Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Final Report FB-2018-1 PDFDocumento75 pagineFinal Report FB-2018-1 PDFRatik GaonkarNessuna valutazione finora
- Flow Serve - Maintainance ManualDocumento52 pagineFlow Serve - Maintainance Manualtilakthakar1Nessuna valutazione finora
- Magnetic Particle TestingDocumento2 pagineMagnetic Particle TestingThanhdong DoNessuna valutazione finora
- Cswip 2.0Documento3 pagineCswip 2.0KianToro YeoNessuna valutazione finora
- 09 Samss 091Documento30 pagine09 Samss 091Aravind BabuNessuna valutazione finora
- Note: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldDocumento2 pagineNote: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldTadaya KasaharaNessuna valutazione finora
- Construction and Specification Considerations For Swimming Pool PDFDocumento17 pagineConstruction and Specification Considerations For Swimming Pool PDFArshdeep KaurNessuna valutazione finora
- 0460 443 301 GB (Caddy TIG 2200i - Manual 2019)Documento28 pagine0460 443 301 GB (Caddy TIG 2200i - Manual 2019)maverick kitaroNessuna valutazione finora
- Modernizacion Refineria de Talara Petroperu, S.A.Documento13 pagineModernizacion Refineria de Talara Petroperu, S.A.HaroldCallanBacaNessuna valutazione finora
- Overview Fusion Welding Standards PDFDocumento1 paginaOverview Fusion Welding Standards PDFHà Việt ĐứcNessuna valutazione finora
- Expanded Metal ManualDocumento11 pagineExpanded Metal ManualmdeenkNessuna valutazione finora
- Ae2027 QBDocumento5 pagineAe2027 QBAero GopalNessuna valutazione finora
- Questionnaire For en 15085Documento4 pagineQuestionnaire For en 150850502ravi100% (2)
- TWM - Total Welding Management - Barckhoff 2005Documento197 pagineTWM - Total Welding Management - Barckhoff 2005lazaroccs100% (5)
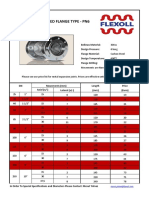
- Flexoll Price ListDocumento10 pagineFlexoll Price ListRibhi HamdanNessuna valutazione finora
- Paes 236 PDFDocumento7 paginePaes 236 PDFMelanie Saldivar CapalunganNessuna valutazione finora
- Plastic Laser Welding Design GuidelinesDocumento14 paginePlastic Laser Welding Design Guidelinesjai1779Nessuna valutazione finora
- C-Clamp: Fundamental of ManufacturingDocumento35 pagineC-Clamp: Fundamental of ManufacturingBikash Chandra DasNessuna valutazione finora
- SAIC-W-2015 Rev 7 (NDE Selection)Documento17 pagineSAIC-W-2015 Rev 7 (NDE Selection)vijayachiduNessuna valutazione finora
- Welding Procedure Specification's (WPS)Documento29 pagineWelding Procedure Specification's (WPS)Malik Haroon100% (1)
- Tender Document For CraneDocumento10 pagineTender Document For Craneamechmar5935Nessuna valutazione finora
- WWW - Welding-And-Cutting - Info Technical Journal For Welding and Allied ProcessesDocumento67 pagineWWW - Welding-And-Cutting - Info Technical Journal For Welding and Allied ProcessesSebastian RajeshNessuna valutazione finora
- Spot Welding Rev0.0Documento44 pagineSpot Welding Rev0.0santhoshNessuna valutazione finora
- Electric Resistance WeldingDocumento8 pagineElectric Resistance WeldingCrystal ElliottNessuna valutazione finora
- Final Report FypDocumento49 pagineFinal Report FypthaqifNessuna valutazione finora
- Frischdampfeinstroemleitungen Aus Dem Werkstoff 14MoV63 - enDocumento23 pagineFrischdampfeinstroemleitungen Aus Dem Werkstoff 14MoV63 - enilham_metallurgy6744Nessuna valutazione finora
- Brochure and Operator InstructionsDocumento6 pagineBrochure and Operator InstructionscanakyuzNessuna valutazione finora
- PAUT - Full Notes PDFDocumento118 paginePAUT - Full Notes PDFRamesh mudunuri100% (5)
- June 2018 API RP 577 Practice QuestionsDocumento4 pagineJune 2018 API RP 577 Practice QuestionsMahmoud Alwasif100% (2)
- Assembly Procedure For The 785B and 785C Dual Slope Truck Body (7258, 7960)Documento69 pagineAssembly Procedure For The 785B and 785C Dual Slope Truck Body (7258, 7960)Carlos Lobo100% (1)