Potrebbero piacerti anche
- Textiles, for Commercial, Industrial, and Domestic Arts Schools: Also Adapted to Those Engaged in Wholesale and Retail Dry Goods, Wool, Cotton, and Dressmaker's TradesDa EverandTextiles, for Commercial, Industrial, and Domestic Arts Schools: Also Adapted to Those Engaged in Wholesale and Retail Dry Goods, Wool, Cotton, and Dressmaker's TradesNessuna valutazione finora
- Sustainable Innovations in Recycled TextilesDa EverandSustainable Innovations in Recycled TextilesNessuna valutazione finora
- 7 2 2R SadekDocumento6 pagine7 2 2R SadekSakibMDShafiuddinNessuna valutazione finora
- Studies On Wicking Behaviour of Polyester FabricDocumento12 pagineStudies On Wicking Behaviour of Polyester FabricJuan CubasNessuna valutazione finora
- Porosity Knitted Spatial StructureDocumento7 paginePorosity Knitted Spatial StructureProf.dr Vojislav GligorijevicNessuna valutazione finora
- 17 324.fullDocumento5 pagine17 324.fullpriyaNessuna valutazione finora
- Performance of Woven Fabrics Containing SpandexDocumento8 paginePerformance of Woven Fabrics Containing SpandexMohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- Ijftr 34 (2) 137-143Documento7 pagineIjftr 34 (2) 137-143Mohammad HussainNessuna valutazione finora
- The Effect of Fibre Blend On Comfort Characteristics of ElasticDocumento7 pagineThe Effect of Fibre Blend On Comfort Characteristics of ElasticGeotamNessuna valutazione finora
- Effect of Pique and Honeycomb Structures On Moisture Management Properties of Eri Silk Knitted FabricsDocumento11 pagineEffect of Pique and Honeycomb Structures On Moisture Management Properties of Eri Silk Knitted FabricspriyaNessuna valutazione finora
- Effect of Elastane Plating On Physical Thermal Comfort Properties of Lyocell Single Jersey Knit Fabric With Different Loop LengthDocumento9 pagineEffect of Elastane Plating On Physical Thermal Comfort Properties of Lyocell Single Jersey Knit Fabric With Different Loop LengthMuhammad Bilal QadirNessuna valutazione finora
- Effects of Fabric Construction and Shear Thickening Fluid On Yarn Pull-Out From High-Performance FabricsDocumento11 pagineEffects of Fabric Construction and Shear Thickening Fluid On Yarn Pull-Out From High-Performance FabricshawNessuna valutazione finora
- 24 996.fullDocumento8 pagine24 996.fullpriyaNessuna valutazione finora
- Paper (Total Appearance Value)Documento8 paginePaper (Total Appearance Value)ravibabayNessuna valutazione finora
- Structure Properties of Knits From Natural Yarns and Their Combination With Elastane and Polyamide ThreadsDocumento4 pagineStructure Properties of Knits From Natural Yarns and Their Combination With Elastane and Polyamide Threadsranjann349Nessuna valutazione finora
- Weft & Warp TensionDocumento8 pagineWeft & Warp Tensionnemat2008Nessuna valutazione finora
- Effect of Lycra Percentages and Loop Length On The PDFDocumento8 pagineEffect of Lycra Percentages and Loop Length On The PDFDyeing DyeingNessuna valutazione finora
- Friction SpinningDocumento8 pagineFriction SpinningVenkat Prasanna50% (2)
- 22 591.fullDocumento15 pagine22 591.fullpriyaNessuna valutazione finora
- The Effect of Weave Construction On Tear Strength of Woven FabricsDocumento8 pagineThe Effect of Weave Construction On Tear Strength of Woven FabricsSuza Ahmed AuporboNessuna valutazione finora
- Dimensional Properties of Single Jersey Knitted Fabrics Made From New and Regenerated Cellulosic FibersDocumento10 pagineDimensional Properties of Single Jersey Knitted Fabrics Made From New and Regenerated Cellulosic FiberschocklingamNessuna valutazione finora
- Effect of Yarn CountDocumento12 pagineEffect of Yarn CountSyed Salahuddin MunnaNessuna valutazione finora
- Uster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsDocumento14 pagineUster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsQuocHuynhNessuna valutazione finora
- A Description Is Given of The Assessment of The CreasingDocumento8 pagineA Description Is Given of The Assessment of The CreasingRusted BoyNessuna valutazione finora
- Abrasion Resistance Property of Woven FabricsDocumento3 pagineAbrasion Resistance Property of Woven FabricsJothi Vel Murugan100% (1)
- Study The Effect of Weave Structure On The Air Permeability and Snagging of The Fabric 1Documento8 pagineStudy The Effect of Weave Structure On The Air Permeability and Snagging of The Fabric 1zeyin mohammed aumerNessuna valutazione finora
- Study Material For Textile Testing IIDocumento10 pagineStudy Material For Textile Testing IISushma Balgar100% (1)
- Fibre in DetailsDocumento32 pagineFibre in Detailssundarcheers33320% (1)
- SpiralityDocumento9 pagineSpiralitySenthil KumarNessuna valutazione finora
- A Biomimic Thermal Fabric With High Moisture PermeabilityDocumento6 pagineA Biomimic Thermal Fabric With High Moisture PermeabilitypriyaNessuna valutazione finora
- Moisture Properties of Raised 3-Thread Fleece FabricDocumento12 pagineMoisture Properties of Raised 3-Thread Fleece FabricShahin ghasemi nezhadNessuna valutazione finora
- Pie ChartDocumento71 paginePie ChartTrịnh Thị Thanh ThủyNessuna valutazione finora
- Fibre Test MethodDocumento37 pagineFibre Test MethodPragya DixitNessuna valutazione finora
- JETIR1903L77Documento12 pagineJETIR1903L77Trangg BiNessuna valutazione finora
- TestingDocumento36 pagineTestingMd.Milon HossainNessuna valutazione finora
- 9634 37102 1 PBDocumento9 pagine9634 37102 1 PBali4300136Nessuna valutazione finora
- Ijftr 36 (3) 227-233Documento0 pagineIjftr 36 (3) 227-233M A HasanNessuna valutazione finora
- Analysis The Influenced of Plain and Twill StructuDocumento7 pagineAnalysis The Influenced of Plain and Twill StructuMuhammad MustahsinNessuna valutazione finora
- Air-Jet Texturing PDFDocumento0 pagineAir-Jet Texturing PDFNessre ZeineNessuna valutazione finora
- An Investigation Into The Parameters of Terry Fabrics Regarding The ProductionDocumento6 pagineAn Investigation Into The Parameters of Terry Fabrics Regarding The ProductionhawNessuna valutazione finora
- Effect of Twist Multiplier On Air Permeability of Single Jersey and 1x1 Rib FabricsDocumento8 pagineEffect of Twist Multiplier On Air Permeability of Single Jersey and 1x1 Rib FabricsAndrian WijayonoNessuna valutazione finora
- Terry Towels Classification Designing and Manufacturing Technology MsDocumento15 pagineTerry Towels Classification Designing and Manufacturing Technology MsBiswajit BiswasNessuna valutazione finora
- Comparison of Double Jersey Knitted Fabrics Made oDocumento11 pagineComparison of Double Jersey Knitted Fabrics Made othiago felixNessuna valutazione finora
- Terry Towels - Classification, Designing & Manufacturing Technology Prof. Tushar C. Patil, CTF, MPSTME AbstractDocumento9 pagineTerry Towels - Classification, Designing & Manufacturing Technology Prof. Tushar C. Patil, CTF, MPSTME Abstractaqsa imranNessuna valutazione finora
- ATY Fabric PropertiesDocumento5 pagineATY Fabric PropertiesHitesh ShahNessuna valutazione finora
- Review Paper On Wickability of FabricsDocumento7 pagineReview Paper On Wickability of FabricsSomnath NandyNessuna valutazione finora
- 1IJTFTAPR20191Documento8 pagine1IJTFTAPR20191TJPRC PublicationsNessuna valutazione finora
- Fabric ScienceDocumento7 pagineFabric ScienceArshiya GuptaNessuna valutazione finora
- Material and Construction ParametersDocumento17 pagineMaterial and Construction ParametersLeilNessuna valutazione finora
- Fli L: CanadaDocumento18 pagineFli L: CanadaAjith KrishnanNessuna valutazione finora
- Fibre Dynamics in The Revolving-Flats Card A Critical ReviewDocumento23 pagineFibre Dynamics in The Revolving-Flats Card A Critical ReviewParesh HadkarNessuna valutazione finora
- Studies On Moisture Content in Cotton Fibre Assembly (Lint) in Relation To Variations in Temperature and Relative HumidityDocumento1 paginaStudies On Moisture Content in Cotton Fibre Assembly (Lint) in Relation To Variations in Temperature and Relative Humiditynumannazir3276Nessuna valutazione finora
- Comparison of Recycle Yarn To VirginDocumento9 pagineComparison of Recycle Yarn To VirginParvesh Khurana100% (1)
- 7ITTC2018 Proceedings Book Sayfalar 231 240Documento11 pagine7ITTC2018 Proceedings Book Sayfalar 231 240ramiroNessuna valutazione finora
- Low Stress Mechanical Properties of Woven Silk Fabrics (Part-1)Documento6 pagineLow Stress Mechanical Properties of Woven Silk Fabrics (Part-1)Mohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- Relationship Between: Tensile Properties of Fibres and Nonwoven FabricsDocumento5 pagineRelationship Between: Tensile Properties of Fibres and Nonwoven Fabricssasi kumar UNessuna valutazione finora
- 20 479.fullDocumento8 pagine20 479.fullpriyaNessuna valutazione finora
- Fsa Testing (Jyoti)Documento16 pagineFsa Testing (Jyoti)Jyoti RawalNessuna valutazione finora
- Major Project Part IDocumento78 pagineMajor Project Part Iapi-3714213Nessuna valutazione finora
- Elastane FabricDocumento8 pagineElastane FabricMaria MirandaNessuna valutazione finora
- 20200626-Arkema Solutions For Personal Protective Equipment-PPEDocumento13 pagine20200626-Arkema Solutions For Personal Protective Equipment-PPEjuliushasan2Nessuna valutazione finora
- Deinking Process Waste ManagementDocumento17 pagineDeinking Process Waste ManagementdaabgchiNessuna valutazione finora
- Advanced Materials For Energy and Environmental ApplicationsDocumento144 pagineAdvanced Materials For Energy and Environmental ApplicationsQuốc ViệtNessuna valutazione finora
- Scaffolding CalculationDocumento8 pagineScaffolding CalculationAsmadi Rifa'at100% (1)
- Fundamentals of RheologyDocumento76 pagineFundamentals of Rheologytonysanchez67Nessuna valutazione finora
- Wire Rope Failure 1681182042Documento12 pagineWire Rope Failure 1681182042Debjit GangulyNessuna valutazione finora
- Experiment NO:6 Compression Test For Anisotropic MaterialDocumento6 pagineExperiment NO:6 Compression Test For Anisotropic MaterialAraragi KoyomiNessuna valutazione finora
- Naming Practice 2Documento1 paginaNaming Practice 2Nicholas FerroniNessuna valutazione finora
- Vacuum PumpDocumento2 pagineVacuum PumpGonzhalo Ramireç ChaveçNessuna valutazione finora
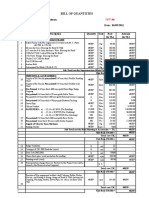
- BOQDocumento100 pagineBOQJohn Philip GarciaNessuna valutazione finora
- 8044 3 Technical Specification of HT AB Cable 11KVDocumento9 pagine8044 3 Technical Specification of HT AB Cable 11KVdkshtdkNessuna valutazione finora
- CSETD AGM Talk On "Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) : Technology For TheDocumento3 pagineCSETD AGM Talk On "Ultra-High Performance Fiber Reinforced Concrete (UHPFRC) : Technology For TheAsyraf ZailudinNessuna valutazione finora
- HDPE Price List LDocumento4 pagineHDPE Price List LabhishitewariNessuna valutazione finora
- Shed BuildingDocumento59 pagineShed BuildingdomesNessuna valutazione finora
- Maharashtra Board Solutions Class 11 Physics - Chapter 6 Mechanical Properties of SolidsDocumento20 pagineMaharashtra Board Solutions Class 11 Physics - Chapter 6 Mechanical Properties of SolidsCHAITANYA SHEDGENessuna valutazione finora
- Topic 1 - Fluid PropertiesDocumento41 pagineTopic 1 - Fluid PropertiesFattihiEkhmalNessuna valutazione finora
- Introduction To Surface EngineeringDocumento26 pagineIntroduction To Surface Engineeringdu.maximeNessuna valutazione finora
- TDS GrilloDocumento5 pagineTDS GrillomaxNessuna valutazione finora
- SDOF PlasticDocumento19 pagineSDOF Plasticvaram1Nessuna valutazione finora
- SAQ Ans 7Documento2 pagineSAQ Ans 7harshanauocNessuna valutazione finora
- Guided By: Mr. Kunal Saurabh (Assistant Professor) (Mechanical Department) Presented By: Rishi Kumar Verma Roll No:12090326 (5.4.2)Documento18 pagineGuided By: Mr. Kunal Saurabh (Assistant Professor) (Mechanical Department) Presented By: Rishi Kumar Verma Roll No:12090326 (5.4.2)Subhashree PanigrahyNessuna valutazione finora
- Msds OxysanzsDocumento5 pagineMsds OxysanzsJorge AntonioNessuna valutazione finora
- "Production of Hydrogen Gas Using Gasification From BiomassDocumento40 pagine"Production of Hydrogen Gas Using Gasification From BiomassFaizNessuna valutazione finora
- Soap TechnologyDocumento6 pagineSoap TechnologyMahesh BawankarNessuna valutazione finora
- Form-I: "This Is Computer Generated Document From OCMMS by HPSPCB"Documento5 pagineForm-I: "This Is Computer Generated Document From OCMMS by HPSPCB"GREEN LEAFNessuna valutazione finora
- Ne4040 SRMDocumento2 pagineNe4040 SRMMsach RoysNessuna valutazione finora
- Experimental Analysis of Laser Drilling Impacts On Rock PropertiesDocumento10 pagineExperimental Analysis of Laser Drilling Impacts On Rock PropertiesAngélica Acosta PérezNessuna valutazione finora
- Optimization of Fineness of Ordinary Portland Cement Manufactured in PakistanDocumento10 pagineOptimization of Fineness of Ordinary Portland Cement Manufactured in PakistanENgřMuhăɱɱadRiǺzAhɱadNessuna valutazione finora
- Advances in Air Filtration Technologies - Structure-Based andDocumento13 pagineAdvances in Air Filtration Technologies - Structure-Based andamaNessuna valutazione finora
- Etching and Lithography in MicrofabricationDocumento8 pagineEtching and Lithography in MicrofabricationWhizzWrNessuna valutazione finora