Potrebbero piacerti anche
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsDa EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNessuna valutazione finora
- Fundamentals and Applications of Bionic Drilling FluidsDa EverandFundamentals and Applications of Bionic Drilling FluidsNessuna valutazione finora
- Dogleg Severity LimitDocumento1 paginaDogleg Severity LimitMuhammad Naufal Nazhib KhanNessuna valutazione finora
- SDU Ver142beta1 - Demo Print 1 PDFDocumento12 pagineSDU Ver142beta1 - Demo Print 1 PDFreza khNessuna valutazione finora
- OOT PulsFrac Input Request - OEF-1000-001 TPN-211Documento5 pagineOOT PulsFrac Input Request - OEF-1000-001 TPN-211Christian BimoNessuna valutazione finora
- CDAMnemonicsDocumento18 pagineCDAMnemonicsvanthodcNessuna valutazione finora
- Well DataDocumento5 pagineWell Datamohamed elshemyNessuna valutazione finora
- BHA - 66 Opción 2 SlimpulseDocumento1 paginaBHA - 66 Opción 2 SlimpulseDiego Fabian Ruiz VacaflorNessuna valutazione finora
- Adt RPT #04Documento1 paginaAdt RPT #04HunterNessuna valutazione finora
- Annular Pressure LossDocumento2 pagineAnnular Pressure LossHenry BritoNessuna valutazione finora
- Basics of Well ControlDocumento45 pagineBasics of Well ControlRocard NgomaNessuna valutazione finora
- Api Casing Design: Design Parameters Loads at A DepthDocumento2 pagineApi Casing Design: Design Parameters Loads at A DepthChak AlGhazelNessuna valutazione finora
- Well Pressure Profile BetaDocumento3 pagineWell Pressure Profile BetaDevito PradiptaNessuna valutazione finora
- Casing Cutting Procedure - WFDDocumento5 pagineCasing Cutting Procedure - WFDprateek132106Nessuna valutazione finora
- Leak-Off Test Analysis: Well: RigDocumento5 pagineLeak-Off Test Analysis: Well: RigstevebeardsleyNessuna valutazione finora
- ADVANTAGE Hydraulics Spreadsheet Report: Case - RomaniaDocumento1 paginaADVANTAGE Hydraulics Spreadsheet Report: Case - RomaniatibismtxNessuna valutazione finora
- TVD & Kill Weight CalculationsDocumento40 pagineTVD & Kill Weight Calculationsfrancisryan4519Nessuna valutazione finora
- Hole Size " Casing Size " Casing Weight LB/FT HWDP Size " DP Size " DC Size "Documento2 pagineHole Size " Casing Size " Casing Weight LB/FT HWDP Size " DP Size " DC Size "PawanDeepSinghNessuna valutazione finora
- 12 Casing Running Speed - QuartzDocumento1 pagina12 Casing Running Speed - QuartzRebarNessuna valutazione finora
- CH4-3 Drilling Hydraulics Optimization Criteria (Practical Example)Documento13 pagineCH4-3 Drilling Hydraulics Optimization Criteria (Practical Example)Haseen KaurNessuna valutazione finora
- Well Control Data Sheet: Vertical WellsDocumento2 pagineWell Control Data Sheet: Vertical WellsscrbdgharaviNessuna valutazione finora
- Spot Heavy MudDocumento1 paginaSpot Heavy MudstevebeardsleyNessuna valutazione finora
- Mud PlanDocumento6 pagineMud PlanHarjan Philipp C. GopaldasNessuna valutazione finora
- EX-0035 Drilling - English API Formula Sheet THDocumento4 pagineEX-0035 Drilling - English API Formula Sheet THPavin PiromNessuna valutazione finora
- Filling The HoleDocumento1 paginaFilling The HolestevebeardsleyNessuna valutazione finora
- 18 - Critical Rotary SpeedDocumento1 pagina18 - Critical Rotary SpeedJunaid MateenNessuna valutazione finora
- Drill String DesignDocumento1 paginaDrill String DesignmalikshababNessuna valutazione finora
- Balance of Materials: Density of A Mixture of Fluids, Knowing Volume and Density of Its ComponentsDocumento2 pagineBalance of Materials: Density of A Mixture of Fluids, Knowing Volume and Density of Its ComponentsRebarNessuna valutazione finora
- (Training Documents) Strokes Bit To SurfaceDocumento2 pagine(Training Documents) Strokes Bit To SurfaceHeris SitompulNessuna valutazione finora
- Hydraulics AnalyzedDocumento1 paginaHydraulics AnalyzedstevebeardsleyNessuna valutazione finora
- RDT - Drill Pipe Specs PDFDocumento8 pagineRDT - Drill Pipe Specs PDFEder VargasNessuna valutazione finora
- Avg Downhole Losses: 4 BBLS/HR.: G.P.C Daily Drilling Report Att. Eastern Desert Rig Heading: 206°Documento1 paginaAvg Downhole Losses: 4 BBLS/HR.: G.P.C Daily Drilling Report Att. Eastern Desert Rig Heading: 206°Mahmoud Ahmed Ali AbdelrazikNessuna valutazione finora
- PBL Hole CleaningDocumento2 paginePBL Hole CleaningOlgaLuciaNessuna valutazione finora
- Api Casing Design: Design Parameters Loads at A DepthDocumento2 pagineApi Casing Design: Design Parameters Loads at A DepthrenatoNessuna valutazione finora
- Surge - Swab ProgramDocumento1 paginaSurge - Swab ProgramHenry BritoNessuna valutazione finora
- 20 in Surf - 94 PPFDocumento12 pagine20 in Surf - 94 PPFAnonymous XbmoAFtINessuna valutazione finora
- Kill SheetDocumento17 pagineKill SheetscrbdgharaviNessuna valutazione finora
- Pre Recorded Imformation: Davis Family 1-42Documento10 paginePre Recorded Imformation: Davis Family 1-42scrbdgharaviNessuna valutazione finora
- Wellbore Skematic DrawingsDocumento75 pagineWellbore Skematic DrawingsJoy GNessuna valutazione finora
- How To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred GrowcockDocumento16 pagineHow To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred Growcockrıdvan duranNessuna valutazione finora
- Spe 196232 MSDocumento18 pagineSpe 196232 MShijoetigreNessuna valutazione finora
- Kick Off Procedure For Directional WellsDocumento9 pagineKick Off Procedure For Directional WellsAdin PraviMoški PartAdisNessuna valutazione finora
- Hosan 1 EWOR Final CheckDocumento40 pagineHosan 1 EWOR Final CheckvengurionNessuna valutazione finora
- 1 - Hydra Jar - Technical DataDocumento3 pagine1 - Hydra Jar - Technical DataJoseMi Vacaflor IllanesNessuna valutazione finora
- BHA#006 8.5in PDXceed +EcoScope+ TeleScopeDocumento1 paginaBHA#006 8.5in PDXceed +EcoScope+ TeleScopeKelly Cubillos quirozNessuna valutazione finora
- BOP BoltsDocumento5 pagineBOP BoltsHadirah DunglahNessuna valutazione finora
- Wellbore Schematic: GOK-12 - End of Well ReportDocumento5 pagineWellbore Schematic: GOK-12 - End of Well Report-BloodSeeker-Nessuna valutazione finora
- Comp Tally W.P#14Documento3 pagineComp Tally W.P#14nabiNessuna valutazione finora
- Bit Condition ChartDocumento1 paginaBit Condition ChartMas KuncritNessuna valutazione finora
- Manzalai-07 Daily Mud Report (10!7!20)Documento1 paginaManzalai-07 Daily Mud Report (10!7!20)Sharjeel AhmedNessuna valutazione finora
- Workover Daily Report WQ1-039Documento3 pagineWorkover Daily Report WQ1-039kareem100% (1)
- Santos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3Documento13 pagineSantos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3TonyNessuna valutazione finora
- PIPE Tally Sheet 7'' Liner kB2Documento10 paginePIPE Tally Sheet 7'' Liner kB2nabiNessuna valutazione finora
- DiverterDocumento1 paginaDiverterjsarmaNessuna valutazione finora
- Running Procedure 5Documento2 pagineRunning Procedure 5Pesireron RoberthNessuna valutazione finora
- Bha# 4 Fishing With Spear Assy 1227 Grapple 3032Documento1 paginaBha# 4 Fishing With Spear Assy 1227 Grapple 3032Ivan Dario Benavides BonillaNessuna valutazione finora
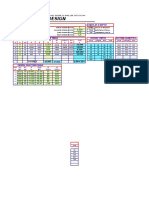
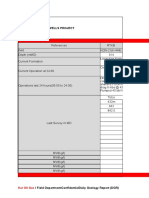
- Khurmala Field Field Department Drilling Deve. Oil Wells Project TU LocationDocumento9 pagineKhurmala Field Field Department Drilling Deve. Oil Wells Project TU Locationahmed1adnan-10Nessuna valutazione finora
- He-E10 Well MontageDocumento1 paginaHe-E10 Well MontageSaeid OrangiNessuna valutazione finora
- Kill Sheet: Prerecorded Infromation Pump Strokes RequiredDocumento16 pagineKill Sheet: Prerecorded Infromation Pump Strokes RequiredAbdul Hameed OmarNessuna valutazione finora
- AD-0024 Surface Vertical Kill SheetDocumento2 pagineAD-0024 Surface Vertical Kill SheetMelnapsterDsouzaNessuna valutazione finora
- p751 - ch7-SMRF and IMRF PDFDocumento80 paginep751 - ch7-SMRF and IMRF PDFSheraz Bashir50% (2)
- Design and Analysis of Composite Drive Shaft For Automotive Application IJERTV3IS110410Documento8 pagineDesign and Analysis of Composite Drive Shaft For Automotive Application IJERTV3IS110410frindgeNessuna valutazione finora
- 10 1 1 703 8121 PDFDocumento41 pagine10 1 1 703 8121 PDFFrans van der MerweNessuna valutazione finora
- Tensile TestDocumento23 pagineTensile TestHazirah Achik67% (3)
- Langefeld ThesisDocumento160 pagineLangefeld ThesisrammirisNessuna valutazione finora
- Cellulose Acetate Molding and Extrusion Compounds: Standard Specification ForDocumento5 pagineCellulose Acetate Molding and Extrusion Compounds: Standard Specification Foruzzy2Nessuna valutazione finora
- Data Sheet MaragingDocumento2 pagineData Sheet MaragingspibluNessuna valutazione finora
- Geopolymer Concrete: The Green Alternative With Suitable Structural PropertiesDocumento7 pagineGeopolymer Concrete: The Green Alternative With Suitable Structural PropertiesRitik raj YadavNessuna valutazione finora
- GlasGrid BrochureDocumento24 pagineGlasGrid BrochureUjjval SolankiNessuna valutazione finora
- European Standard en 13706Documento2 pagineEuropean Standard en 13706Rohan BajNessuna valutazione finora
- E Proceedings - GTSD 2021 - SPP PaperDocumento22 pagineE Proceedings - GTSD 2021 - SPP PaperProf. S. P. Parmar CL Dept.Nessuna valutazione finora
- NABL - Complete ProcessDocumento43 pagineNABL - Complete Processsiddhi jadhavNessuna valutazione finora
- Design Modelling & Stress Strain Analysis of Composite Spur Gear Used in AutomobileDocumento13 pagineDesign Modelling & Stress Strain Analysis of Composite Spur Gear Used in AutomobileStefan Milojević0% (1)
- Rectangular Concrete BeamDocumento6 pagineRectangular Concrete BeamRachid IdirNessuna valutazione finora
- Structuraldesign00wams PDFDocumento138 pagineStructuraldesign00wams PDFAmirHGhNessuna valutazione finora
- Design of Flexible PavementsDocumento30 pagineDesign of Flexible PavementsgraceNessuna valutazione finora
- SM Triaxial Compression Test 1978 PDFDocumento5 pagineSM Triaxial Compression Test 1978 PDFNicolás Silva0% (1)
- Fort Canning Tunnel - NATMDocumento12 pagineFort Canning Tunnel - NATMelmadyNessuna valutazione finora
- CE 322 Mechanics of Deformable Bodies: Kristine May Maturan, CE Cor Jesu College, IncDocumento5 pagineCE 322 Mechanics of Deformable Bodies: Kristine May Maturan, CE Cor Jesu College, IncKristine May MaturanNessuna valutazione finora
- Key Design PDFDocumento11 pagineKey Design PDFjohn139138Nessuna valutazione finora
- Advanced Concrete Tutorial - 100410Documento68 pagineAdvanced Concrete Tutorial - 100410MartinNessuna valutazione finora
- Technical Data Sheet For HSL-3 Heavy Duty Anchor Technical Information ASSET DOC 2331111Documento11 pagineTechnical Data Sheet For HSL-3 Heavy Duty Anchor Technical Information ASSET DOC 2331111Fer VFNessuna valutazione finora
- Unconfined Compressive Strength of SoilDocumento4 pagineUnconfined Compressive Strength of SoilJoshi DhvanitNessuna valutazione finora
- Lecture 6 Design and Detailing of Specia PDFDocumento26 pagineLecture 6 Design and Detailing of Specia PDFS. M. Habibul AhsanNessuna valutazione finora
- Structural Calculations and Analysis: Proposed 2-Storey Residential HouseDocumento39 pagineStructural Calculations and Analysis: Proposed 2-Storey Residential HouseGrace LagnayoNessuna valutazione finora
- Fiber Reinforced ConcreteDocumento36 pagineFiber Reinforced ConcreteSatyam Saxena60% (5)
- Modelling, Simulation and Experimental Validation of The Milling Operation of Titanium Alloy (Ti6Al4V)Documento14 pagineModelling, Simulation and Experimental Validation of The Milling Operation of Titanium Alloy (Ti6Al4V)Felix AleNessuna valutazione finora
- Asd Tables For Reinforced Concrete Masonry Walls Based On THE 2012 IBC & 2011 MSJCDocumento8 pagineAsd Tables For Reinforced Concrete Masonry Walls Based On THE 2012 IBC & 2011 MSJCJason PowellNessuna valutazione finora
- Som 4Documento11 pagineSom 4Ronaldo Ulisi100% (1)
- Cement Concrete Pavement and Interlocking Pavor BlocksDocumento67 pagineCement Concrete Pavement and Interlocking Pavor Blocksrupesh417Nessuna valutazione finora