Potrebbero piacerti anche
- Planeacion y Control de CalidadDocumento103 paginePlaneacion y Control de CalidadBacilio MartinezNessuna valutazione finora
- Historia de La NTC GP 1000Documento8 pagineHistoria de La NTC GP 1000TilmittNessuna valutazione finora
- Proceso Estrategico Empresa Cemento AtlasDocumento7 pagineProceso Estrategico Empresa Cemento AtlasSamanta RodriguezNessuna valutazione finora
- QFD - FinalDocumento6 pagineQFD - FinalTony MgNessuna valutazione finora
- Taller Conceptos Claves Relacionadas Con La ISO 14001 PDFDocumento1 paginaTaller Conceptos Claves Relacionadas Con La ISO 14001 PDFCecilia MontealegreNessuna valutazione finora
- Taller PronosticosDocumento30 pagineTaller PronosticosDIEGO ANDRES BELTRAN BANDANessuna valutazione finora
- Taller Caso SouthwestDocumento6 pagineTaller Caso SouthwestYEISON FABIAN HERRERA VEGANessuna valutazione finora
- Caso de Estudio VSM Segunda ParteDocumento6 pagineCaso de Estudio VSM Segunda ParteangieNessuna valutazione finora
- LOGISTICACDSMARIABONITADocumento33 pagineLOGISTICACDSMARIABONITAAngel David Ojeda GuarinNessuna valutazione finora
- PROYECTO PRACTICAS Dayana InteraseoDocumento41 paginePROYECTO PRACTICAS Dayana InteraseoCristian CepedaNessuna valutazione finora
- Hielo FocaDocumento3 pagineHielo FocaDiego Fernando Vega ForeroNessuna valutazione finora
- Taller Cadena de Abastecimiento y Costos PDFDocumento3 pagineTaller Cadena de Abastecimiento y Costos PDFAndreitta JulioNessuna valutazione finora
- Plan de Auditoria InternaDocumento2 paginePlan de Auditoria InternaAdiel VillamanNessuna valutazione finora
- Taller02 HtasEstMejoraCalidadDocumento5 pagineTaller02 HtasEstMejoraCalidadDahianna MartínezNessuna valutazione finora
- Informe HAS 200Documento10 pagineInforme HAS 200John AlFonsoNessuna valutazione finora
- Taller 2: Planeación de La ProducciónDocumento4 pagineTaller 2: Planeación de La ProducciónEduardo Florez0% (1)
- Taller de Método Simplex - Sensibilidad - Dualidad - 2020-1Documento6 pagineTaller de Método Simplex - Sensibilidad - Dualidad - 2020-1Pablo IsazaNessuna valutazione finora
- Taller Evaluativo ProductividadDocumento2 pagineTaller Evaluativo ProductividadWendy Arraez AlvarezNessuna valutazione finora
- Enfoque PRVDocumento2 pagineEnfoque PRVDanna VeraNessuna valutazione finora
- Estado Del Arte de Una Propuesta de Mejora para Un SG-SSTDocumento5 pagineEstado Del Arte de Una Propuesta de Mejora para Un SG-SSTHansel RosasNessuna valutazione finora
- Los 7 Pilares de Justo A TiempoDocumento2 pagineLos 7 Pilares de Justo A TiempoHaroldoo RommSteevenNessuna valutazione finora
- Caso Positivo - Etica Ing IndustrialDocumento4 pagineCaso Positivo - Etica Ing IndustrialmarlonvalorNessuna valutazione finora
- Final B NocheDocumento2 pagineFinal B Nochemaria camila martinez henandezNessuna valutazione finora
- Trabajo de Abastecimiento Quala S A Primera EntregaDocumento16 pagineTrabajo de Abastecimiento Quala S A Primera EntregaCristiandaniel HernandezNessuna valutazione finora
- SD y SSDDocumento2 pagineSD y SSDAgustin CamposNessuna valutazione finora
- Conceptos de Costos y Diseño de Modelos Económicos de Degarmo.Documento11 pagineConceptos de Costos y Diseño de Modelos Económicos de Degarmo.Julio Soto RomeroNessuna valutazione finora
- SimulacionDocumento22 pagineSimulacionSebastian CorderoNessuna valutazione finora
- Ejercicios LocalizaciónDocumento1 paginaEjercicios LocalizaciónJulian CardenasNessuna valutazione finora
- SemV Diurna Final LACASADELFURGÓNDocumento82 pagineSemV Diurna Final LACASADELFURGÓNJorge Isaac De OrtaNessuna valutazione finora
- Proceso Productivo de Queso La Pradera S.C.R.L.Documento23 pagineProceso Productivo de Queso La Pradera S.C.R.L.Marco Antonio Montes LimaNessuna valutazione finora
- Teoria de Decisiones IO2 COHENDocumento88 pagineTeoria de Decisiones IO2 COHENJF Musik ColNessuna valutazione finora
- POSTOBONDocumento18 paginePOSTOBONAna María Romero100% (1)
- MentefactoDocumento1 paginaMentefactomayra giarldoNessuna valutazione finora
- TALLER PLE Tema CDocumento2 pagineTALLER PLE Tema CCaLlebDaviidNessuna valutazione finora
- Protocolo Unidad 3 Planeacion y Organizacion de La ProduccionDocumento4 pagineProtocolo Unidad 3 Planeacion y Organizacion de La ProduccionSamara Freja NievesNessuna valutazione finora
- Teoria de Colas InterrapidisimoDocumento28 pagineTeoria de Colas InterrapidisimoBrenda OROZCO USECHENessuna valutazione finora
- Controlar La Calidad Evidencia Aprendizaje 1 CuestionarioDocumento4 pagineControlar La Calidad Evidencia Aprendizaje 1 CuestionariojulioalextoNessuna valutazione finora
- Evaluacion IO2 Primer TemaDocumento1 paginaEvaluacion IO2 Primer TemaHarold CoheNessuna valutazione finora
- Un Modelo RS en Logística de ReversaDocumento11 pagineUn Modelo RS en Logística de ReversaJHOSMAR_22Nessuna valutazione finora
- CcornisaDocumento4 pagineCcornisaMARIA ELENA RAMOS DE LA OSSANessuna valutazione finora
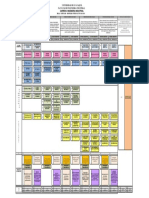
- Malla Curricular de Ingeniería IndustrialDocumento1 paginaMalla Curricular de Ingeniería IndustrialJosé RosadoNessuna valutazione finora
- Matriz de Valoracion y PriorizacionDocumento5 pagineMatriz de Valoracion y PriorizacionMrNOSFERATTUSNessuna valutazione finora
- Taller Evaluativo Procesos de Produccion MAYERLISDocumento5 pagineTaller Evaluativo Procesos de Produccion MAYERLISCard Vere100% (1)
- Procesos Sedemi DDocumento23 pagineProcesos Sedemi DKatty Ale Kaulitz CiprianoNessuna valutazione finora
- TALLER 1 PPL Tema BDocumento5 pagineTALLER 1 PPL Tema Bkeily montesNessuna valutazione finora
- Respuestas A Caso 1 PraticoDocumento4 pagineRespuestas A Caso 1 PraticoDEPUGNessuna valutazione finora
- 2.-Tarea Autónoma Unidad Uno PDFDocumento6 pagine2.-Tarea Autónoma Unidad Uno PDFLiz CftsNessuna valutazione finora
- Producto 3. Vinculación y TransferenciaDocumento8 pagineProducto 3. Vinculación y TransferenciaDAIRA NATALIA GARZON SAAVEDRANessuna valutazione finora
- Preguntas de Teoría Cap. 19Documento8 paginePreguntas de Teoría Cap. 19SANDRANessuna valutazione finora
- Taller Toño Investigacion y Analisis de atDocumento1 paginaTaller Toño Investigacion y Analisis de atJhoimer Taborda MontesNessuna valutazione finora
- Propuesta Gerencia EstrategicaDocumento13 paginePropuesta Gerencia EstrategicaBRyam Ramos GamezNessuna valutazione finora
- Caso 4 Fine Cardboards EcuadorDocumento3 pagineCaso 4 Fine Cardboards EcuadorCristopher Rojas AlfaroNessuna valutazione finora
- Tema 8 - Planificacion de Requerimiento MaterialesDocumento17 pagineTema 8 - Planificacion de Requerimiento MaterialesANGIE PAOLA ESPITIA CANDILNessuna valutazione finora
- T3. Taller - Laboratorio Modelos de Colas y SimulaciónDocumento2 pagineT3. Taller - Laboratorio Modelos de Colas y Simulacióningrid arevaloNessuna valutazione finora
- Diagrama SinópticoDocumento4 pagineDiagrama SinópticoAbigail MontielNessuna valutazione finora
- Modelo Presentación Pitch de EmprendimientoDocumento20 pagineModelo Presentación Pitch de EmprendimientoDOUGLAS AMAYANessuna valutazione finora
- Planificacion Agregada de La ProducciónDocumento20 paginePlanificacion Agregada de La ProducciónKari EstefanyNessuna valutazione finora
- Tarea 1 Primer ParcialDocumento6 pagineTarea 1 Primer ParcialSoleMezaNessuna valutazione finora
- SinopticoDocumento7 pagineSinopticomariandreina rodriguezNessuna valutazione finora
- ADMON. OP - II. Zapata Marinez Inv.U2Documento8 pagineADMON. OP - II. Zapata Marinez Inv.U2Eduardo ZapataNessuna valutazione finora
- Revista Experticia Militar 3Documento120 pagineRevista Experticia Militar 3Carla RamirezNessuna valutazione finora
- Guia Sena CargasDocumento40 pagineGuia Sena Cargastijeras2Nessuna valutazione finora
- Dispositivos de InformaciónDocumento2 pagineDispositivos de InformaciónBeltramo LucianoNessuna valutazione finora
- Opciones Reales y Flexividad EmpresarialDocumento2 pagineOpciones Reales y Flexividad EmpresarialYaMi DarkNessuna valutazione finora
- Memoria Descriptiva ArtezaDocumento14 pagineMemoria Descriptiva ArtezaLuis CastilloNessuna valutazione finora
- Métodol Multisensorial PDFDocumento17 pagineMétodol Multisensorial PDFalejandraNessuna valutazione finora
- Metodo Cientifico GerminacionDocumento3 pagineMetodo Cientifico Germinacionbrayan uriel lugo arteagaNessuna valutazione finora
- Universidad Continental Escuela Académico Profesional de Ingeniería CivilDocumento10 pagineUniversidad Continental Escuela Académico Profesional de Ingeniería CivilJAIME ADAN QUISPE CCALLISAYANessuna valutazione finora
- Perfil AuxiliarDocumento4 paginePerfil AuxiliarCecilia Salazar RabiNessuna valutazione finora
- Pia 2 Masc PDFDocumento6 paginePia 2 Masc PDFaida torresNessuna valutazione finora
- G 3.7 d1 Cajas Mecanicas NEWDocumento7 pagineG 3.7 d1 Cajas Mecanicas NEWCesar MoralesNessuna valutazione finora
- Algebra Lineal - Apendice A - D. PooleDocumento3 pagineAlgebra Lineal - Apendice A - D. PooleMatias BucaloNessuna valutazione finora
- Consolidado Calculo NeDocumento7 pagineConsolidado Calculo NeMariaNessuna valutazione finora
- Laboratorio 5Documento10 pagineLaboratorio 5Ronald CotrinaNessuna valutazione finora
- ExamenesDocumento8 pagineExamenesDamarisNessuna valutazione finora
- Encuadre y Bienvenida A ESTADÍSTICA DESCRIPTIVADocumento3 pagineEncuadre y Bienvenida A ESTADÍSTICA DESCRIPTIVAHéctor San juanNessuna valutazione finora
- Junior Excel CostosDocumento351 pagineJunior Excel CostosJunior García López100% (3)
- TareaDocumento7 pagineTareaRoberto Carlos Barragan RamosNessuna valutazione finora
- Planificación Por Unidad Investigación Cien y Tecn. Tercer AñoDocumento14 paginePlanificación Por Unidad Investigación Cien y Tecn. Tercer AñoPriscila Castro CastilloNessuna valutazione finora
- Práctica 8 de Química FIDocumento6 paginePráctica 8 de Química FIAlonsoReynaNessuna valutazione finora
- Cuestionario para El Docente CTE6Documento3 pagineCuestionario para El Docente CTE6jorgeNessuna valutazione finora
- ScribdDocumento9 pagineScribdEdgar Jesus Mamani UruchiNessuna valutazione finora
- Ejercicios Dinamica 1o BachilleratoDocumento10 pagineEjercicios Dinamica 1o BachilleratoJavier AlvarezNessuna valutazione finora
- Procedimiento para Selección de PersonalDocumento9 pagineProcedimiento para Selección de PersonalRodrigo RojasNessuna valutazione finora
- Subactividad 3Documento29 pagineSubactividad 3DeyoneriParraNessuna valutazione finora
- 3A Secundaria-Balotario de AlgebraDocumento1 pagina3A Secundaria-Balotario de AlgebraDoris ZeladaNessuna valutazione finora
- Quinta Heerem PDFDocumento12 pagineQuinta Heerem PDFLeslie Carolina50% (2)
- Metodologías Mapa CorporalDocumento14 pagineMetodologías Mapa CorporalCaro BuNessuna valutazione finora
- Analisis Caso Harvard I ParcialDocumento4 pagineAnalisis Caso Harvard I ParcialDania Mariley Alvarenga EscobarNessuna valutazione finora
- Systematic Layout PlanningDocumento7 pagineSystematic Layout PlanningCesar Andres Sanchez InsignaresNessuna valutazione finora