Potrebbero piacerti anche
- Molding Material: Refractory SandsDocumento26 pagineMolding Material: Refractory SandsAbhay ThakurNessuna valutazione finora
- Vol-1 Issue-3Documento5 pagineVol-1 Issue-3RakeshNessuna valutazione finora
- Foundry Sand ProjectDocumento32 pagineFoundry Sand ProjectVed Deep100% (3)
- Sand CastingDocumento8 pagineSand CastingHaryad HewaNessuna valutazione finora
- Foundry Sand Project PDFDocumento32 pagineFoundry Sand Project PDFShaheen GudunavarNessuna valutazione finora
- CH 3-Moulding and Core MakingDocumento49 pagineCH 3-Moulding and Core Makinggosaye desalegn100% (3)
- Sand CastingDocumento46 pagineSand Castingjimmy mlelwaNessuna valutazione finora
- Molding SandDocumento4 pagineMolding Sand2210169Nessuna valutazione finora
- Casting & Forging Notes - 2022Documento13 pagineCasting & Forging Notes - 2022MuktaNessuna valutazione finora
- Foundry Shop ManualDocumento14 pagineFoundry Shop ManualAprajitaNessuna valutazione finora
- Al Sand Casting ReportDocumento5 pagineAl Sand Casting ReportRajib karmakarNessuna valutazione finora
- Sand MouldingDocumento17 pagineSand MouldingbvbprasadNessuna valutazione finora
- Chapter 3 Mould MakingDocumento54 pagineChapter 3 Mould Makingjoy fulNessuna valutazione finora
- Publication 11 21839 1710Documento4 paginePublication 11 21839 1710Dimi BelNessuna valutazione finora
- Unit 2casting Process PPT BMP Unit 2Documento61 pagineUnit 2casting Process PPT BMP Unit 2Bhaskar KandpalNessuna valutazione finora
- L.5: Ferrous Castings - Mould, Core, Pattern Materials and ProcessesDocumento20 pagineL.5: Ferrous Castings - Mould, Core, Pattern Materials and Processesansarmulla711Nessuna valutazione finora
- MPI Unit IDocumento54 pagineMPI Unit IArun PatilNessuna valutazione finora
- Construction Technology .KDocumento247 pagineConstruction Technology .KHarshit Kumar SahuNessuna valutazione finora
- Various Types of CastingDocumento146 pagineVarious Types of CastingKaushik SreenivasNessuna valutazione finora
- MP 2Documento8 pagineMP 2Empty DivineNessuna valutazione finora
- Foundry TechnologiesDocumento144 pagineFoundry TechnologiesSujoy ShivdeNessuna valutazione finora
- Lec 22Documento20 pagineLec 22Simanchal KarNessuna valutazione finora
- Moulding & Moulding Materials: Casting ProcessesDocumento97 pagineMoulding & Moulding Materials: Casting ProcessesTrung Quoc LeNessuna valutazione finora
- Prianka Binte Zaman Assistant Professor Dept. of IPE, BUETDocumento17 paginePrianka Binte Zaman Assistant Professor Dept. of IPE, BUETKibria Prangon100% (1)
- Properties of Moulding SandDocumento2 pagineProperties of Moulding Sandvijayanandan thekkethodikayilNessuna valutazione finora
- 1.1 General: Study of Suitability of Manufactured Sand (M-Sand) As Fine Aggregate in ConcreteDocumento62 pagine1.1 General: Study of Suitability of Manufactured Sand (M-Sand) As Fine Aggregate in Concretebits computersNessuna valutazione finora
- Moulding Sands: Assoc. Prof. Dr. Kerem Altuğ GÜLERDocumento32 pagineMoulding Sands: Assoc. Prof. Dr. Kerem Altuğ GÜLERokicirdarNessuna valutazione finora
- Foundry Sand TypesDocumento4 pagineFoundry Sand TypesMohamed WahidNessuna valutazione finora
- Course: Metal Casting: Lecture No-6 Sand Composition & Material PropertiesDocumento4 pagineCourse: Metal Casting: Lecture No-6 Sand Composition & Material PropertieszombieNessuna valutazione finora
- ME317 Manufacturing Technology Lab ManualDocumento22 pagineME317 Manufacturing Technology Lab ManualLakshmi PrasadNessuna valutazione finora
- Mouldingsand 170509114249 PDFDocumento49 pagineMouldingsand 170509114249 PDFAnything You Could ImagineNessuna valutazione finora
- Types of Pattern Allowances in CastingDocumento7 pagineTypes of Pattern Allowances in CastingDr.S.Ravi CITNessuna valutazione finora
- Career Episode LatestDocumento32 pagineCareer Episode LatestHarmeet100% (1)
- Sand CastingDocumento9 pagineSand CastingMohamed OmarNessuna valutazione finora
- Sand Casting Fall 2023Documento36 pagineSand Casting Fall 2023Ahmed AmeerNessuna valutazione finora
- Sand Moulding Sand Types, Cores, Machines: Hareesha N G Lecturer, Dept. of Aeronautical Engg, DSCE, Bangalore-78Documento50 pagineSand Moulding Sand Types, Cores, Machines: Hareesha N G Lecturer, Dept. of Aeronautical Engg, DSCE, Bangalore-78upender100% (1)
- Properties of Moulding SandDocumento16 pagineProperties of Moulding SandNilesh BhandariNessuna valutazione finora
- Course: Metal Casting Module No.7: Testing of SandDocumento4 pagineCourse: Metal Casting Module No.7: Testing of SandSriman GhoshNessuna valutazione finora
- M SandDocumento15 pagineM Sandsanthu256100% (1)
- Sands Used in Sand Casting Process: Types of Base SandsDocumento4 pagineSands Used in Sand Casting Process: Types of Base Sandskhalid100% (1)
- ChaptersDocumento79 pagineChaptersMay JangkumNessuna valutazione finora
- Unit IDocumento93 pagineUnit IKumar SubramanianNessuna valutazione finora
- Casting: Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocumento109 pagineCasting: Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingasitacharyaNessuna valutazione finora
- Chapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesDocumento44 pagineChapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesIrfan KhanNessuna valutazione finora
- Effects of Partial Replacement of Cement With Marble Dust Powder On Properties of ConcreteDocumento9 pagineEffects of Partial Replacement of Cement With Marble Dust Powder On Properties of ConcreteAnkush ThakurNessuna valutazione finora
- Casting Series 3Documento23 pagineCasting Series 3Janmayjoy Halder SwagataNessuna valutazione finora
- What Is M-Sand (Manufacture Sand) - Manufacture Process, DisadvantageDocumento5 pagineWhat Is M-Sand (Manufacture Sand) - Manufacture Process, DisadvantageALOK GUPTANessuna valutazione finora
- Expansion Silica SandDocumento2 pagineExpansion Silica Sandvivek1312Nessuna valutazione finora
- Sand CastingDocumento19 pagineSand CastingAtul KaushikNessuna valutazione finora
- Manus Factus: Manufacturing Technology Production TechnologyDocumento52 pagineManus Factus: Manufacturing Technology Production TechnologyrahulNessuna valutazione finora
- FoundryDocumento120 pagineFoundrycelinaNessuna valutazione finora
- Manufacturing Process-I MouldsDocumento46 pagineManufacturing Process-I MouldsRahul Deb PalNessuna valutazione finora
- Effect of Sand Grading On Characteristics of MortarDocumento48 pagineEffect of Sand Grading On Characteristics of Mortarmaniram7100% (4)
- Advanced Concrete Design Module 1 KtuDocumento28 pagineAdvanced Concrete Design Module 1 Ktushalu R FNessuna valutazione finora
- Research G6 CepcDocumento17 pagineResearch G6 CepcCarl Jayson FalalimpaNessuna valutazione finora
- Step 1: SAFETY FIRST, Always.: This Should Also Never Be Attempted IndoorsDocumento5 pagineStep 1: SAFETY FIRST, Always.: This Should Also Never Be Attempted IndoorskeethanNessuna valutazione finora
- Health WarningDocumento6 pagineHealth WarningkeethanNessuna valutazione finora
- Large Scale Gold Refining by The Aqua Regia Acid Method: 0. ContentsDocumento18 pagineLarge Scale Gold Refining by The Aqua Regia Acid Method: 0. ContentskeethanNessuna valutazione finora
- Step 10: Testing Your Solution For Gold.: Add Tipask QuestioncommentdownloadDocumento8 pagineStep 10: Testing Your Solution For Gold.: Add Tipask QuestioncommentdownloadkeethanNessuna valutazione finora
- Step 4: Selecting Materials To Be Recovered.: Add Tipask QuestioncommentdownloadDocumento4 pagineStep 4: Selecting Materials To Be Recovered.: Add Tipask QuestioncommentdownloadkeethanNessuna valutazione finora
- Asg AnswersDocumento1 paginaAsg AnswerskeethanNessuna valutazione finora
- Quiz 2Documento1 paginaQuiz 2keethanNessuna valutazione finora
- January: Sun Mon Tue Wed Thu Fri Sat 1 2Documento12 pagineJanuary: Sun Mon Tue Wed Thu Fri Sat 1 2keethanNessuna valutazione finora
- IC From Surface MountDocumento4 pagineIC From Surface MountkeethanNessuna valutazione finora
- XCGDSFGFDGDocumento1 paginaXCGDSFGFDGkeethanNessuna valutazione finora
- Gold Recovery Correctly - 12 Steps - InstructablesDocumento22 pagineGold Recovery Correctly - 12 Steps - InstructableskeethanNessuna valutazione finora
- AsdfsvdDocumento1 paginaAsdfsvdkeethanNessuna valutazione finora
- EgrDocumento1 paginaEgrkeethanNessuna valutazione finora
- GVDSFGBDFDocumento1 paginaGVDSFGBDFkeethanNessuna valutazione finora
- Do We Need 5G in Sri Lanka/ Jaffna: RNP Engineer S.SangarDocumento11 pagineDo We Need 5G in Sri Lanka/ Jaffna: RNP Engineer S.SangarkeethanNessuna valutazione finora
- Grteyrth FGBGFHTDocumento2 pagineGrteyrth FGBGFHTkeethanNessuna valutazione finora
- AsdfgrdfegtDocumento3 pagineAsdfgrdfegtkeethanNessuna valutazione finora
- Local Control Unit Is The Small CDocumento2 pagineLocal Control Unit Is The Small CkeethanNessuna valutazione finora
- ABC Brand Incense Sticks (Agarbatti)Documento2 pagineABC Brand Incense Sticks (Agarbatti)keethanNessuna valutazione finora
- AsdfgrdfegtDocumento3 pagineAsdfgrdfegtkeethanNessuna valutazione finora
- 78 OtDocumento1 pagina78 OtkeethanNessuna valutazione finora
- SanaguanoTigreandBayas M PDFDocumento10 pagineSanaguanoTigreandBayas M PDFkeethanNessuna valutazione finora
- Smart Home Technologies: Data Management and DatabasesDocumento42 pagineSmart Home Technologies: Data Management and DatabaseskeethanNessuna valutazione finora
- Minerals: Metal Recovery From The Mobile Phone Waste by Chemical and Biological TreatmentsDocumento10 pagineMinerals: Metal Recovery From The Mobile Phone Waste by Chemical and Biological TreatmentskeethanNessuna valutazione finora
- CjkdclsdiDocumento576 pagineCjkdclsdikeethanNessuna valutazione finora
- Kpis CalculationDocumento19 pagineKpis CalculationkeethanNessuna valutazione finora
- LTE Air InterfaceDocumento179 pagineLTE Air Interfaceawan_s_n100% (5)
- Minerals: Metal Recovery From The Mobile Phone Waste by Chemical and Biological TreatmentsDocumento10 pagineMinerals: Metal Recovery From The Mobile Phone Waste by Chemical and Biological TreatmentskeethanNessuna valutazione finora
- Easy Siddha MedicinesDocumento132 pagineEasy Siddha Medicinessanti_1976Nessuna valutazione finora
- Cellecta Sound Proofing Solutions GuideDocumento24 pagineCellecta Sound Proofing Solutions Guidejamiecellecta2012Nessuna valutazione finora
- PolyPhen Insulation DataDocumento2 paginePolyPhen Insulation DataDanLorenaNessuna valutazione finora
- By Miguel Ortiz and Egor P. P o P o V / F. ASCE: J. Eng. Mech. 1983.109:1042-1057Documento16 pagineBy Miguel Ortiz and Egor P. P o P o V / F. ASCE: J. Eng. Mech. 1983.109:1042-1057Leonardo Fernandes PinheiroNessuna valutazione finora
- Manpower Requirement ListDocumento2 pagineManpower Requirement ListJohn HenryNessuna valutazione finora
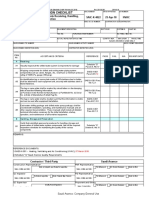
- Saudi Aramco Inspection ChecklistDocumento2 pagineSaudi Aramco Inspection ChecklistjunaidNessuna valutazione finora
- Sunanda PDFDocumento3 pagineSunanda PDF9821694825100% (1)
- Facts Type 455 - 456Documento9 pagineFacts Type 455 - 456DanielNessuna valutazione finora
- Quiz 1 PrestressDocumento4 pagineQuiz 1 PrestressHeiro KeystrifeNessuna valutazione finora
- GBCS ZuelligDocumento2 pagineGBCS ZuelligDaniel TalionNessuna valutazione finora
- Calculate Door Size Based On Structural Opening (MM)Documento4 pagineCalculate Door Size Based On Structural Opening (MM)Pablo González RamosNessuna valutazione finora
- CMT - Module 9. Compressive Strength of Hollow BlocksDocumento7 pagineCMT - Module 9. Compressive Strength of Hollow BlocksMark Randell Carl TazalNessuna valutazione finora
- Users Manual - Axial Flow Fan - 2020Documento26 pagineUsers Manual - Axial Flow Fan - 2020Nguyễn Quốc ĐạtNessuna valutazione finora
- 034-Pro For Building PDFDocumento36 pagine034-Pro For Building PDFKöksal Patan0% (1)
- Tenmat Feroform t14 DatasheetDocumento1 paginaTenmat Feroform t14 DatasheettungNessuna valutazione finora
- FICARELLI-Loredana Paper-Revised 2 LayoutedDocumento7 pagineFICARELLI-Loredana Paper-Revised 2 LayoutedMarwan ZoueinNessuna valutazione finora
- Blow Down Coolers & Flash Vessels: User BenefitsDocumento1 paginaBlow Down Coolers & Flash Vessels: User BenefitsLUIS SOTELONessuna valutazione finora
- CONTRAFLEX Advanced Insulation PDFDocumento32 pagineCONTRAFLEX Advanced Insulation PDFYadira MarquezNessuna valutazione finora
- Structural Works - SharingDocumento37 pagineStructural Works - SharingEsvimy Deliquena CauilanNessuna valutazione finora
- Datos Tecnicos RLNDocumento7 pagineDatos Tecnicos RLNgustavoNessuna valutazione finora
- Accomplishment Report # 4Documento2 pagineAccomplishment Report # 4Arnel FreoNessuna valutazione finora
- Aws C 5.4 Stud Welding PracticesDocumento7 pagineAws C 5.4 Stud Welding PracticesJose Aciano Hernandez0% (1)
- Roofing Application Standard No 111Documento14 pagineRoofing Application Standard No 111nmblobNessuna valutazione finora
- FHWA-TFHRC Update On Development and DeliveryDocumento44 pagineFHWA-TFHRC Update On Development and DeliveryMiguel Angel Contreras OrtizNessuna valutazione finora
- Ufn3 Treinamento e ManutençãoDocumento62 pagineUfn3 Treinamento e ManutençãoRodneiNessuna valutazione finora
- Laminat Revelation 832 - Tehnički List PDFDocumento1 paginaLaminat Revelation 832 - Tehnički List PDFparecproNessuna valutazione finora
- Reviving The Vernacular Architecture of Gond Tribes of Gondia District - A Sustainable Case Study in Today's ContextDocumento4 pagineReviving The Vernacular Architecture of Gond Tribes of Gondia District - A Sustainable Case Study in Today's ContextShaikh Mohsin0% (1)
- BS 8110-1 1997Documento168 pagineBS 8110-1 1997Ibrahim abdullahiNessuna valutazione finora
- Heating, Ventilation, Air Conditioning: General InformationDocumento147 pagineHeating, Ventilation, Air Conditioning: General InformationAnton WijayaNessuna valutazione finora
- Substation Bus ConductorsDocumento26 pagineSubstation Bus ConductorsherrtammNessuna valutazione finora
- Stress Analysis - Creo-Simulate-220813Documento35 pagineStress Analysis - Creo-Simulate-220813saad HussainNessuna valutazione finora