Potrebbero piacerti anche
- Homogeneización aguas residualesDocumento6 pagineHomogeneización aguas residualesSilver Olguín CamachoNessuna valutazione finora
- UF0415 - Prevención de riesgos y gestión medioambiental en instalaciones frigoríficasDa EverandUF0415 - Prevención de riesgos y gestión medioambiental en instalaciones frigoríficasNessuna valutazione finora
- Cargas MuertasDocumento15 pagineCargas MuertasRuben Dario Sanchez Arboleda100% (2)
- Carga Muerta LosasDocumento3 pagineCarga Muerta LosasHenryArias83% (6)
- La industria de la construcción: conceptos claveDocumento67 pagineLa industria de la construcción: conceptos clavejordiNessuna valutazione finora
- Manufactura Avanzada Asistida Por ComputadorasDocumento19 pagineManufactura Avanzada Asistida Por ComputadorasRubier Lopez VegaNessuna valutazione finora
- Solucion Actividad 1Documento8 pagineSolucion Actividad 1Paola Andrea Galeano Martinez100% (3)
- Problemas de Hormigón ArmadoDocumento40 pagineProblemas de Hormigón ArmadoAntonio PerezNessuna valutazione finora
- Informe Pedagogico BimestralDocumento4 pagineInforme Pedagogico BimestralSilver Olguín CamachoNessuna valutazione finora
- Eliminación y Reparación de Filtraciones de Agua en EdificiosDocumento7 pagineEliminación y Reparación de Filtraciones de Agua en EdificiosSilver Olguín CamachoNessuna valutazione finora
- Manejo Del NivelDocumento31 pagineManejo Del NivelRocio Yactayo ReyesNessuna valutazione finora
- ColumnasDocumento8 pagineColumnasMARIANO98% (56)
- Balance de MateriaDocumento16 pagineBalance de Materiaraihrashebworld barahonaNessuna valutazione finora
- Informe de Practica No 1 de Microcontroladores y MicroprocesadoresDocumento12 pagineInforme de Practica No 1 de Microcontroladores y MicroprocesadoresDorluys Evans Perea Hernandez100% (1)
- Introduccion A Procesos de ManufacturaDocumento32 pagineIntroduccion A Procesos de ManufacturaMemoManGamePlaysNessuna valutazione finora
- Resumen de El Capitalismo que Cambia, Trabajo, Industria y Estado en Medio de las Crisis de Ugo Pipitone: RESÚMENES UNIVERSITARIOSDa EverandResumen de El Capitalismo que Cambia, Trabajo, Industria y Estado en Medio de las Crisis de Ugo Pipitone: RESÚMENES UNIVERSITARIOSNessuna valutazione finora
- Diagrama de Secuencia Del Modelo de AnalisisDocumento35 pagineDiagrama de Secuencia Del Modelo de AnalisisJean Moron50% (2)
- Materias - Fcyt.umss - Edu.bo Tecno-II PDF Cap-11Documento18 pagineMaterias - Fcyt.umss - Edu.bo Tecno-II PDF Cap-11Carolina LopezNessuna valutazione finora
- Introducción A La ManufacturaDocumento12 pagineIntroducción A La ManufacturaDaniela Calero RamírezNessuna valutazione finora
- Capitulo 01 IntruduciónDocumento29 pagineCapitulo 01 IntruduciónFernandoFloresNessuna valutazione finora
- PM U1 - 1 Introducción Manufactura 13 0Documento52 paginePM U1 - 1 Introducción Manufactura 13 0Esperanza Patiño BohórquezNessuna valutazione finora
- Procesos de ManufacturaDocumento31 pagineProcesos de ManufacturaJuan Pablo Sánchez VivesNessuna valutazione finora
- Proceso de Conformado de Materiales Unidad IDocumento11 pagineProceso de Conformado de Materiales Unidad Istaticfactory9281Nessuna valutazione finora
- 1.1 Introducción A La Manufactura ModernaDocumento44 pagine1.1 Introducción A La Manufactura ModernaJACQUELINE LORENA VACA VILLAMARNessuna valutazione finora
- Procesos de ManufacturaDocumento15 pagineProcesos de ManufacturaUlises FalconNessuna valutazione finora
- 1.2 Procesos de ManufacturaDocumento9 pagine1.2 Procesos de ManufacturaJulio Alejandro Bravo PérezNessuna valutazione finora
- Resumen Cap1 - Panorama ManufacturaDocumento13 pagineResumen Cap1 - Panorama ManufacturahilmarNessuna valutazione finora
- Manufactura: Definición, Importancia y Tipos de IndustriasDocumento35 pagineManufactura: Definición, Importancia y Tipos de IndustriasErick AnzuresNessuna valutazione finora
- IndustriDocumento4 pagineIndustriMayerly SantamariaNessuna valutazione finora
- Industria Quimica y CatalisisDocumento40 pagineIndustria Quimica y CatalisisEzequiel SaavedraNessuna valutazione finora
- Trabajo 2 de TecnologiaDocumento11 pagineTrabajo 2 de TecnologiaIsabel Guadalupe Hernández ConcepciónNessuna valutazione finora
- Maquinabilidad Actividad Fase 1: IntroducciónDocumento4 pagineMaquinabilidad Actividad Fase 1: Introducciónhugo floresNessuna valutazione finora
- Historia manufacturaDocumento43 pagineHistoria manufacturaMar�a Jos� Combariza Umas�aNessuna valutazione finora
- UNIDAD I - Introducción A Los Procesos de Manufactura PDFDocumento6 pagineUNIDAD I - Introducción A Los Procesos de Manufactura PDFDahe RodulfoNessuna valutazione finora
- InvestigacionDocumento7 pagineInvestigacionAlicia Salinas •Nessuna valutazione finora
- IndustriaDocumento17 pagineIndustriaBetzaida CoronadoNessuna valutazione finora
- MANUFACTURA Clase # 2Documento9 pagineMANUFACTURA Clase # 2frank presley castroNessuna valutazione finora
- CAPITULO 1 Electronica IndustruialDocumento10 pagineCAPITULO 1 Electronica IndustruialDaniel AriesNessuna valutazione finora
- Introducción a la manufacturaDocumento43 pagineIntroducción a la manufacturaNando Hernandez PjrNessuna valutazione finora
- Procesos de manufactura claveDocumento3 pagineProcesos de manufactura claveagustin122006Nessuna valutazione finora
- Sesion 1. Introducción A Los Procesos IndustrialesDocumento10 pagineSesion 1. Introducción A Los Procesos IndustrialesCelicia Lopez0% (1)
- Definicio y Principios de La IndustriaDocumento5 pagineDefinicio y Principios de La IndustriaSamuel FloresNessuna valutazione finora
- Gerencia IndustrialDocumento7 pagineGerencia IndustrialCarlos CastilloNessuna valutazione finora
- ManofacturaDocumento11 pagineManofacturaFrank HolguinNessuna valutazione finora
- Industria ManufactureraDocumento9 pagineIndustria Manufactureraanthoni cuellar candiaNessuna valutazione finora
- 01L. Procesos de Manufacturas. IntroduccionDocumento18 pagine01L. Procesos de Manufacturas. IntroduccionROBINSON CIRO QUISPE PEREZNessuna valutazione finora
- Investigacion Proceso de ProduccionjfDocumento5 pagineInvestigacion Proceso de ProduccionjfJessica FuentesNessuna valutazione finora
- Daniel Bravo-Trabajo Final IntroducciónDocumento4 pagineDaniel Bravo-Trabajo Final IntroducciónDaniel BravoNessuna valutazione finora
- TecnologíaDocumento9 pagineTecnologíaJasmine RosalesNessuna valutazione finora
- Sector Industrial Trabajo de InvestigacionDocumento20 pagineSector Industrial Trabajo de InvestigacionJulissa PacherrezNessuna valutazione finora
- Fundamentos Básicos de Manufactura Unidad IIDocumento10 pagineFundamentos Básicos de Manufactura Unidad IIOsmanLópezNessuna valutazione finora
- Unidad 1 ManufacturaDocumento31 pagineUnidad 1 ManufacturaTassu 1001Nessuna valutazione finora
- Procesos de manufactura en la ingeniería industrialDocumento24 pagineProcesos de manufactura en la ingeniería industrialrobotics projectsNessuna valutazione finora
- Tecnologia - Tecnicas - Producto Tecn - ClasifDocumento6 pagineTecnologia - Tecnicas - Producto Tecn - ClasifEduardo RubinichNessuna valutazione finora
- Tarea Manufactura y MaterialesDocumento4 pagineTarea Manufactura y MaterialesAndrea Juliana Medina AhumadaNessuna valutazione finora
- Geografía IndustrialDocumento10 pagineGeografía IndustrialAlexandra Román LuperdiNessuna valutazione finora
- La IndustriaDocumento13 pagineLa IndustriaHobiale Min HoNessuna valutazione finora
- Guia 1 Informatica OnceDocumento2 pagineGuia 1 Informatica OnceAntonio CaballeroNessuna valutazione finora
- Industria en GuatemalaDocumento11 pagineIndustria en GuatemalaFanandroid GTNessuna valutazione finora
- Material ST3Documento8 pagineMaterial ST3Rebeca MartinezNessuna valutazione finora
- Revoluciones Industriales y Cambios Sociales PDFDocumento18 pagineRevoluciones Industriales y Cambios Sociales PDFJaime BarraganNessuna valutazione finora
- RonaldDocumento11 pagineRonaldmiguekNessuna valutazione finora
- Material Didactico 1 - ManufacturaDocumento10 pagineMaterial Didactico 1 - ManufacturaMarco Montañez SalasNessuna valutazione finora
- 3RA ACTIVIDAD 3 - Sistemas 3°Documento4 pagine3RA ACTIVIDAD 3 - Sistemas 3°Junior BareiroNessuna valutazione finora
- Equipo INV TEMA6 Fernandez Hernandez Oscar DanielDocumento13 pagineEquipo INV TEMA6 Fernandez Hernandez Oscar DanielJoan LaportaNessuna valutazione finora
- Tema 2. La Produccion de Bienes y ServiciosDocumento4 pagineTema 2. La Produccion de Bienes y ServiciosIsabel Marin EspinosaNessuna valutazione finora
- 1.2 Los Procesos de Transformación en La ManufacturaDocumento8 pagine1.2 Los Procesos de Transformación en La ManufacturaAngel GonzalezNessuna valutazione finora
- Lectura 01. Introduccion y Panorama de La ManufacturaDocumento8 pagineLectura 01. Introduccion y Panorama de La Manufacturatufuist3Nessuna valutazione finora
- SIntesis Unidad 1Documento9 pagineSIntesis Unidad 1Jair CaballeroNessuna valutazione finora
- Sector SecundarioDocumento7 pagineSector Secundariofany MojicaNessuna valutazione finora
- Tarea 1 - Unidad 1Documento10 pagineTarea 1 - Unidad 1Arnoldo García RiestraNessuna valutazione finora
- Cuestionario 1 - Capitulo 1Documento5 pagineCuestionario 1 - Capitulo 1valeria aguirreNessuna valutazione finora
- Carta SolicitudDocumento1 paginaCarta SolicitudSilver Olguín CamachoNessuna valutazione finora
- Viga BenkelmanDocumento8 pagineViga BenkelmanSilver Olguín CamachoNessuna valutazione finora
- Evaluación de Estructuras de Puentes Existentes Con Metodologías Basadas en ConfiabilidadDocumento6 pagineEvaluación de Estructuras de Puentes Existentes Con Metodologías Basadas en ConfiabilidadSilver Olguín CamachoNessuna valutazione finora
- Modelación de Aguas SuerficialesDocumento7 pagineModelación de Aguas SuerficialesSilver Olguín CamachoNessuna valutazione finora
- Disipador de Energia Civil3DDocumento28 pagineDisipador de Energia Civil3DSilver Olguín CamachoNessuna valutazione finora
- Carga de Paso HumanoDocumento15 pagineCarga de Paso HumanoSilver Olguín CamachoNessuna valutazione finora
- Eliminación de Filtraciones en EdificiosDocumento8 pagineEliminación de Filtraciones en EdificiosSilver Olguín CamachoNessuna valutazione finora
- Aislamiento Estructural en EdificiosDocumento43 pagineAislamiento Estructural en EdificiosSilver Olguín Camacho100% (1)
- Analisis Estructural EstaticoDocumento24 pagineAnalisis Estructural EstaticoSilver Olguín CamachoNessuna valutazione finora
- Desarrollo de Un Modelo HECHMS Con P ObsDocumento3 pagineDesarrollo de Un Modelo HECHMS Con P ObsSilver Olguín CamachoNessuna valutazione finora
- Proyecto PuentesDocumento25 pagineProyecto PuentesSilver Olguín CamachoNessuna valutazione finora
- Examenes de Economia PoliticaDocumento3 pagineExamenes de Economia PoliticaSilver Olguín CamachoNessuna valutazione finora
- Proyecto PuentesDocumento25 pagineProyecto PuentesSilver Olguín CamachoNessuna valutazione finora
- Evaluación Del Desarrollo Curricular PDFDocumento7 pagineEvaluación Del Desarrollo Curricular PDFSilver Olguín CamachoNessuna valutazione finora
- Edificios Altos Pr1Documento17 pagineEdificios Altos Pr1Silver Olguín CamachoNessuna valutazione finora
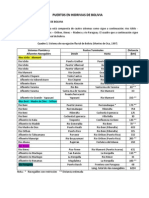
- Puertos en Hidrivias de Bolivia PDFDocumento8 paginePuertos en Hidrivias de Bolivia PDFSilver Olguín CamachoNessuna valutazione finora
- Plano Puente Glulam PDFDocumento1 paginaPlano Puente Glulam PDFSilver Olguín CamachoNessuna valutazione finora
- Profocom Esquemas PDFDocumento13 pagineProfocom Esquemas PDFSilver Olguín CamachoNessuna valutazione finora
- Teoria Linea 210Documento3 pagineTeoria Linea 210Silver Olguín CamachoNessuna valutazione finora
- Zonas SismicasDocumento4 pagineZonas SismicasKarla VelascoNessuna valutazione finora
- Informe Modelo PDFDocumento39 pagineInforme Modelo PDFSilver Olguín CamachoNessuna valutazione finora
- Metodo Rigidez DirectaDocumento26 pagineMetodo Rigidez DirectaCarlos FuentealbaNessuna valutazione finora
- Actividad 4, Uso de Las Redes SocialesDocumento4 pagineActividad 4, Uso de Las Redes SocialesValen OspinaNessuna valutazione finora
- Paso1 Grupo44 HeidyJulianaSanchezMartinezDocumento6 paginePaso1 Grupo44 HeidyJulianaSanchezMartinezKok LirNessuna valutazione finora
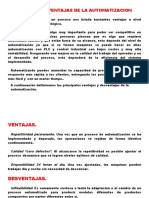
- Ventajas y desventajas de la automatizaciónDocumento4 pagineVentajas y desventajas de la automatizaciónTOMAS ESTEBAN ESPEJO CUEVANessuna valutazione finora
- Resumen de Borland C++Documento48 pagineResumen de Borland C++corpses88Nessuna valutazione finora
- Mapro Nutricion 2010 Dante Alan López RosalesDocumento36 pagineMapro Nutricion 2010 Dante Alan López RosalesAlan DanteNessuna valutazione finora
- Informe Académico Taller de ImprovisaciónDocumento2 pagineInforme Académico Taller de ImprovisaciónRodrigo BáezNessuna valutazione finora
- BIOLOGIA CELULAR Y MOLECUALR: Actividad grupo colaborativoDocumento6 pagineBIOLOGIA CELULAR Y MOLECUALR: Actividad grupo colaborativoleo chNessuna valutazione finora
- CurpDocumento1 paginaCurpNavi ZeiNessuna valutazione finora
- 4togrado 180408182626Documento82 pagine4togrado 180408182626Cinthya Paulina Hernandez Vazquez100% (1)
- 8.operaciones Booleanas Union Restar Interseccion Extruir Cara Cortar Alinear 3d M PDFDocumento7 pagine8.operaciones Booleanas Union Restar Interseccion Extruir Cara Cortar Alinear 3d M PDFjairoluiskiwiNessuna valutazione finora
- Análisis Estructural de Una VigaDocumento9 pagineAnálisis Estructural de Una VigaSamuel DíazNessuna valutazione finora
- Como Hacer RESET A Tu Impresora Fiscal BixolonDocumento3 pagineComo Hacer RESET A Tu Impresora Fiscal BixolonJosué MogollónNessuna valutazione finora
- Cuestionario Resolución de ProblemasDocumento3 pagineCuestionario Resolución de ProblemaspabloNessuna valutazione finora
- Anexo 1 - Plantilla Excel - Evaluación Proyectos-1 BOLSOS DE MANO ELABORADOS EN CUERO SINTÉTICODocumento115 pagineAnexo 1 - Plantilla Excel - Evaluación Proyectos-1 BOLSOS DE MANO ELABORADOS EN CUERO SINTÉTICOdaniela varon padillaNessuna valutazione finora
- Ejercicios Del Capítulo VIIDocumento2 pagineEjercicios Del Capítulo VIIalonso vargasNessuna valutazione finora
- Canalización de La Quebrada Auri y Del Drenaje Pluvial - MonografiasDocumento37 pagineCanalización de La Quebrada Auri y Del Drenaje Pluvial - Monografiasdavidol777Nessuna valutazione finora
- Dispositivos Clase3Documento30 pagineDispositivos Clase3Lucy Perez LopezNessuna valutazione finora
- Memoria Descriptiva SeguridadDocumento23 pagineMemoria Descriptiva Seguridadbrandon cusi aguilarNessuna valutazione finora
- Sistema DRMDocumento22 pagineSistema DRMGanimedesNessuna valutazione finora
- 2do Llamado 2022 PESIDocumento4 pagine2do Llamado 2022 PESIdiego bulloniNessuna valutazione finora
- Preparatorio 10Documento4 paginePreparatorio 10Rogger CriolloNessuna valutazione finora
- Informe #020-2021 - Comunico Inicio de ActividadDocumento1 paginaInforme #020-2021 - Comunico Inicio de ActividadAngel Cardenas YauriNessuna valutazione finora
- M-Ac-uev-002 - Manual de Usuario Plataforma de Apoyo A La Presencialidad-Módulo Estudiante - Rev CDocumento31 pagineM-Ac-uev-002 - Manual de Usuario Plataforma de Apoyo A La Presencialidad-Módulo Estudiante - Rev CSharon yivana Remolina becerraNessuna valutazione finora
- Plan Operativo Anual Tigo MovilDocumento11 paginePlan Operativo Anual Tigo MovilIVAN100% (1)
- Dibujo Técnico II ParcialDocumento42 pagineDibujo Técnico II ParcialVivian Aida Castillo BetancourthNessuna valutazione finora