Potrebbero piacerti anche
- Rubble Mound Breakwater Design - ExampleDocumento14 pagineRubble Mound Breakwater Design - Examplehhshiyam100% (2)
- Imo 2020 Comprehensive Guide v17 PDFDocumento28 pagineImo 2020 Comprehensive Guide v17 PDFTianhui HothNessuna valutazione finora
- Bollard PullDocumento10 pagineBollard PullKarem Lastarria Monardes100% (1)
- The Privileged Planet-Q S and OverviewDocumento9 pagineThe Privileged Planet-Q S and OverviewChad BrosiusNessuna valutazione finora
- Radar ReceiversDocumento15 pagineRadar Receiversmas3565560100% (2)
- M&PII (Plastic I)Documento91 pagineM&PII (Plastic I)Shachi PandeyNessuna valutazione finora
- ATOT Day 1Documento111 pagineATOT Day 1Mannie VasquezNessuna valutazione finora
- Cargo Operation Equipment For TankersDocumento172 pagineCargo Operation Equipment For TankersDon Sheens100% (1)
- Vertical Cylindrical Storage Tank Calibration Technologies and ApplicationDocumento34 pagineVertical Cylindrical Storage Tank Calibration Technologies and Applicationmabrouk2013Nessuna valutazione finora
- Foaming Tendencies of Oil TestsDocumento8 pagineFoaming Tendencies of Oil TestsJustin EvansNessuna valutazione finora
- Evaluating Performance of InterfoamDocumento37 pagineEvaluating Performance of InterfoamakkedianNessuna valutazione finora
- Synthetic PolymersDocumento45 pagineSynthetic PolymersIboniks Beponpiks DabondatskiNessuna valutazione finora
- Ron MansonDocumento33 pagineRon MansonPradeep MotaparthyNessuna valutazione finora
- Manual of Petroleum Measurement StandardsDocumento25 pagineManual of Petroleum Measurement StandardsDebashish BanerjeeNessuna valutazione finora
- Exceeding Expectations: Did You KnowDocumento2 pagineExceeding Expectations: Did You KnownarutorazNessuna valutazione finora
- Specification Lightening Protection SystemsDocumento4 pagineSpecification Lightening Protection SystemssriramNessuna valutazione finora
- Oil Tanker'S: Basic Ship StructureDocumento15 pagineOil Tanker'S: Basic Ship StructureRajesh JagadeesanNessuna valutazione finora
- As 2809.5-2001 Road Tank Vehicles For Dangerous Goods Tankers For Bitumen-Based ProductsDocumento7 pagineAs 2809.5-2001 Road Tank Vehicles For Dangerous Goods Tankers For Bitumen-Based ProductsSAI Global - APACNessuna valutazione finora
- Refrigeration PrinciplesDocumento20 pagineRefrigeration PrinciplesAADIL AHMED ANessuna valutazione finora
- Octo Q and Ans CE PADAMDocumento90 pagineOcto Q and Ans CE PADAMPadam Nabh100% (1)
- GUNVOR Independent Inspection Requirements Rev - 6Documento34 pagineGUNVOR Independent Inspection Requirements Rev - 6Bhagoo HatheyNessuna valutazione finora
- We're Going Global: The Impact of Product TemperatureDocumento6 pagineWe're Going Global: The Impact of Product TemperaturebabushleshaNessuna valutazione finora
- Bunkering: Fuel & Diesel Oil TanksDocumento6 pagineBunkering: Fuel & Diesel Oil TanksPanagiotis MouzenidisNessuna valutazione finora
- Contol Ebook PDFDocumento71 pagineContol Ebook PDFbab_ooNessuna valutazione finora
- Stolt 1Documento12 pagineStolt 1PeterWangNessuna valutazione finora
- Nitrogen TankDocumento9 pagineNitrogen TankVirnando NainggolanNessuna valutazione finora
- Global Terminal Instructions PDFDocumento25 pagineGlobal Terminal Instructions PDFpakdinarNessuna valutazione finora
- Offsite1 Presentation FinalDocumento47 pagineOffsite1 Presentation FinalNguyen Phi HaiNessuna valutazione finora
- Amspec Techtalk Trim Wedge Calculations 2Documento5 pagineAmspec Techtalk Trim Wedge Calculations 2Gerald EdisonNessuna valutazione finora
- Hydrostatic Test ProcedureDocumento7 pagineHydrostatic Test Procedurelaleye_olumideNessuna valutazione finora
- Caustic SodaStore and HandlingDocumento2 pagineCaustic SodaStore and HandlingargachoNessuna valutazione finora
- WWW Sevensurveyor Com Wedge FormulaDocumento14 pagineWWW Sevensurveyor Com Wedge FormulaSurya Putra JayaNessuna valutazione finora
- Daniel Compact Prover: ProversDocumento12 pagineDaniel Compact Prover: ProversCarlos EduardoNessuna valutazione finora
- En-FAB Metering & Measurement 2016 BrochureDocumento58 pagineEn-FAB Metering & Measurement 2016 Brochurecarmel BarrettNessuna valutazione finora
- Tanker BodyDocumento5 pagineTanker BodyAghil BuddyNessuna valutazione finora
- Exceeding Expectations: Linear vs. Non-Linear That Is The QuestionDocumento6 pagineExceeding Expectations: Linear vs. Non-Linear That Is The QuestionnarutorazNessuna valutazione finora
- Propulsion Trends in Tankers - HTMDocumento22 paginePropulsion Trends in Tankers - HTMlesmosNessuna valutazione finora
- Fundamentals of Polymer Engineering: Week-1Documento52 pagineFundamentals of Polymer Engineering: Week-1muhammad shahadat awanNessuna valutazione finora
- TankersDocumento17 pagineTankerspradumna.shuklaNessuna valutazione finora
- Instrumentation & Process ControlDocumento6 pagineInstrumentation & Process ControlAnonymous 0zrCNQNessuna valutazione finora
- IG Venting Termal Expansion and High RVP CargosDocumento4 pagineIG Venting Termal Expansion and High RVP CargosRahulChoudharyNessuna valutazione finora
- CV Parul WordDocumento5 pagineCV Parul Wordkkrish_nits867182Nessuna valutazione finora
- Contents of This Workbook: 1. Power Point Presentation 2. Competency FormsDocumento99 pagineContents of This Workbook: 1. Power Point Presentation 2. Competency Formsksrkp1974Nessuna valutazione finora
- Exceeding Expectations: Please Visit Us at Our Website or Contact Us at 800 286-2208Documento3 pagineExceeding Expectations: Please Visit Us at Our Website or Contact Us at 800 286-2208Indra NainggolanNessuna valutazione finora
- Cargo Plant GuidelinesDocumento93 pagineCargo Plant GuidelinesPhani PrahladNessuna valutazione finora
- Shipboard Operational Energy Efficiency:: Regulations, Standards & OpportunitiesDocumento18 pagineShipboard Operational Energy Efficiency:: Regulations, Standards & OpportunitiesRaluca UcaNessuna valutazione finora
- IG System 2Documento17 pagineIG System 2Sergioi IndurainNessuna valutazione finora
- OPITO and Other CoursesDocumento17 pagineOPITO and Other Coursesrony_lesbtNessuna valutazione finora
- Statistic Measurement & Quantity CalculationDocumento72 pagineStatistic Measurement & Quantity CalculationTubagusMuhamadRoehtomyNessuna valutazione finora
- Guidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiDocumento151 pagineGuidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiPeter NomikosNessuna valutazione finora
- Tanker Terminal and Liquid Cargo CourseDocumento4 pagineTanker Terminal and Liquid Cargo CourseAnonymous yJ7VjL28iNessuna valutazione finora
- Petroleum Products Measurement and Quality AssuranceDocumento16 paginePetroleum Products Measurement and Quality Assuranceابوالحروف العربي ابوالحروفNessuna valutazione finora
- Brazil StatutoryDocumento2 pagineBrazil Statutorydaus nasNessuna valutazione finora
- Leaflet NG FPSO WebDocumento2 pagineLeaflet NG FPSO Webharward66Nessuna valutazione finora
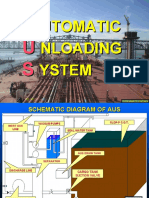
- Automatic Unloading SystemDocumento12 pagineAutomatic Unloading SystemDimitrios Nikolaidis100% (1)
- Vapour Emission Control System Operation ProcedureDocumento2 pagineVapour Emission Control System Operation ProcedureRahulChoudharyNessuna valutazione finora
- Performance and Characteristic Foamed Concrete MixDocumento9 paginePerformance and Characteristic Foamed Concrete MixMohd Nazim Othman100% (1)
- GAS IndicatorsDocumento67 pagineGAS Indicatorssasikumarmarine100% (3)
- Type Dan Jenis Kapal Tanker Gas Utk TarunaDocumento25 pagineType Dan Jenis Kapal Tanker Gas Utk TarunaBebincaNessuna valutazione finora
- UTI TypeDocumento9 pagineUTI TypeSuresh VinzudaNessuna valutazione finora
- Foam Testing ProtocolDocumento2 pagineFoam Testing ProtocolNadhif MuhammadNessuna valutazione finora
- Astm D2290-00Documento5 pagineAstm D2290-00T Mathew TholoorNessuna valutazione finora
- EDS-T-5415: Cap Assembly - Horn Function / Durability TestDocumento4 pagineEDS-T-5415: Cap Assembly - Horn Function / Durability TestAkmal NizametdinovNessuna valutazione finora
- Wind Atlas For Egypt Paper (MENAREC3)Documento12 pagineWind Atlas For Egypt Paper (MENAREC3)Ahmad BalahNessuna valutazione finora
- Floating Concrete StructuresDocumento27 pagineFloating Concrete StructuresSharath JagadeeshanNessuna valutazione finora
- Human Interferences in MorphodynamicsDocumento12 pagineHuman Interferences in MorphodynamicsAhmad BalahNessuna valutazione finora
- Floating Precast Concrete Docks - tcm77-1305758Documento3 pagineFloating Precast Concrete Docks - tcm77-1305758Ahmad BalahNessuna valutazione finora
- Sea Level Changes at Rosetta Promontory, EgyptDocumento13 pagineSea Level Changes at Rosetta Promontory, EgyptAhmad BalahNessuna valutazione finora
- Sustainable Coastal Tourism PlanningDocumento87 pagineSustainable Coastal Tourism PlanningGreatNessuna valutazione finora
- How To Write A Design ReportDocumento8 pagineHow To Write A Design ReportKenny RuizNessuna valutazione finora
- Stabilization of Coast by Construction of Headlands On The Kashimanada Coast, JapanDocumento15 pagineStabilization of Coast by Construction of Headlands On The Kashimanada Coast, JapanAhmad BalahNessuna valutazione finora
- Waterborne Construction of Rubble Mound BreakwatersDocumento8 pagineWaterborne Construction of Rubble Mound BreakwatersAhmad BalahNessuna valutazione finora
- Climate Changes in The Nile DeltaDocumento22 pagineClimate Changes in The Nile DeltaAhmad BalahNessuna valutazione finora
- Beach Impacts of Shore-Parallel Breakwaters Backing Submerged Ridges, Western Mediterranean Coast of EgyptoffshoreDocumento11 pagineBeach Impacts of Shore-Parallel Breakwaters Backing Submerged Ridges, Western Mediterranean Coast of EgyptoffshoreAhmad BalahNessuna valutazione finora
- Coastal Zones and Climate Change PDFDocumento22 pagineCoastal Zones and Climate Change PDFAhmad BalahNessuna valutazione finora
- Wave CalculationsDocumento9 pagineWave CalculationsSunil ReddyNessuna valutazione finora
- Section 21 2006 Marine WorksDocumento31 pagineSection 21 2006 Marine WorksAhmad BalahNessuna valutazione finora
- Coastal Processes: AbrasionDocumento3 pagineCoastal Processes: AbrasionRyan SmithNessuna valutazione finora
- TMS Rubber Compound Spec 2Documento2 pagineTMS Rubber Compound Spec 2vinny77Nessuna valutazione finora
- B - Northern Harbours and Small Ports Operation and MaintenanceDocumento161 pagineB - Northern Harbours and Small Ports Operation and MaintenanceAhmad BalahNessuna valutazione finora
- Guidelines For Planning A Marina Development PDFDocumento20 pagineGuidelines For Planning A Marina Development PDFjacoNessuna valutazione finora
- B - Small Craft Harbours (Harbour Authority Manual)Documento226 pagineB - Small Craft Harbours (Harbour Authority Manual)Ahmad BalahNessuna valutazione finora
- P - Fishing Port Management - The Forgoten SubjectDocumento8 pagineP - Fishing Port Management - The Forgoten SubjectAhmad BalahNessuna valutazione finora
- Terminal Management - 1+1Documento99 pagineTerminal Management - 1+1patriciojunior100% (8)
- Introduction To Marine Railways PDFDocumento24 pagineIntroduction To Marine Railways PDFAhmad BalahNessuna valutazione finora
- QuayQuip Bollards Materials (Web V2.0 A4 Metric)Documento2 pagineQuayQuip Bollards Materials (Web V2.0 A4 Metric)Ahmad BalahNessuna valutazione finora
- TMS Rubber Compound Spec 2Documento2 pagineTMS Rubber Compound Spec 2vinny77Nessuna valutazione finora
- Design Criteria Float Walks PontoonsDocumento23 pagineDesign Criteria Float Walks Pontoonsdiki100% (1)
- Anchor ManualDocumento187 pagineAnchor ManualAde Aris Satria100% (5)
- Ufc 4 152 07Documento79 pagineUfc 4 152 07Nat Thana AnanNessuna valutazione finora
- Cows and ChickensDocumento9 pagineCows and Chickensapi-298565250Nessuna valutazione finora
- 2 Torsion of ThinWalled StructuresDocumento12 pagine2 Torsion of ThinWalled StructuresJ.p. ZhuNessuna valutazione finora
- VV2230 - FERA - DR John Newnham - 22 Nov 06Documento15 pagineVV2230 - FERA - DR John Newnham - 22 Nov 06breeeeezzzzzeNessuna valutazione finora
- 7636 PDFDocumento7 pagine7636 PDFGerryNessuna valutazione finora
- 2500 Busbar CalculationDocumento4 pagine2500 Busbar CalculationPramod B.Wankhade100% (1)
- B-64504en - 02 Fanuc Series 30i-Pb, Series 31i-Pb Operator's ManualDocumento1.216 pagineB-64504en - 02 Fanuc Series 30i-Pb, Series 31i-Pb Operator's ManualGiang Nguyen VanNessuna valutazione finora
- Chapter25 PDFDocumento8 pagineChapter25 PDFElizabeth DouglasNessuna valutazione finora
- Sony MDS-JB920QS Service ManualDocumento72 pagineSony MDS-JB920QS Service ManualSinisa SlavinicNessuna valutazione finora
- 3 Wave Transformation 3ppDocumento19 pagine3 Wave Transformation 3ppSigorga LangitNessuna valutazione finora
- 2011121503-3-Wannate 8221enDocumento2 pagine2011121503-3-Wannate 8221en8612106535Nessuna valutazione finora
- A Companion To Fourier Analysis For Physics Students: Gol Mohammad NafisiDocumento25 pagineA Companion To Fourier Analysis For Physics Students: Gol Mohammad NafisiIridian ÁvilaNessuna valutazione finora
- Permanent WayDocumento7 paginePermanent Wayaishwarya mundraNessuna valutazione finora
- To Estimate The Charge Induced On Each One of The Two Identical Styrofoam BallsDocumento15 pagineTo Estimate The Charge Induced On Each One of The Two Identical Styrofoam Ballskiran ViratNessuna valutazione finora
- Bionanotechnology - E. Papazoglou, A. Parthasarathy (2007) WWDocumento148 pagineBionanotechnology - E. Papazoglou, A. Parthasarathy (2007) WWbicarbonat100% (2)
- Demand Controlled VentilationDocumento58 pagineDemand Controlled VentilationthenshanNessuna valutazione finora
- Nehru Science Centre Services ReportDocumento5 pagineNehru Science Centre Services ReportPranay Vira50% (2)
- Steady Incompressible Flow in Pressure Conduits (PartB)Documento21 pagineSteady Incompressible Flow in Pressure Conduits (PartB)naefmubarakNessuna valutazione finora
- Lec# 8 (Higher Order DE)Documento22 pagineLec# 8 (Higher Order DE)Faraz KashifNessuna valutazione finora
- 21 Laplace's EquationDocumento15 pagine21 Laplace's EquationGovanna StarNessuna valutazione finora
- Atomic Absorption SpectrometryDocumento36 pagineAtomic Absorption SpectrometryZubair KambohNessuna valutazione finora
- Phys 1011 Final SAMPLEDocumento10 paginePhys 1011 Final SAMPLEJonah the mixerNessuna valutazione finora
- Document: Syllabus Course Code: Memael20 Copies Issued To: Date of Effectivity / Revision: Course Title: Machine Elements - LectureDocumento7 pagineDocument: Syllabus Course Code: Memael20 Copies Issued To: Date of Effectivity / Revision: Course Title: Machine Elements - LectureArvin VillanuevaNessuna valutazione finora
- Fluids Secondaires PDFDocumento11 pagineFluids Secondaires PDFmohand_mindietaNessuna valutazione finora
- The Poisson DistributionDocumento9 pagineThe Poisson Distributionsyedah1985Nessuna valutazione finora
- AxaxxDocumento19 pagineAxaxxkara_25Nessuna valutazione finora
- Journee SteeringDocumento21 pagineJournee SteeringsorenvinNessuna valutazione finora
- M15 5x0 5Documento6 pagineM15 5x0 5cafortinNessuna valutazione finora
- Code - Bright. Constitutive Laws: Mechanical Constitutive Models Hydraulic and Thermal Constitutive ModelsDocumento34 pagineCode - Bright. Constitutive Laws: Mechanical Constitutive Models Hydraulic and Thermal Constitutive ModelsJonathan TeixeiraNessuna valutazione finora