Potrebbero piacerti anche
- Example Certified Six Sigma Certification Test Questions - International Six Sigma InstituteDocumento12 pagineExample Certified Six Sigma Certification Test Questions - International Six Sigma InstituteVighnesh VikkiNessuna valutazione finora
- Six Sigma Practice For Quality Improvement - A Case Study of Indian Auto Ancillary UnitDocumento95 pagineSix Sigma Practice For Quality Improvement - A Case Study of Indian Auto Ancillary UnitTanushreeNessuna valutazione finora
- Lean Manufacturing A Vital Tool To Enhance Productivity in ManufacturingDocumento8 pagineLean Manufacturing A Vital Tool To Enhance Productivity in ManufacturingJulia De Oliveira MoraisNessuna valutazione finora
- RCI Root Cause InvestigationDocumento24 pagineRCI Root Cause InvestigationCarlos Jose Sibaja CardozoNessuna valutazione finora
- 6 Sigma in HotelsDocumento8 pagine6 Sigma in HotelsSanju Dev100% (1)
- Catalyst Scale UpDocumento5 pagineCatalyst Scale UpJayakumar PararasuramanNessuna valutazione finora
- Six SigmaDocumento27 pagineSix SigmaagarwalsaurabhhNessuna valutazione finora
- Introduction To Six Sigma - EnglishDocumento18 pagineIntroduction To Six Sigma - Englishnitin98325100% (3)
- Project On Six SigmaDocumento7 pagineProject On Six Sigmagscentury276937Nessuna valutazione finora
- DMAIC: The Complete Guide To Lean Six Sigma in 5 Key Steps: We're HiringDocumento24 pagineDMAIC: The Complete Guide To Lean Six Sigma in 5 Key Steps: We're Hiringlipsy25Nessuna valutazione finora
- Project Reviews and Examples: © 2001 Conceptflow 0Documento36 pagineProject Reviews and Examples: © 2001 Conceptflow 0Michael WuNessuna valutazione finora
- THE EFFECTIVENESS OF SIX SIGMA IN SERVICES SECTORS-libre PDFDocumento26 pagineTHE EFFECTIVENESS OF SIX SIGMA IN SERVICES SECTORS-libre PDFsarahNessuna valutazione finora
- Six SigmaDocumento35 pagineSix SigmaVeeresh Kumar RNessuna valutazione finora
- Six Sigma in Indian IT SectorDocumento6 pagineSix Sigma in Indian IT SectornoushadNessuna valutazione finora
- Six Sigma Analyse Phase: BITS PilaniDocumento33 pagineSix Sigma Analyse Phase: BITS PilaniFUNTV5100% (1)
- Lean Six Sigma Black Belt Training Course - KPMG - inDocumento6 pagineLean Six Sigma Black Belt Training Course - KPMG - inBhagath KrishnanNessuna valutazione finora
- Green Belt ProjectDocumento5 pagineGreen Belt ProjectIeva ValpētereNessuna valutazione finora
- Six SigmaDocumento23 pagineSix Sigmashubham shindeNessuna valutazione finora
- Fish Bone Diagram: Yellow Belt RefresherDocumento33 pagineFish Bone Diagram: Yellow Belt RefresherSnehasish PadhyNessuna valutazione finora
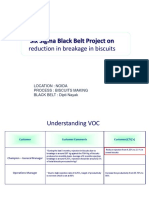
- Six Sigma Black Belt Project On: Reduction in Breakage in BiscuitsDocumento42 pagineSix Sigma Black Belt Project On: Reduction in Breakage in BiscuitsHombing Haryanto100% (2)
- Introduction To Six Sigma: Prashant SharmaDocumento63 pagineIntroduction To Six Sigma: Prashant SharmaGaurav ChaudharyNessuna valutazione finora
- Six Sigma ProjectDocumento21 pagineSix Sigma ProjectDarshan NikamNessuna valutazione finora
- Six Sigma at HoneywellDocumento6 pagineSix Sigma at Honeywellankitrocker100% (1)
- Six SigmaTraining OfferingDocumento16 pagineSix SigmaTraining OfferingAshitosh BabarNessuna valutazione finora
- Case Study - Lucas TVSDocumento19 pagineCase Study - Lucas TVSMangesh GhandatNessuna valutazione finora
- Six Sigma in MotorolaDocumento9 pagineSix Sigma in MotorolanidhiNessuna valutazione finora
- Green Belt Class NotesDocumento11 pagineGreen Belt Class NotesPankaj LodhiNessuna valutazione finora
- Six Sigma ApproachDocumento7 pagineSix Sigma Approachdalaalstreet09Nessuna valutazione finora
- An Introduction To Six Sigma QualityDocumento18 pagineAn Introduction To Six Sigma Qualitygunjan tiwariNessuna valutazione finora
- Qmss ManufacturingDocumento15 pagineQmss ManufacturingAaqueeb PashaNessuna valutazione finora
- Six Sigma - A Techo-Statistical AnalysisDocumento15 pagineSix Sigma - A Techo-Statistical AnalysisSohong ChakrabortyNessuna valutazione finora
- Multivari CHARTSDocumento16 pagineMultivari CHARTSanujkumartyagi9275Nessuna valutazione finora
- Samrat Ashok Technological Institute, VidishaDocumento24 pagineSamrat Ashok Technological Institute, VidishaRaunak GuptaNessuna valutazione finora
- Six Sigma ProjectDocumento63 pagineSix Sigma ProjectRamesh Nathan100% (1)
- Six Sigma in Telco's PDFDocumento7 pagineSix Sigma in Telco's PDFsiebrand982100% (2)
- 6 Sigma Projects PresentationDocumento31 pagine6 Sigma Projects PresentationgoranNessuna valutazione finora
- Maruti Customer Care ProgramsDocumento136 pagineMaruti Customer Care ProgramsSudhir KumarNessuna valutazione finora
- Consumer Behaviour in Service EncounterDocumento29 pagineConsumer Behaviour in Service Encountermittal_anishNessuna valutazione finora
- FINALDocumento41 pagineFINALDeepika AggarwalNessuna valutazione finora
- Applying Six Sigma in Software Companies For Process ImprovementDocumento144 pagineApplying Six Sigma in Software Companies For Process ImprovementabhishekkabNessuna valutazione finora
- Profiting Through Quality Improving 'Right First Time' PDFDocumento40 pagineProfiting Through Quality Improving 'Right First Time' PDFVishal kumarNessuna valutazione finora
- Six Sigma - A Strategy For Achieving World Class PerformanceDocumento31 pagineSix Sigma - A Strategy For Achieving World Class Performancedaredevil19901Nessuna valutazione finora
- Productivity Improvement Using Lean Six PDFDocumento4 pagineProductivity Improvement Using Lean Six PDFRenganathan IyengarNessuna valutazione finora
- Value Stream MappingDocumento14 pagineValue Stream MappingMihir ZalawadiaNessuna valutazione finora
- Six Sigma Project ScorecardDocumento1 paginaSix Sigma Project Scorecardanjo0225Nessuna valutazione finora
- Part1 Define - GBDocumento38 paginePart1 Define - GBNitesh GoyalNessuna valutazione finora
- Apparel Quality Management: TOPIC: Exploration On The Usage of New Quality Tools (Tree Diagram)Documento22 pagineApparel Quality Management: TOPIC: Exploration On The Usage of New Quality Tools (Tree Diagram)Ankita Sinha100% (1)
- Om - 3M CaseDocumento18 pagineOm - 3M CaseBianda Puspita Sari100% (1)
- Implementation Six SigmaDocumento9 pagineImplementation Six Sigmaanon_256380863Nessuna valutazione finora
- Six Sigma:: Production & Operations ManagementDocumento29 pagineSix Sigma:: Production & Operations ManagementsansagithNessuna valutazione finora
- Software Process ModelsDocumento10 pagineSoftware Process ModelsDexter KamalNessuna valutazione finora
- Six Sigma For Chemical Engineers: George LiebermannDocumento39 pagineSix Sigma For Chemical Engineers: George LiebermannDave CNessuna valutazione finora
- DMAIC Six Sigma Guide 3MDocumento162 pagineDMAIC Six Sigma Guide 3MArturo Naranjo Naranjo100% (1)
- Six Sigma at WiproDocumento16 pagineSix Sigma at Wiprosheru101Nessuna valutazione finora
- Project Charter TemplateDocumento7 pagineProject Charter TemplateKevin Brennan100% (1)
- Cost Of Poor Quality A Complete Guide - 2021 EditionDa EverandCost Of Poor Quality A Complete Guide - 2021 EditionNessuna valutazione finora
- Project Quality Management A Complete Guide - 2019 EditionDa EverandProject Quality Management A Complete Guide - 2019 EditionNessuna valutazione finora
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationDa EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationNessuna valutazione finora
- Customer Satisfaction Levels A Complete Guide - 2020 EditionDa EverandCustomer Satisfaction Levels A Complete Guide - 2020 EditionValutazione: 1 su 5 stelle1/5 (1)
- Lean and Green: Profit for Your Workplace and the EnvironmentDa EverandLean and Green: Profit for Your Workplace and the EnvironmentValutazione: 3 su 5 stelle3/5 (1)
- Paper Work Situasional LedershipDocumento2 paginePaper Work Situasional LedershipfennyNessuna valutazione finora
- GM StoriesDocumento17 pagineGM StoriesfennyNessuna valutazione finora
- ALL CHART Minitab PracticeDocumento15 pagineALL CHART Minitab PracticefennyNessuna valutazione finora
- Presented By:: Christine Tripp Christy Munoz ChelseaDocumento11 paginePresented By:: Christine Tripp Christy Munoz ChelseafennyNessuna valutazione finora
- Exam Six Sugma Black BeltDocumento2 pagineExam Six Sugma Black BeltfennyNessuna valutazione finora
- Still EXV 10 12 NewDocumento5 pagineStill EXV 10 12 NewfennyNessuna valutazione finora
- GM StoriesDocumento17 pagineGM StoriesfennyNessuna valutazione finora
- Invincible Marketing PDFDocumento58 pagineInvincible Marketing PDFfennyNessuna valutazione finora
- A Brief History of Lean ManufacturingDocumento2 pagineA Brief History of Lean ManufacturingfennyNessuna valutazione finora
- Reducing Setup Cost & Smed: Presented byDocumento74 pagineReducing Setup Cost & Smed: Presented byfennyNessuna valutazione finora
- Presented By:: ASQ Section 0700 ASQ Section 0701Documento35 paginePresented By:: ASQ Section 0700 ASQ Section 0701fennyNessuna valutazione finora
- Companion MinitabDocumento9 pagineCompanion MinitabfennyNessuna valutazione finora
- Pattern An D VarianDocumento4 paginePattern An D VarianfennyNessuna valutazione finora
- Alpha and Beta Risk in Quality Control - 637 Words - BartlebyDocumento6 pagineAlpha and Beta Risk in Quality Control - 637 Words - BartlebyfennyNessuna valutazione finora
- Feasibility Study: by Shrinivas B. Korewar (Roll NO:5) Abhijeet B. Bhosale (Roll No:14)Documento31 pagineFeasibility Study: by Shrinivas B. Korewar (Roll NO:5) Abhijeet B. Bhosale (Roll No:14)fennyNessuna valutazione finora
- Quality Companion The SolutionDocumento66 pagineQuality Companion The Solutionfenny100% (1)
- Speed of Vehicle (KMPH) Value of 40 KMPHDocumento2 pagineSpeed of Vehicle (KMPH) Value of 40 KMPHfennyNessuna valutazione finora
- Steam System Management-Six Sigma-Spirax SarcoDocumento14 pagineSteam System Management-Six Sigma-Spirax SarcoJunghietu DorinNessuna valutazione finora
- Lean Six Sigma Green Belt Open Source SiDocumento25 pagineLean Six Sigma Green Belt Open Source SiSeif Charaf100% (1)
- MC Donald'sDocumento15 pagineMC Donald'sHussein AbedAliNessuna valutazione finora
- Lean Suggested Readings and ReferencesDocumento30 pagineLean Suggested Readings and ReferencessigmasundarNessuna valutazione finora
- 3 Quality-Reliability-Engineering PDFDocumento4 pagine3 Quality-Reliability-Engineering PDFinGOVA SoporteNessuna valutazione finora
- Turn Around Time.30901815Documento6 pagineTurn Around Time.30901815Divya Shetty100% (1)
- Health Care EnvironmentDocumento57 pagineHealth Care Environmentkrishnasree100% (3)
- Treasure Chest of Six Sigma Growth Meths., Tools, Best Practs. - L. Hambleton (Pearson, 2008)Documento1.015 pagineTreasure Chest of Six Sigma Growth Meths., Tools, Best Practs. - L. Hambleton (Pearson, 2008)robbiejfergussonNessuna valutazione finora
- Six SIGMA CASE STudy PDFDocumento6 pagineSix SIGMA CASE STudy PDFAnonymous gQyrTUHX38Nessuna valutazione finora
- Lean Six Sigma Black Belt in United States Resume Gary SchriverDocumento6 pagineLean Six Sigma Black Belt in United States Resume Gary SchriverGarySchriverNessuna valutazione finora
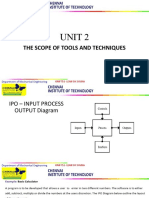
- Unit 2: The Scope of Tools and TechniquesDocumento64 pagineUnit 2: The Scope of Tools and TechniquesKamal KannanNessuna valutazione finora
- Silo - Tips Operations and Supply Chain ManagementDocumento8 pagineSilo - Tips Operations and Supply Chain ManagementMiguel GomesNessuna valutazione finora
- A Study of Implementing Lean Six Sigma I PDFDocumento7 pagineA Study of Implementing Lean Six Sigma I PDFAce NovoNessuna valutazione finora
- Question Total Quality ManagementDocumento4 pagineQuestion Total Quality ManagementAztvNessuna valutazione finora
- Business Process Transformation Advances in Management Information SystemsDocumento369 pagineBusiness Process Transformation Advances in Management Information SystemsFaiza Zulfikar Sa'ban100% (1)
- Book Complete - LT FinalDocumento660 pagineBook Complete - LT FinalYolanda OneaNessuna valutazione finora
- How Jack Welch Runs GeDocumento25 pagineHow Jack Welch Runs GeAndre Luiz Martins RibeiroNessuna valutazione finora
- VLCQDocumento11 pagineVLCQReddy NraerdednyNessuna valutazione finora
- Techniques of Quality Improvement 09092010Documento40 pagineTechniques of Quality Improvement 09092010International-Society-for-Six-Sigma-CertificationsNessuna valutazione finora
- Training Review: Soham Sengupta PSID - 0596904 Supervisor - Praveen Kotha DATED - 26.09.2013Documento28 pagineTraining Review: Soham Sengupta PSID - 0596904 Supervisor - Praveen Kotha DATED - 26.09.2013homaspeedNessuna valutazione finora
- Lean Six Sigma NotesDocumento9 pagineLean Six Sigma NotesMahmoud MohamedNessuna valutazione finora
- Seda ProposalDocumento11 pagineSeda ProposalHlayisekaNessuna valutazione finora
- Journal Homepage: - : Manuscript HistoryDocumento23 pagineJournal Homepage: - : Manuscript HistoryIJAR JOURNALNessuna valutazione finora
- A Little Book of Listening Skills For The Workplace A Little Book of Listening Skills For The WorkplaceDocumento8 pagineA Little Book of Listening Skills For The Workplace A Little Book of Listening Skills For The WorkplaceKuldeep UpadhyayNessuna valutazione finora
- Distribution Center ManagementDocumento70 pagineDistribution Center ManagementP Singh Karki100% (1)