Potrebbero piacerti anche
- Destilacion Tipos Ventajas y Desventajas.Documento31 pagineDestilacion Tipos Ventajas y Desventajas.Jorge CR41% (17)
- LOPU 2 Practica de AbsorciónDocumento9 pagineLOPU 2 Practica de AbsorciónKevin Ormaza TalledoNessuna valutazione finora
- Saponificación Del Acetato de Etilo Por Conductimetría FINAL CorregidoDocumento12 pagineSaponificación Del Acetato de Etilo Por Conductimetría FINAL CorregidoAlvaro PechNessuna valutazione finora
- Expo Operaciones 2Documento10 pagineExpo Operaciones 2luisNessuna valutazione finora
- 4 1 2-EspindolaDocumento11 pagine4 1 2-EspindolaLuniis LeeNessuna valutazione finora
- Balance de Materia y Energia Columna de DestilacionDocumento16 pagineBalance de Materia y Energia Columna de DestilacionElias Arenas67% (3)
- Practica 1 SaponificaciónDocumento24 paginePractica 1 SaponificaciónYayra Aldape100% (1)
- Metodo de Ponchon-SavaritDocumento21 pagineMetodo de Ponchon-SavaritWicho Escobar100% (1)
- Producción de EtilbencenoDocumento12 pagineProducción de EtilbencenoAngel D Sequera O0% (1)
- Tareas Absorcion IntentosDocumento14 pagineTareas Absorcion IntentosmiguelNessuna valutazione finora
- Ejercicio Resuelto de Destilación Por Método Gráfico de PDFDocumento11 pagineEjercicio Resuelto de Destilación Por Método Gráfico de PDFalin garciaNessuna valutazione finora
- ACODESI - Formación Integral y Sus DimensionesDocumento16 pagineACODESI - Formación Integral y Sus DimensionesFrancisco Javier Robalino82% (11)
- Las Fotografias Silvina OcampoDocumento4 pagineLas Fotografias Silvina OcampoMariela50% (4)
- Metodo de Poncho SavaritDocumento20 pagineMetodo de Poncho SavaritPorfirio Houston I MNessuna valutazione finora
- Destilacion Op3Documento106 pagineDestilacion Op3luceroNessuna valutazione finora
- Metodo de Mccabe-ThieleDocumento10 pagineMetodo de Mccabe-ThieleGalea MariangelNessuna valutazione finora
- Tarea 4 FundamentosDocumento5 pagineTarea 4 FundamentosAnabelén SantamaríaNessuna valutazione finora
- Oper Unit IIDocumento2 pagineOper Unit IIDavid Vondrugs SosaNessuna valutazione finora
- Columna de Absorcion de Platos (FinalDocumento21 pagineColumna de Absorcion de Platos (FinalAndrea Fontalvo BarreraNessuna valutazione finora
- Tesis de Una Columna de DestilacionDocumento147 pagineTesis de Una Columna de DestilacionferlobeznoNessuna valutazione finora
- Celda de ArmfieldDocumento2 pagineCelda de ArmfieldLuisa TorresNessuna valutazione finora
- Relacion de Reflujo MinimoDocumento10 pagineRelacion de Reflujo MinimoTOMATENessuna valutazione finora
- Problemas de Transferencia de Materia y Aplicaciones de BalanceDocumento44 pagineProblemas de Transferencia de Materia y Aplicaciones de BalanceVictor RuanaNessuna valutazione finora
- Absorción de GasesDocumento5 pagineAbsorción de GasesPilar YsabelNessuna valutazione finora
- Columnas de AbsorciónDocumento42 pagineColumnas de AbsorciónjoagomezroNessuna valutazione finora
- Selección Proceso ÁcidoBenzoicoDocumento20 pagineSelección Proceso ÁcidoBenzoicoDavidNessuna valutazione finora
- Sistemas Ternarios - Datos de Equilibrio2Documento22 pagineSistemas Ternarios - Datos de Equilibrio2Annery Lee PowNessuna valutazione finora
- Equipo 1 - Exposición 2Documento18 pagineEquipo 1 - Exposición 2Iltse Raquel Gonzalez AlarconNessuna valutazione finora
- Extracción Liq-LiqDocumento52 pagineExtracción Liq-LiqNadia Reyna TantaniNessuna valutazione finora
- Destilación FUGDocumento77 pagineDestilación FUGMarcos Condorí PacoNessuna valutazione finora
- Flash Isotermico 3Documento72 pagineFlash Isotermico 3noqm2001Nessuna valutazione finora
- Desorcion Gaseosa FinalDocumento20 pagineDesorcion Gaseosa FinalArT1110100% (3)
- Practica Destilacion Etanol AguaDocumento12 paginePractica Destilacion Etanol AguaLaura KanonNessuna valutazione finora
- Ejercicio Resuelto Destilacion Binaria PDFDocumento17 pagineEjercicio Resuelto Destilacion Binaria PDFLucía M. Mamani CusiatauNessuna valutazione finora
- Ley de Raoult ModificadaDocumento4 pagineLey de Raoult ModificadaMauricio RamirezNessuna valutazione finora
- 6.2 - Destilacion Flash PDFDocumento33 pagine6.2 - Destilacion Flash PDFJuan YakowitzNessuna valutazione finora
- 5 Destilacion ContinuaDocumento55 pagine5 Destilacion ContinuaRamnier GómezNessuna valutazione finora
- Unidad 2Documento56 pagineUnidad 2Yennifer Giselle Martinez100% (1)
- Destilacion BatchDocumento5 pagineDestilacion Batchmaka12345Nessuna valutazione finora
- Extraccion en Varias Etapas en Contracorriente ContinuaDocumento6 pagineExtraccion en Varias Etapas en Contracorriente ContinuaLaura Camila Peña CastilloNessuna valutazione finora
- Taller 1 LixiviacionDocumento12 pagineTaller 1 Lixiviacionmateussd0% (1)
- Diseño Torres de DestilacionDocumento8 pagineDiseño Torres de DestilacionJorge Antonio Castillo GarciaNessuna valutazione finora
- Método McCabe-Thiele Parte1Documento23 pagineMétodo McCabe-Thiele Parte1Leonardo Raul Prieto PerezNessuna valutazione finora
- Ejercicios Resueltos Del Libro de SeaderDocumento18 pagineEjercicios Resueltos Del Libro de SeaderMarco Fernando Moscoso RamirezNessuna valutazione finora
- Problemas Destilación Método McCabe ThieleDocumento2 pagineProblemas Destilación Método McCabe ThieledeysiNessuna valutazione finora
- 5.6 - Desorcion de GasesDocumento22 pagine5.6 - Desorcion de GasesXiime WalburgNessuna valutazione finora
- Practica 1 LouDocumento13 paginePractica 1 LouNina Velles TurnerNessuna valutazione finora
- Cuestionario 1-9Documento6 pagineCuestionario 1-9Joel Machaca G100% (3)
- Practica AbsorcionDocumento16 paginePractica AbsorcionJulian Martinez100% (2)
- Volatilidad RelativaDocumento2 pagineVolatilidad RelativaCelsa Núñez75% (4)
- Ejercicios de Destilacion GeankoplisDocumento7 pagineEjercicios de Destilacion Geankopliscarle1650% (2)
- GUIA 7 - Liquido-LiquidoDocumento3 pagineGUIA 7 - Liquido-LiquidoLuis Oswaldo Maizo0% (1)
- Unidad 1.1 DestilacionDocumento7 pagineUnidad 1.1 DestilacionJuan Carlos Martinez FacundoNessuna valutazione finora
- Procesos de Separación - Tipos de DestilaciónDocumento9 pagineProcesos de Separación - Tipos de DestilaciónOscar ApodacaNessuna valutazione finora
- Practica No 3 Destilación FraccionadaDocumento27 paginePractica No 3 Destilación FraccionadaRodrigo GonzálezNessuna valutazione finora
- Taller DestilaciónDocumento3 pagineTaller DestilaciónDaniela MontenegroNessuna valutazione finora
- Reyes Iturbide Jesus Jonathan-DSFDocumento13 pagineReyes Iturbide Jesus Jonathan-DSFDaniela Torres OlveraNessuna valutazione finora
- Practica 2Documento5 paginePractica 2oscar ortegaNessuna valutazione finora
- DestilaciónDocumento15 pagineDestilaciónKevinHernaandezNessuna valutazione finora
- Destilacion Rectificacion Continua 8im2Documento11 pagineDestilacion Rectificacion Continua 8im2Julio Cesar ParedesNessuna valutazione finora
- Transferencia de MasaDocumento15 pagineTransferencia de MasaGianmarco Javier Revello JimenezNessuna valutazione finora
- Ingenieria IndustrialDocumento9 pagineIngenieria IndustrialEduard Chavez AredoNessuna valutazione finora
- Claudio Edgar Buelna Soria - 25233 - Assignsubmission - File - TEMA2 - PORTER PDFDocumento3 pagineClaudio Edgar Buelna Soria - 25233 - Assignsubmission - File - TEMA2 - PORTER PDFivonne cortesNessuna valutazione finora
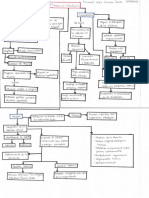
- Mapa Estrategico PDFDocumento1 paginaMapa Estrategico PDFivonne cortesNessuna valutazione finora
- AMater PDFDocumento4 pagineAMater PDFYael Hernandez LopezNessuna valutazione finora
- Jazminne Olvera Velázquez - 26520 - Assignsubmission - File - FODA JAZMINNE LILY OLVERA VELÁZQUEZ PDFDocumento10 pagineJazminne Olvera Velázquez - 26520 - Assignsubmission - File - FODA JAZMINNE LILY OLVERA VELÁZQUEZ PDFivonne cortesNessuna valutazione finora
- Extraction SpanishDocumento1 paginaExtraction Spanishivonne cortesNessuna valutazione finora
- Admon Unidad 5 Medonix PDFDocumento30 pagineAdmon Unidad 5 Medonix PDFivonne cortesNessuna valutazione finora
- Mapa Estrategico PDFDocumento1 paginaMapa Estrategico PDFivonne cortesNessuna valutazione finora
- Mapa ConceptualDocumento2 pagineMapa Conceptualivonne cortesNessuna valutazione finora
- U5 Aplicacion Balanced ScorecardDocumento187 pagineU5 Aplicacion Balanced Scorecardivonne cortesNessuna valutazione finora
- Mapa Conceptual Janeth InfanteDocumento2 pagineMapa Conceptual Janeth Infanteivonne cortesNessuna valutazione finora
- Planificacion EstrategicaDocumento14 paginePlanificacion EstrategicajavirojasNessuna valutazione finora
- Repo PaisesDocumento1 paginaRepo Paisesivonne cortesNessuna valutazione finora
- Introduccion AsignaturaDocumento6 pagineIntroduccion Asignaturaivonne cortesNessuna valutazione finora
- Intencion DidacticaDocumento1 paginaIntencion Didacticaivonne cortesNessuna valutazione finora
- Fundamentos Del Proceso de Destilacion PDFDocumento9 pagineFundamentos Del Proceso de Destilacion PDFCarlos GamarraNessuna valutazione finora
- Planificacion EstrategicaDocumento14 paginePlanificacion EstrategicajavirojasNessuna valutazione finora
- Por Qué Estudiar QuímicaDocumento6 paginePor Qué Estudiar Químicaivonne cortesNessuna valutazione finora
- Fundamentos Del Proceso de Destilacion PDFDocumento9 pagineFundamentos Del Proceso de Destilacion PDFCarlos GamarraNessuna valutazione finora
- Trabajo de Estatica CentroideDocumento16 pagineTrabajo de Estatica CentroideMijael Delacruz YauriNessuna valutazione finora
- Intención Didáctic1Documento1 paginaIntención Didáctic1ivonne cortesNessuna valutazione finora
- De La Línea de AlimentaciónDocumento2 pagineDe La Línea de Alimentaciónivonne cortesNessuna valutazione finora
- Guía para Elaborar Correctamente La Visión y Misión de Una EmpresaDocumento8 pagineGuía para Elaborar Correctamente La Visión y Misión de Una EmpresaGerencia PublimaxNessuna valutazione finora
- 1 - Introduccion y Conceptos BasicosDocumento22 pagine1 - Introduccion y Conceptos Basicosivonne cortesNessuna valutazione finora
- APUNTEDocumento2 pagineAPUNTEivonne cortesNessuna valutazione finora
- Ejercicios Resueltos de Fisica Transmision de CalorDocumento83 pagineEjercicios Resueltos de Fisica Transmision de CalorAlessandra Colmenarez100% (1)
- Flora Medicinal TepehuanaDocumento19 pagineFlora Medicinal Tepehuanaivonne cortesNessuna valutazione finora
- Torres de AbsorcionDocumento15 pagineTorres de Absorcionivonne cortesNessuna valutazione finora
- Organigrama Contabilidad de CostosDocumento3 pagineOrganigrama Contabilidad de CostosNicole Angomas100% (2)
- Control Ambiental Del Relleno Sanitario Los AngelesDocumento8 pagineControl Ambiental Del Relleno Sanitario Los AngelesJhoan Sebastian PerezNessuna valutazione finora
- Bocyl S 23062021Documento6 pagineBocyl S 23062021evaNessuna valutazione finora
- 1,2 Semmana Taller de AtletismoDocumento12 pagine1,2 Semmana Taller de AtletismoStefany RoqueNessuna valutazione finora
- LTR - CI203 IDEA Advanced Sampling Techniques - TRAININGDocumento39 pagineLTR - CI203 IDEA Advanced Sampling Techniques - TRAININGEdward CcolqueNessuna valutazione finora
- INTERVENCIÓN Y PSICOTERAPIA EN CRISIS - Claudio Martínez - Abrio2020Documento18 pagineINTERVENCIÓN Y PSICOTERAPIA EN CRISIS - Claudio Martínez - Abrio2020maria emaNessuna valutazione finora
- Origen de Los InsectosDocumento15 pagineOrigen de Los Insectosyesi rodriguezNessuna valutazione finora
- Hoja Pulp Cthulhu 1930 EditableDocumento2 pagineHoja Pulp Cthulhu 1930 EditablePedro NanieroNessuna valutazione finora
- Trabajo en Altos RiesgoDocumento213 pagineTrabajo en Altos RiesgoAnderson MarkNessuna valutazione finora
- La Neurociencia en El Sistema JudicialDocumento6 pagineLa Neurociencia en El Sistema JudicialJosé María ValmisaNessuna valutazione finora
- El TamarugoDocumento7 pagineEl Tamarugofernando scmNessuna valutazione finora
- Formulario 01 SichDocumento1 paginaFormulario 01 SichMIGUEL ANGEL CHACON SAHONERONessuna valutazione finora
- PiromaníaDocumento7 paginePiromaníaAnthony MacbrayanNessuna valutazione finora
- Ingenuity 128Documento7 pagineIngenuity 128Anonymous F1xtU2RNessuna valutazione finora
- 3ro Bgu Texto Quimica Unidad 6Documento12 pagine3ro Bgu Texto Quimica Unidad 6jedaymc27Nessuna valutazione finora
- 10 Open PitDocumento79 pagine10 Open PitJAVIER PATRICIO DE JESÚS LAYANA LÓPEZNessuna valutazione finora
- La Célula y Sus Antecedentes HistóricosDocumento3 pagineLa Célula y Sus Antecedentes HistóricosElizabeth OrtegaNessuna valutazione finora
- Cotizar DirimpexDocumento4 pagineCotizar DirimpexCarlos Alberto Lopez DuranNessuna valutazione finora
- The Look Q3 2023 DigitalDocumento102 pagineThe Look Q3 2023 DigitalFernandaNessuna valutazione finora
- Taller 3 - Empatia - Resolviendo ConflictosDocumento3 pagineTaller 3 - Empatia - Resolviendo ConflictosJulio Paul Estrella CevallosNessuna valutazione finora
- Guía N°1 - Introducción A La Transferencia de Calor PDFDocumento2 pagineGuía N°1 - Introducción A La Transferencia de Calor PDFDanny GomezNessuna valutazione finora
- Cargador de Batería Con Fuente PC ATXDocumento10 pagineCargador de Batería Con Fuente PC ATXFelix Ruiz100% (1)
- Plantas Medicinales Del Peru Familia CyperaceaDocumento52 paginePlantas Medicinales Del Peru Familia CyperaceaFrances Reed100% (1)
- Remuneraciones de Empleados y Servidores Públicos - Marzo 2020Documento14 pagineRemuneraciones de Empleados y Servidores Públicos - Marzo 2020fra80602Nessuna valutazione finora
- Captacion A2Documento1 paginaCaptacion A2alan lozanoNessuna valutazione finora
- Man TequillasDocumento11 pagineMan TequillasjandrovalverdeNessuna valutazione finora
- GFPI-F-023 Planeacion, Seguimiento y Evaluacion Etapa ProductivaDocumento5 pagineGFPI-F-023 Planeacion, Seguimiento y Evaluacion Etapa ProductivaLESLY DANIELA OSORIO QUESADANessuna valutazione finora
- Procedimiento de Una Planta de Producción de Cemento ProyectoDocumento19 pagineProcedimiento de Una Planta de Producción de Cemento ProyectoWALDIRSMANNessuna valutazione finora
- Qué Son Los MacronutrientesDocumento2 pagineQué Son Los MacronutrientesEduardo PazNessuna valutazione finora