Potrebbero piacerti anche
- FloGard MS6208Documento1 paginaFloGard MS6208engr.shahid041Nessuna valutazione finora
- Kumho ABS 750SWDocumento3 pagineKumho ABS 750SWVu TranNessuna valutazione finora
- Operations and Maintenance Best Practices Guide - 2Documento102 pagineOperations and Maintenance Best Practices Guide - 2Vinicius UcelliNessuna valutazione finora
- Fire Fighting SystemsDocumento4 pagineFire Fighting SystemsUsmanNessuna valutazione finora
- Steam Generating System - Operation OverviewDocumento21 pagineSteam Generating System - Operation Overviewritesh MishraNessuna valutazione finora
- Failure Behavior of 2D C SiC I Beam Under Bending Load 2015 Composite StructuresDocumento10 pagineFailure Behavior of 2D C SiC I Beam Under Bending Load 2015 Composite StructuresGECJNessuna valutazione finora
- Cak D1 1211Documento342 pagineCak D1 1211sergey sergeevNessuna valutazione finora
- Demin PlantDocumento9 pagineDemin PlantBlitz XyrusNessuna valutazione finora
- PDS-POLYKEN-1027-V1-AUG17 - AARPS-0972 PrymerDocumento2 paginePDS-POLYKEN-1027-V1-AUG17 - AARPS-0972 PrymerJoel SaucedoNessuna valutazione finora
- Boil Out ProcedureDocumento2 pagineBoil Out Proceduremrizalygani99100% (1)
- Penjelasan TLEsDocumento28 paginePenjelasan TLEsFauzi IhsanNessuna valutazione finora
- Duplex Stainless Steel EN 1.4460 PDFDocumento2 pagineDuplex Stainless Steel EN 1.4460 PDFtienNessuna valutazione finora
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocumento10 pagineModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanNessuna valutazione finora
- Firewater Pump Systems For FPSOs and FSOs BROCHUREDocumento0 pagineFirewater Pump Systems For FPSOs and FSOs BROCHUREDhinesh KumarNessuna valutazione finora
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDocumento28 pagineHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- Tabla HDPE-Pipe PDFDocumento4 pagineTabla HDPE-Pipe PDFBerinssonScottHernandezSucsoNessuna valutazione finora
- Pressure Equipment - European Commission NORMASDocumento23 paginePressure Equipment - European Commission NORMASFelip PrietoNessuna valutazione finora
- Water ChemistryDocumento18 pagineWater ChemistryFrancis Toscano MouthonNessuna valutazione finora
- Bataraja Training-Water SystemDocumento28 pagineBataraja Training-Water SystemYooankuNessuna valutazione finora
- Basic Parts of A BoilerDocumento9 pagineBasic Parts of A Boilermessi107Nessuna valutazione finora
- U-Tube Heat ExchangerDocumento9 pagineU-Tube Heat Exchangerhirenpatel_62Nessuna valutazione finora
- Fuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaDocumento31 pagineFuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaEmmanuel RosalesNessuna valutazione finora
- Boiler Water ChemistryDocumento48 pagineBoiler Water ChemistryR.S.Sankarasubramanian100% (1)
- ANNEX B - CALDERYS Conventional Refractory Installation ProcedureDocumento2 pagineANNEX B - CALDERYS Conventional Refractory Installation ProcedurembbdelenaNessuna valutazione finora
- Simultaneous Optimization of Pump and Cooler Networks in A Cooling Water SystemDocumento9 pagineSimultaneous Optimization of Pump and Cooler Networks in A Cooling Water SystemFillipe BystekaNessuna valutazione finora
- 5) Ammonia Supply Systems For SCRDocumento63 pagine5) Ammonia Supply Systems For SCRleanhdang100% (1)
- UCIAFREDDO - Coupled Flare System Design Southern Swamp Associated Gas Solution SSAGS Project Located in Nigeria Advanced Solution of ThermoengineeringDocumento102 pagineUCIAFREDDO - Coupled Flare System Design Southern Swamp Associated Gas Solution SSAGS Project Located in Nigeria Advanced Solution of ThermoengineeringDiego BruciafreddoNessuna valutazione finora
- Pure Aromatics Recovery From Coke Oven Light Oil (COLO) : Division Edeleanu Refining TechnologiesDocumento30 paginePure Aromatics Recovery From Coke Oven Light Oil (COLO) : Division Edeleanu Refining TechnologiesIppo MakunouchiNessuna valutazione finora
- 147 20 Safe Practices Guide For Cryogenic Air Separation PlantsDocumento86 pagine147 20 Safe Practices Guide For Cryogenic Air Separation PlantsJose ChiriNessuna valutazione finora
- Makalah Convection Section Cleaning 4Documento7 pagineMakalah Convection Section Cleaning 4akjayaNessuna valutazione finora
- ESA BAT 0113 Gasket Tightness 3 New EU Standards PDFDocumento2 pagineESA BAT 0113 Gasket Tightness 3 New EU Standards PDFJosmar CristelloNessuna valutazione finora
- TechSheet109 - Corrosion in DeaeratorsDocumento1 paginaTechSheet109 - Corrosion in DeaeratorsrinthusNessuna valutazione finora
- ACTUATORSDocumento6 pagineACTUATORSMohamed Arriff100% (1)
- Bimetallic Steam Traps (Velan)Documento36 pagineBimetallic Steam Traps (Velan)Ebn egg100% (1)
- Chapter 11 - Preboiler and Boiler CorrosionDocumento19 pagineChapter 11 - Preboiler and Boiler CorrosionEngr Irfan AkhtarNessuna valutazione finora
- 750-326 Blowdown Separator 11 2015Documento10 pagine750-326 Blowdown Separator 11 2015osamaNessuna valutazione finora
- MD1 0 V 111 01 00003 BDocumento5 pagineMD1 0 V 111 01 00003 Btvpham1230% (1)
- Desplazamiento Positivo PDFDocumento20 pagineDesplazamiento Positivo PDFMelina SbhNessuna valutazione finora
- Electropure EDI Engr OEM Manual v3.5.0 (CE)Documento81 pagineElectropure EDI Engr OEM Manual v3.5.0 (CE)Fábio GomesNessuna valutazione finora
- Stanton Premier BoilerDocumento28 pagineStanton Premier Boilermyousif63Nessuna valutazione finora
- EPRI Field Guide For Boiler Tube Failures PDFDocumento2 pagineEPRI Field Guide For Boiler Tube Failures PDFandi suntoroNessuna valutazione finora
- Evaluating The Performance of Water Treatment PlanDocumento9 pagineEvaluating The Performance of Water Treatment Planghina aldilaNessuna valutazione finora
- 8 Film Forming Amine FFSDocumento47 pagine8 Film Forming Amine FFSprakashNessuna valutazione finora
- Clyde Bergemann Biomass Solutions ENGLISHDocumento6 pagineClyde Bergemann Biomass Solutions ENGLISHErickNessuna valutazione finora
- Pump Types GuideDocumento6 paginePump Types GuideEnvergyProjectsNessuna valutazione finora
- Furnace Hot Spot Repair Report Reformer Malaysia Jan 2017 PDFDocumento14 pagineFurnace Hot Spot Repair Report Reformer Malaysia Jan 2017 PDFRajabuddin AhmedNessuna valutazione finora
- Comparison of Two FEA Models For Calculating Stresses in Shell-And-tube Heat ExchangerDocumento5 pagineComparison of Two FEA Models For Calculating Stresses in Shell-And-tube Heat ExchangerDevang DesaiNessuna valutazione finora
- Basics Water Treatment For Hydrogen Mini Leaflet EUROWATERDocumento20 pagineBasics Water Treatment For Hydrogen Mini Leaflet EUROWATERhayamalhareeshaNessuna valutazione finora
- Nickel and HT Alloys For Petrochemical ApplicationsDocumento39 pagineNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- BKG Water Solns Cetamine For Boilers1Documento4 pagineBKG Water Solns Cetamine For Boilers1DanielWheelerNessuna valutazione finora
- P-91 Power Piping and Pressure VesselsDocumento10 pagineP-91 Power Piping and Pressure VesselsOliver ArauzNessuna valutazione finora
- Strategies For Inspecting Hrsgs in Two-Shift and Low-Load ServiceDocumento12 pagineStrategies For Inspecting Hrsgs in Two-Shift and Low-Load ServicevnchromeNessuna valutazione finora
- CFD Modeling of Ground FlareDocumento12 pagineCFD Modeling of Ground Flarehk168Nessuna valutazione finora
- 367 Steam Tracing GuidelinesDocumento1 pagina367 Steam Tracing Guidelineslink2u_007Nessuna valutazione finora
- Metallic Industrial Piping GuideDocumento17 pagineMetallic Industrial Piping Guideguardmob-1Nessuna valutazione finora
- AX5 Vaporizer Electric Water Bath Type LPG VaporizerDocumento2 pagineAX5 Vaporizer Electric Water Bath Type LPG VaporizerRicky DermawanNessuna valutazione finora
- Arya General Cata 2016Documento12 pagineArya General Cata 2016Gloria HamiltonNessuna valutazione finora
- uPVC & PVC Pipes Catalogue uPVC & PVC Pipes Catalogue: High Standard PipeDocumento35 pagineuPVC & PVC Pipes Catalogue uPVC & PVC Pipes Catalogue: High Standard PipeFerryTimothyNessuna valutazione finora
- Cracker SimulationDocumento6 pagineCracker Simulationadav1232887Nessuna valutazione finora
- Simulation of The Firebox ofDocumento6 pagineSimulation of The Firebox ofAli DarvishiNessuna valutazione finora
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocumento12 pagineAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNessuna valutazione finora
- Studies On Drying Kinetics of Solids in A Rotary DryerDocumento6 pagineStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNessuna valutazione finora
- Tỷ số air-fuel lý tưởng (14.7)Documento9 pagineTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhNessuna valutazione finora
- Dryer CalculationsDocumento4 pagineDryer CalculationsVinh Do Thanh0% (1)
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocumento8 pagineModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNessuna valutazione finora
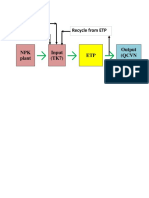
- Recycle From ETP Make Up H2O DAP, UreaDocumento1 paginaRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNessuna valutazione finora
- Modelling and Simulation of A Direct Contact Rotary DryerDocumento16 pagineModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNessuna valutazione finora
- PEP Report 267A: Ihs ChemicalDocumento8 paginePEP Report 267A: Ihs ChemicalVinh Do ThanhNessuna valutazione finora
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocumento7 pagineE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhNessuna valutazione finora
- Ansi B16-104Documento1 paginaAnsi B16-104Monica Suarez100% (1)
- Aoac - Methods.1.1990. MoistureDocumento2 pagineAoac - Methods.1.1990. MoistureVinh Do ThanhNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- MCCM 69 3 s192-197 KrauseDocumento6 pagineMCCM 69 3 s192-197 KrauseVinh Do ThanhNessuna valutazione finora
- Estimating Evaporation From Water SurfacesDocumento27 pagineEstimating Evaporation From Water SurfacesVinh Do ThanhNessuna valutazione finora
- Tinh Luong Nuoc Bay HoiDocumento22 pagineTinh Luong Nuoc Bay HoiVinh Do ThanhNessuna valutazione finora
- 4244 12672 1 PB PDFDocumento15 pagine4244 12672 1 PB PDFVinh Do ThanhNessuna valutazione finora
- Equivalent Grades of Cast IronsDocumento2 pagineEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- Metal Price IndexDocumento1 paginaMetal Price IndexVinh Do ThanhNessuna valutazione finora
- DRS 279-2015 Organic Fertilizer - SpecificationDocumento17 pagineDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNessuna valutazione finora
- Application of Excel in Psychrometric AnalysisDocumento20 pagineApplication of Excel in Psychrometric AnalysisVinh Do ThanhNessuna valutazione finora
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocumento25 pagineHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNessuna valutazione finora
- 8D Problem Solving Worksheet: AQDEF.406Documento8 pagine8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhNessuna valutazione finora
- Largest Common SubsequenceDocumento46 pagineLargest Common Subsequenceapi-19981779Nessuna valutazione finora
- AdoptionDocumento7 pagineAdoptiondatateamNessuna valutazione finora
- 2.4 Calculation of Metallic Pillar (St1)Documento2 pagine2.4 Calculation of Metallic Pillar (St1)Virginia Elena IordacheNessuna valutazione finora
- Low Power Logic StyleDocumento12 pagineLow Power Logic Stylergangadhar049236Nessuna valutazione finora
- WOOFF Parametric UrbanismDocumento134 pagineWOOFF Parametric UrbanismRicardo MattosNessuna valutazione finora
- TP36 Geopier Vs SC Performance Dr. David WhiteDocumento8 pagineTP36 Geopier Vs SC Performance Dr. David WhiteToby BobyNessuna valutazione finora
- Designing A Distribution Network in A Supply Chain System: Formulation and e Cient Solution ProcedureDocumento10 pagineDesigning A Distribution Network in A Supply Chain System: Formulation and e Cient Solution ProcedureMuskaan NohriaNessuna valutazione finora
- Leary 2001 Introduction To Behavioral Research Methods Capitol 9Documento25 pagineLeary 2001 Introduction To Behavioral Research Methods Capitol 9Diana AndriescuNessuna valutazione finora
- Menu Driven Program in Java Simple CalculatorDocumento3 pagineMenu Driven Program in Java Simple CalculatorBasudeb PurkaitNessuna valutazione finora
- Excel DataDocumento50 pagineExcel DataninthsevenNessuna valutazione finora
- Modern Robotics, Lynch and Park, Cambridge University Press 1Documento9 pagineModern Robotics, Lynch and Park, Cambridge University Press 1MOHIT KUMARNessuna valutazione finora
- Python Programming ExamplesDocumento9 paginePython Programming ExamplesAshraf JamalNessuna valutazione finora
- Unit 4 Groundwater FlowDocumento36 pagineUnit 4 Groundwater FlowdaanaahishmaelsNessuna valutazione finora
- Master Pricelist April 2023Documento21 pagineMaster Pricelist April 2023trebeojencelaNessuna valutazione finora
- On The Importance of Learning Statistics For Psychology StudentsDocumento2 pagineOn The Importance of Learning Statistics For Psychology StudentsMadison HartfieldNessuna valutazione finora
- Block Diagrams: Modeling and SimulationDocumento48 pagineBlock Diagrams: Modeling and SimulationAbel CabaNessuna valutazione finora
- Class 10th Mathematics Unsolved Sample Paper VDocumento8 pagineClass 10th Mathematics Unsolved Sample Paper VreenuNessuna valutazione finora
- I 1691Documento32 pagineI 1691Juan Carlos Montes CastillaNessuna valutazione finora
- Wheel Garden: Project-Based Learning For Cross Curriculum EducationDocumento8 pagineWheel Garden: Project-Based Learning For Cross Curriculum EducationBotanical Garden University of California BerkeleyNessuna valutazione finora
- XSL-FO MathMLDocumento20 pagineXSL-FO MathMLVictor Saldivia UribeNessuna valutazione finora
- (James B. Meek) Art of Engraving A Book of Instru PDFDocumento208 pagine(James B. Meek) Art of Engraving A Book of Instru PDFSabrina Anabel VargasNessuna valutazione finora
- Homework #3, Sec 10.3Documento6 pagineHomework #3, Sec 10.3Masaya Sato100% (8)
- A2 37+Transformer+Reliability+SurveyDocumento57 pagineA2 37+Transformer+Reliability+Surveyrsantana100% (2)
- 23 ZA DC F 107 Excavation Design Review ChecklistDocumento1 pagina23 ZA DC F 107 Excavation Design Review ChecklistAbdul GhaffarNessuna valutazione finora
- 03 Failure Distribution r1Documento8 pagine03 Failure Distribution r1Jie Lucas TzaiNessuna valutazione finora
- Chapter 5Documento102 pagineChapter 5antutuNessuna valutazione finora
- Zero To InfinityDocumento181 pagineZero To InfinityAnup SaravanNessuna valutazione finora
- SP3D Structure Task V2014 R1Documento137 pagineSP3D Structure Task V2014 R1LudovicoVico100% (2)
- T 3 S 3Documento7 pagineT 3 S 3Ashim KumarNessuna valutazione finora