Potrebbero piacerti anche
- EMCP3 TroubleshootingDocumento97 pagineEMCP3 TroubleshootingHarish De SilvaNessuna valutazione finora
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsDa EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsValutazione: 4 su 5 stelle4/5 (1)
- Casio CPS7 ServiceDocumento16 pagineCasio CPS7 ServiceAngel Palomares PedrazaNessuna valutazione finora
- Textile Fibre IdentificationDocumento8 pagineTextile Fibre IdentificationKathirrveluSubramainanNessuna valutazione finora
- Kestrel Chapter 6 - Power System StabilizersDocumento10 pagineKestrel Chapter 6 - Power System StabilizerssulemankhalidNessuna valutazione finora
- Knitting Technology NewDocumento6 pagineKnitting Technology NewKathirrveluSubramainanNessuna valutazione finora
- Filter DesignDocumento19 pagineFilter Designmhaider81100% (4)
- Design of Hexagonal Split Ring Resonator Using HFSSDocumento3 pagineDesign of Hexagonal Split Ring Resonator Using HFSShomeiraNessuna valutazione finora
- AbstractDocumento10 pagineAbstractKakarot BnNessuna valutazione finora
- 1924 Manuscript 17048 1 4 20210326Documento14 pagine1924 Manuscript 17048 1 4 20210326Lacides Ripoll SolanoNessuna valutazione finora
- Design and Simulation of Hairpin Band Pass Filter For Different SubstrateDocumento3 pagineDesign and Simulation of Hairpin Band Pass Filter For Different SubstrateerpublicationNessuna valutazione finora
- Square SRR With Rounded CornersDocumento4 pagineSquare SRR With Rounded CornersRomita Chaudhuri100% (1)
- Design and Simulation of A Compact All-Optical Differentiator Based On Silicon Microring ResonatorDocumento5 pagineDesign and Simulation of A Compact All-Optical Differentiator Based On Silicon Microring ResonatortheijesNessuna valutazione finora
- Split Ring Slot PDFDocumento3 pagineSplit Ring Slot PDFTEGUH SUHARTONessuna valutazione finora
- Circularly Polarized Notch Band Antenna With Defected Ground StructureDocumento7 pagineCircularly Polarized Notch Band Antenna With Defected Ground StructurePr eeTNessuna valutazione finora
- Paper Circular Revisi - English-PerbaikanDocumento6 paginePaper Circular Revisi - English-PerbaikanfahmiNessuna valutazione finora
- Progress in Electromagnetics Research Letters, Vol. 28, 139-148, 2012Documento10 pagineProgress in Electromagnetics Research Letters, Vol. 28, 139-148, 2012kNessuna valutazione finora
- Design and Optimization of Band Pass Filter For Software Defined Radio TelescopeDocumento3 pagineDesign and Optimization of Band Pass Filter For Software Defined Radio Telescopetalha0703097Nessuna valutazione finora
- A Millimeter-Wave Conformal Phased Microstrip Antenna Array On A Cylindrical SurfaceDocumento4 pagineA Millimeter-Wave Conformal Phased Microstrip Antenna Array On A Cylindrical SurfaceBommanayakanahalli subramanya saiNessuna valutazione finora
- Progress in Electromagnetics Research C, Vol. 25, 209-221, 2012Documento13 pagineProgress in Electromagnetics Research C, Vol. 25, 209-221, 2012Nimra NazeerNessuna valutazione finora
- Full-Wave Analysis of Coupling Between Cylindrical Combline ResonatorsDocumento9 pagineFull-Wave Analysis of Coupling Between Cylindrical Combline ResonatorsThảo Phạm QuangNessuna valutazione finora
- Journal Pre-Proofs: Materials LettersDocumento8 pagineJournal Pre-Proofs: Materials LettersMahmood KhanNessuna valutazione finora
- New Topology Hybrid Ring FilterDocumento4 pagineNew Topology Hybrid Ring FilterMatheus BordinNessuna valutazione finora
- Finite Element Analysis of Ultrasonic Stepped HornDocumento6 pagineFinite Element Analysis of Ultrasonic Stepped HornDr. Ziad Shakeeb Al SarrafNessuna valutazione finora
- 4-Surface Metrology-14-11-2022Documento58 pagine4-Surface Metrology-14-11-2022Prathamesh Balsingrao Adhav 4-Year B.Tech. Mechanical EngineeringNessuna valutazione finora
- Compact Microstrip Bandstop Filter For UWB ApplicationDocumento11 pagineCompact Microstrip Bandstop Filter For UWB Application1822601Nessuna valutazione finora
- Elements of Metric Gear Technology: Table 1-5 (Cont.) Spur Gear Design FormulasDocumento13 pagineElements of Metric Gear Technology: Table 1-5 (Cont.) Spur Gear Design FormulasRakeshvb10Nessuna valutazione finora
- Excerpt 001Documento83 pagineExcerpt 001kishor chandraNessuna valutazione finora
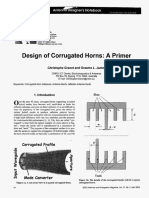
- Corrugadas GranetDocumento9 pagineCorrugadas GranetKevs SsmNessuna valutazione finora
- Inductor Modeling Using 3D EM Design Tool For RF CMOS ProcessDocumento6 pagineInductor Modeling Using 3D EM Design Tool For RF CMOS Processmdr911Nessuna valutazione finora
- Design of PCB Search Coils For AC Magnetic Ux Density MeasurementDocumento11 pagineDesign of PCB Search Coils For AC Magnetic Ux Density Measurementprabalmahajanspam2Nessuna valutazione finora
- A Fan Shaped Quadband Microstrip Patch Antenna With Defected Ground StructureDocumento10 pagineA Fan Shaped Quadband Microstrip Patch Antenna With Defected Ground StructureSai kumarNessuna valutazione finora
- E Spectro MetrosDocumento56 pagineE Spectro MetrosMiguel UgarteNessuna valutazione finora
- Finite ElementsDocumento5 pagineFinite ElementsworldsailorNessuna valutazione finora
- Equivalent Circuit Models For Split-Ring ResonatorDocumento5 pagineEquivalent Circuit Models For Split-Ring ResonatorAkhilkumar Singh RathoreNessuna valutazione finora
- A Bandpass Filter Design Using Half-Wavelength Stepped Impedance Resonators With Internal CouplingsDocumento3 pagineA Bandpass Filter Design Using Half-Wavelength Stepped Impedance Resonators With Internal CouplingsAbraham MuñozNessuna valutazione finora
- IJMCTR021420Documento3 pagineIJMCTR021420rtaneja008Nessuna valutazione finora
- Designing A Microstrip Coupled Line Bandpass Filter: Ragani Taoufik, N. Amar Touhami, M. AgoutaneDocumento4 pagineDesigning A Microstrip Coupled Line Bandpass Filter: Ragani Taoufik, N. Amar Touhami, M. AgoutanealisazidNessuna valutazione finora
- Design of Probe Feed Microstrip Patch Antenna in S-Band: Soumyojit Sinha and Anjumanara BegamDocumento7 pagineDesign of Probe Feed Microstrip Patch Antenna in S-Band: Soumyojit Sinha and Anjumanara BegamramyaNessuna valutazione finora
- Prasannakumar 2014Documento5 paginePrasannakumar 2014PALLEPOGU PRASANNA KUMARNessuna valutazione finora
- Atherton Kerbyson 1999 Vision Circles Size InvariantDocumento10 pagineAtherton Kerbyson 1999 Vision Circles Size InvariantHector Chavez Gutierrez De VelascoNessuna valutazione finora
- Triple Band Bandpass Filter Design and Implementation Using SirsDocumento4 pagineTriple Band Bandpass Filter Design and Implementation Using SirsRabbia SalmanNessuna valutazione finora
- Enhanced Vibration Performance of Ultrasonic Block HornsDocumento5 pagineEnhanced Vibration Performance of Ultrasonic Block HornsZiad Al SarrafNessuna valutazione finora
- Microstrip Design PDFDocumento7 pagineMicrostrip Design PDFSrinivasa Rao SankrantiNessuna valutazione finora
- 1995 Design and Analysis of Microstrip Patch Antenna On Cylindrical Structures of Various DiametersDocumento3 pagine1995 Design and Analysis of Microstrip Patch Antenna On Cylindrical Structures of Various DiametersSai Kiran AdusumalliNessuna valutazione finora
- Research Article: Analysis and Design of Gap-Coupled Annular Ring Microstrip AntennaDocumento5 pagineResearch Article: Analysis and Design of Gap-Coupled Annular Ring Microstrip AntennaShreya SharmaNessuna valutazione finora
- Electronics: Application of A Stub-Loaded Square Ring Resonator For Wideband Bandpass Filter DesignDocumento14 pagineElectronics: Application of A Stub-Loaded Square Ring Resonator For Wideband Bandpass Filter DesignyyryNessuna valutazione finora
- Design of Low Pass Filter Using Concentric Split-Ring DGS: Abhisar Khokhar, P.K. Singhal, Mahesh Kumar AghwariyaDocumento4 pagineDesign of Low Pass Filter Using Concentric Split-Ring DGS: Abhisar Khokhar, P.K. Singhal, Mahesh Kumar Aghwariyawarse1Nessuna valutazione finora
- Optimization of Radiation Pattern For Narrow-Wall Slotted Waveguide Arrays Using HOBBIESDocumento4 pagineOptimization of Radiation Pattern For Narrow-Wall Slotted Waveguide Arrays Using HOBBIEShang leNessuna valutazione finora
- Design of Dual Polarized Conformal Loop Antenna For Wearable ApplicationsDocumento12 pagineDesign of Dual Polarized Conformal Loop Antenna For Wearable Applicationsrajalakshmi muruganNessuna valutazione finora
- Characteristics of A Corrugated Tapered Slot Antenna With Dielectric Rod and Metallic Re EctorDocumento4 pagineCharacteristics of A Corrugated Tapered Slot Antenna With Dielectric Rod and Metallic Re Ectorma_ba1Nessuna valutazione finora
- Encosure Amp Pier 2011Documento16 pagineEncosure Amp Pier 2011Anonymous ZTD4CNkSkNNessuna valutazione finora
- Research Article: Compact Microstrip Bandpass Diplexer Based On Twist Revised Split Ring ResonatorsDocumento7 pagineResearch Article: Compact Microstrip Bandpass Diplexer Based On Twist Revised Split Ring ResonatorsFa Mido ChemseddineNessuna valutazione finora
- Ultra-Wideband Coplanar-Fed Monopoles: A Comparative Study: Jana JILKOVÁ, Zbyněk RAIDADocumento6 pagineUltra-Wideband Coplanar-Fed Monopoles: A Comparative Study: Jana JILKOVÁ, Zbyněk RAIDAabdo-dzNessuna valutazione finora
- Design of Microstrip Patch Antenna With Specific Structure IDocumento13 pagineDesign of Microstrip Patch Antenna With Specific Structure Ihim4alllNessuna valutazione finora
- SIW Application in MicrowaveDocumento29 pagineSIW Application in MicrowavedurgaNessuna valutazione finora
- Semester: Vi: Transformer Issue No.: IssueDocumento6 pagineSemester: Vi: Transformer Issue No.: IssuepatodaNessuna valutazione finora
- Design and Analysis of Microstrip Patch Antenna Arrays For UWB Applications at C-BandDocumento8 pagineDesign and Analysis of Microstrip Patch Antenna Arrays For UWB Applications at C-BandIJRASETPublicationsNessuna valutazione finora
- Design of Low Pass Filter Using Sun-Shaped ResonatorDocumento9 pagineDesign of Low Pass Filter Using Sun-Shaped ResonatorkhyatichavdaNessuna valutazione finora
- Compact Microstrip Band Stop Filter Using SRR and CSRR Simulation and ResultDocumento7 pagineCompact Microstrip Band Stop Filter Using SRR and CSRR Simulation and ResultkhyatichavdaNessuna valutazione finora
- Analysis and Design of Microstrip Patch Antenna Loaded With Innovative Metamaterial StructureDocumento7 pagineAnalysis and Design of Microstrip Patch Antenna Loaded With Innovative Metamaterial Structurecontrivers1Nessuna valutazione finora
- Millimeter-Wave Bandpass Filter On Printed Circuit Board With Conventional Microstrip Line StructureDocumento2 pagineMillimeter-Wave Bandpass Filter On Printed Circuit Board With Conventional Microstrip Line StructureThierno Amadou Mouctar BaldeNessuna valutazione finora
- Design Wien Bridge Oscillators For Medium Frequency in LtspiceDocumento3 pagineDesign Wien Bridge Oscillators For Medium Frequency in LtspiceKhairil Fachri 2007114315Nessuna valutazione finora
- Yessine ComsolDocumento13 pagineYessine ComsolSaint lazarusNessuna valutazione finora
- Ultrasonic TOFD Flaw Sizing and Imaging in Thin Plates Using Embedded Signal Identification Technique (ESIT)Documento6 pagineUltrasonic TOFD Flaw Sizing and Imaging in Thin Plates Using Embedded Signal Identification Technique (ESIT)Sridharan ChandranNessuna valutazione finora
- Sucw-Single-feed Broadband CP Patch AntennaDocumento3 pagineSucw-Single-feed Broadband CP Patch Antenna蘇哲Nessuna valutazione finora
- Image File FormatsDocumento64 pagineImage File FormatsKathirrveluSubramainanNessuna valutazione finora
- 1 Technotex 2016 Knowledge Paper PDFDocumento44 pagine1 Technotex 2016 Knowledge Paper PDFArvind GuptaNessuna valutazione finora
- Letter UGC Guidelines On Examinations and Academic Calendar July 2021Documento1 paginaLetter UGC Guidelines On Examinations and Academic Calendar July 2021KathirrveluSubramainanNessuna valutazione finora
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento21 pagineWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsKathirrveluSubramainanNessuna valutazione finora
- Roles and Functions of Technical Fibres and Textiles in Filtration Robert BellDocumento12 pagineRoles and Functions of Technical Fibres and Textiles in Filtration Robert BellKathirrveluSubramainanNessuna valutazione finora
- Wool 482 582 12 T 15Documento22 pagineWool 482 582 12 T 15KathirrveluSubramainanNessuna valutazione finora
- Ijftr 19 (3) 172-176 PDFDocumento5 pagineIjftr 19 (3) 172-176 PDFKathirrveluSubramainan100% (1)
- Ijftr 19 (3) 172-176Documento55 pagineIjftr 19 (3) 172-176KathirrveluSubramainanNessuna valutazione finora
- Ginning: F 54. Recommended Gin Machinery For Machine-Stripped and Machine-Picked CottonDocumento3 pagineGinning: F 54. Recommended Gin Machinery For Machine-Stripped and Machine-Picked CottonKathirrveluSubramainanNessuna valutazione finora
- Ministry of Science and TechnologyDocumento17 pagineMinistry of Science and TechnologyKathirrveluSubramainanNessuna valutazione finora
- The Fastest Weaving Machine in The World: Christian SartoriusDocumento4 pagineThe Fastest Weaving Machine in The World: Christian SartoriusKathirrveluSubramainan100% (1)
- Position Dependent Mass Effects On Hydrogen Atom in Debye PlasmaDocumento17 paginePosition Dependent Mass Effects On Hydrogen Atom in Debye PlasmaKathirrveluSubramainanNessuna valutazione finora
- Agreement Draft1Documento1 paginaAgreement Draft1KathirrveluSubramainanNessuna valutazione finora
- 2017 Iceti Proceeding Book 1 - Part13Documento25 pagine2017 Iceti Proceeding Book 1 - Part13KathirrveluSubramainanNessuna valutazione finora
- Olympus Omniscan Mx2 p2 Ultrasonic Flaw DetectorDocumento3 pagineOlympus Omniscan Mx2 p2 Ultrasonic Flaw DetectorJuan TéllezNessuna valutazione finora
- Topic 1 Linear DC Power SupplyDocumento56 pagineTopic 1 Linear DC Power SupplyKu AliyaNessuna valutazione finora
- Desig... Filter On PTFE LaminateDocumento4 pagineDesig... Filter On PTFE LaminateBrandy AllenNessuna valutazione finora
- Yda138 Clase DDocumento20 pagineYda138 Clase DRigoberto Martinez LopezNessuna valutazione finora
- Research On Protection Measure For Very Fast Transient Over-Voltage of GISDocumento5 pagineResearch On Protection Measure For Very Fast Transient Over-Voltage of GISamir amirNessuna valutazione finora
- TK-2107 SMDocumento30 pagineTK-2107 SMgpasztori2262Nessuna valutazione finora
- An 98080Documento58 pagineAn 98080MohamedElsawiNessuna valutazione finora
- Automatic Guitar Tuner: Project OverviewDocumento9 pagineAutomatic Guitar Tuner: Project OverviewGustavo Pinares MamaniNessuna valutazione finora
- Manual For The Sound Card Oscilloscope V1.32: 1 RequirementsDocumento13 pagineManual For The Sound Card Oscilloscope V1.32: 1 RequirementsMarian MarinNessuna valutazione finora
- Lab 4. Experimental Measurement of Passive Filters Characteristics - ManualDocumento8 pagineLab 4. Experimental Measurement of Passive Filters Characteristics - ManualnikitaNessuna valutazione finora
- Datasheet PDFDocumento15 pagineDatasheet PDFViorel SorinNessuna valutazione finora
- Dee3043 Electronic Circuits - SDocumento7 pagineDee3043 Electronic Circuits - Skshika meganathanNessuna valutazione finora
- Solar 8000 Technical Presentation Ver3Documento35 pagineSolar 8000 Technical Presentation Ver3Nageswara Rao ApuriNessuna valutazione finora
- Frako ProductsDocumento56 pagineFrako Productserkamlakar2234Nessuna valutazione finora
- The Fundamentals of Signal Analysis - 5952-8898EDocumento65 pagineThe Fundamentals of Signal Analysis - 5952-8898Efabry8080Nessuna valutazione finora
- Power Quality Presented by Kartik NarayanDocumento14 paginePower Quality Presented by Kartik NarayanMADHAN KUMAR SNessuna valutazione finora
- Precision 2.5V FGA™ Voltage Reference: X60008B-25 X60008C-25 X60008D-25Documento10 paginePrecision 2.5V FGA™ Voltage Reference: X60008B-25 X60008C-25 X60008D-25Alejandro HerediaNessuna valutazione finora
- Microwave Filters: Prof. D. Kannadassan, School of Electronics EngineeringDocumento23 pagineMicrowave Filters: Prof. D. Kannadassan, School of Electronics EngineeringAkshay GuptaNessuna valutazione finora
- Datasheet: ST5484E Seismic Velocity 4-20 Ma TransmitterDocumento13 pagineDatasheet: ST5484E Seismic Velocity 4-20 Ma Transmitterjim_kellyNessuna valutazione finora
- Sara Seismic InstrumentsDocumento23 pagineSara Seismic InstrumentsElennars LopzvngsNessuna valutazione finora
- Poor Mans Spectrum Analyzer PDFDocumento11 paginePoor Mans Spectrum Analyzer PDFNini FarribasNessuna valutazione finora
- MHD 535 Stand-Alone Response Generator SRG 535: Data SheetDocumento15 pagineMHD 535 Stand-Alone Response Generator SRG 535: Data SheethorjuelagNessuna valutazione finora
- EC3451-LINEAR INTEGRATED CIRCUITS-2146226120-LIC QBDocumento12 pagineEC3451-LINEAR INTEGRATED CIRCUITS-2146226120-LIC QBSanjayrajNessuna valutazione finora
- Max30003 DatasheetDocumento43 pagineMax30003 DatasheetMark CarmoNessuna valutazione finora
- LCL-Filter Design For Robust Active DampingDocumento12 pagineLCL-Filter Design For Robust Active DampingbibiNessuna valutazione finora
- TS-870 Service Manual (OCR)Documento157 pagineTS-870 Service Manual (OCR)yu7aw100% (1)