Potrebbero piacerti anche
- Manual de Las CajasDocumento135 pagineManual de Las Cajasmena_omar3677100% (3)
- Metodo Pleyadiano2Documento13 pagineMetodo Pleyadiano2Legado Pleyadiano Tecnicas HolisticasNessuna valutazione finora
- Caso de Estudio LA LUCHA DE GOOGLE, APPLE Y FACEBOOK POR ACAPARAR LA EXPERIENCIA DE USTED EN INTERNETDocumento5 pagineCaso de Estudio LA LUCHA DE GOOGLE, APPLE Y FACEBOOK POR ACAPARAR LA EXPERIENCIA DE USTED EN INTERNETJorge Coronel100% (1)
- Apunte Metrología DimensionalDocumento179 pagineApunte Metrología Dimensionalpablo100% (2)
- Caso de Estudio 2Documento3 pagineCaso de Estudio 2Jorge Coronel100% (1)
- Caso de Estudio 1Documento3 pagineCaso de Estudio 1Jorge CoronelNessuna valutazione finora
- Solución Al Taller de Confiabilidad Del ProductoDocumento3 pagineSolución Al Taller de Confiabilidad Del ProductoJorge CoronelNessuna valutazione finora
- Solución Al Taller de Productividad y Rotación de InventariosDocumento4 pagineSolución Al Taller de Productividad y Rotación de InventariosJorge CoronelNessuna valutazione finora
- Taller PronósticosDocumento2 pagineTaller PronósticosJorge CoronelNessuna valutazione finora
- TALLER ROTACIÓN DE INVENTARIOS-Octubre 13 PDFDocumento5 pagineTALLER ROTACIÓN DE INVENTARIOS-Octubre 13 PDFJorge Coronel100% (1)
- Escuela para La Paz y El Buen Vivir PDFDocumento3 pagineEscuela para La Paz y El Buen Vivir PDFJorge CoronelNessuna valutazione finora
- Preguntas Del Caso de Estudio BigDataDocumento4 paginePreguntas Del Caso de Estudio BigDataJorge CoronelNessuna valutazione finora
- Manual AMPLDocumento28 pagineManual AMPLJorge CoronelNessuna valutazione finora
- Apunte 8b y Guia Complementaria de Inecuaciones (1) (Importante en Tema 7)Documento18 pagineApunte 8b y Guia Complementaria de Inecuaciones (1) (Importante en Tema 7)FelipeSotoR'Nessuna valutazione finora
- Semana 1 CinematicaDocumento4 pagineSemana 1 Cinematicayes-caliNessuna valutazione finora
- Quiz Circuito ElectricosDocumento4 pagineQuiz Circuito ElectricosLina Alejandra Castiblanco CarrilloNessuna valutazione finora
- ACTIVIDAD #1 EnsayoDocumento7 pagineACTIVIDAD #1 EnsayoJonathan Marín BarreraNessuna valutazione finora
- Grupo n2 EstaticaDocumento13 pagineGrupo n2 EstaticaRomario CapilloNessuna valutazione finora
- Laminadores de Perfiles Pequeños, Barras y Alambrón - PresentaciónDocumento25 pagineLaminadores de Perfiles Pequeños, Barras y Alambrón - PresentaciónMegaRep_JYNessuna valutazione finora
- PTC-111-02 Protocolo Calificación RPM EQUIPOSDocumento6 paginePTC-111-02 Protocolo Calificación RPM EQUIPOSStiv LhNessuna valutazione finora
- 2.-Cronograma fLUJODocumento1 pagina2.-Cronograma fLUJOJAIME EDUARDO TTIMPONessuna valutazione finora
- Bomba ColorimetricaDocumento10 pagineBomba ColorimetricaLuis Servando GuajardoNessuna valutazione finora
- Diseño Geometrico de Una CarreteraDocumento40 pagineDiseño Geometrico de Una CarreteraJohn BeltranNessuna valutazione finora
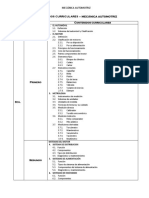
- Contenidos Curriculares Mecanica AutomotrizDocumento3 pagineContenidos Curriculares Mecanica Automotrizmarcos100% (1)
- Degradación de BiomaterialesDocumento63 pagineDegradación de BiomaterialesLuis MendozaNessuna valutazione finora
- Tema 4 (Polinomios)Documento16 pagineTema 4 (Polinomios)lgf58Nessuna valutazione finora
- Laboratorio 2.Documento4 pagineLaboratorio 2.Marifer FloresNessuna valutazione finora
- Cadena Productiva Del AzucarDocumento3 pagineCadena Productiva Del Azucarvenus moncadaNessuna valutazione finora
- Distribucionbinomialexplicacin 120319021858 Phpapp02Documento10 pagineDistribucionbinomialexplicacin 120319021858 Phpapp02Lorenzo Antonio Vasquez GarciaNessuna valutazione finora
- Guía Ley de Gravitacion, Fuerza Elastica y Fuerza de RoceDocumento16 pagineGuía Ley de Gravitacion, Fuerza Elastica y Fuerza de RoceCartas Myl Chillan Cartas0% (1)
- Centro de Gravedad de Cuerpos CompuestosDocumento14 pagineCentro de Gravedad de Cuerpos CompuestosJose Luis Lopez GomezNessuna valutazione finora
- Construir Un Tornado de Niebla CaseroDocumento2 pagineConstruir Un Tornado de Niebla CaseroAnonymous xTmTjKgz10% (1)
- Lugar de Los HechosDocumento6 pagineLugar de Los Hechoscriminalistica criminalisticaNessuna valutazione finora
- Los Mapas y Sus ProyeccionesDocumento10 pagineLos Mapas y Sus ProyeccionespedroNessuna valutazione finora
- Informe Final Llosa Comunicación AnalogicaDocumento21 pagineInforme Final Llosa Comunicación AnalogicawalterNessuna valutazione finora
- Proyecto Fclds Campo ItauDocumento46 pagineProyecto Fclds Campo ItauDrillerman Gonzales Ovando100% (1)
- Libro - Aplicaciones de NanotecnologiaDocumento6 pagineLibro - Aplicaciones de NanotecnologiaManuel PatNessuna valutazione finora
- Practica 03 PicnometroDocumento5 paginePractica 03 PicnometroAncell NuñezNessuna valutazione finora
- Elementos Automation StudioDocumento11 pagineElementos Automation StudioEvelyn Rocha100% (1)