazione finora
- CH 31Documento11 pagineCH 31juanNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretDa EverandWaste: One Woman’s Fight Against America’s Dirty SecretValutazione: 5 su 5 stelle5/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (52)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- Analog Design and Simulation Using OrCAD Capture and PSpiceDa EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNessuna valutazione finora
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDa EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersValutazione: 4 su 5 stelle4/5 (13)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDa EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsValutazione: 5 su 5 stelle5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDa EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneValutazione: 4.5 su 5 stelle4.5/5 (5)
- Laws of UX: Using Psychology to Design Better Products & ServicesDa EverandLaws of UX: Using Psychology to Design Better Products & ServicesValutazione: 5 su 5 stelle5/5 (9)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDa EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNessuna valutazione finora
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsDa EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsValutazione: 4 su 5 stelle4/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveDa EverandUnderstanding Automotive Electronics: An Engineering PerspectiveValutazione: 3.5 su 5 stelle3.5/5 (16)
- A Baker's Dozen: Real Analog Solutions for Digital DesignersDa EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersValutazione: 4 su 5 stelle4/5 (1)