Potrebbero piacerti anche
- QE341 Operations Manual 01 07 15 English PDFDocumento226 pagineQE341 Operations Manual 01 07 15 English PDFghita60% (5)
- Determination of Emittance of Materials Near Room Temperature Using Portable EmissometersDocumento8 pagineDetermination of Emittance of Materials Near Room Temperature Using Portable EmissometersSalma FarooqNessuna valutazione finora
- 247 0 Coating Brochure Web-EnDocumento36 pagine247 0 Coating Brochure Web-EnjorgeNessuna valutazione finora
- Acoustic Emission in CNG Cylinder TestingDocumento5 pagineAcoustic Emission in CNG Cylinder TestingCarlos MusellaNessuna valutazione finora
- Acoustic Emission in CNG Cylinder TestingDocumento5 pagineAcoustic Emission in CNG Cylinder Testing2009dd45Nessuna valutazione finora
- Detecting Cracks with up to 100% Probability Using Acoustic Emission TechniqueDocumento8 pagineDetecting Cracks with up to 100% Probability Using Acoustic Emission TechniqueGonzalo TelleríaNessuna valutazione finora
- Crack Localization in Reinforced ConcretDocumento7 pagineCrack Localization in Reinforced ConcretThiri AungNessuna valutazione finora
- AE For Buried LPG TanksDocumento8 pagineAE For Buried LPG TanksSaif EldinNessuna valutazione finora
- HAL Ultrasonic TestingDocumento9 pagineHAL Ultrasonic TestingMansingh YadavNessuna valutazione finora
- A Novel Method For Ultrasonic Evaluation of HorizoDocumento10 pagineA Novel Method For Ultrasonic Evaluation of Horizohernando gelvesNessuna valutazione finora
- Choi 2011Documento8 pagineChoi 2011Claudio FerrariNessuna valutazione finora
- Ultrasonic TOFD flaw sizing and imaging in thin platesDocumento6 pagineUltrasonic TOFD flaw sizing and imaging in thin platesSridharan ChandranNessuna valutazione finora
- PHY01Documento6 paginePHY01ben harrisNessuna valutazione finora
- IWEX: Direct Ultrasonic Imaging of Subsurface DefectsDocumento5 pagineIWEX: Direct Ultrasonic Imaging of Subsurface DefectsIndigo WaveNessuna valutazione finora
- Wear and Multiple Fault Diagnosis On Rolling Bearings Using Vibration Signal AnalysisDocumento9 pagineWear and Multiple Fault Diagnosis On Rolling Bearings Using Vibration Signal AnalysisinventionjournalsNessuna valutazione finora
- Fatigue-Striation Counting MethodDocumento8 pagineFatigue-Striation Counting MethodObeydullahKhanNessuna valutazione finora
- Inspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsDocumento6 pagineInspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsGonzalo TelleríaNessuna valutazione finora
- Research ArticleDocumento11 pagineResearch ArticleOm GuptaNessuna valutazione finora
- Acoustic Emission Examination of Metal Pressure VesselsDocumento5 pagineAcoustic Emission Examination of Metal Pressure VesselsPriya N Priya NNessuna valutazione finora
- Monitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueDocumento12 pagineMonitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueGonzalo TelleríaNessuna valutazione finora
- Differentiating Walls From Corners Using The Amplitude of Ultrasonic EchoesDocumento13 pagineDifferentiating Walls From Corners Using The Amplitude of Ultrasonic EchoesQassem MohaidatNessuna valutazione finora
- Diagnostics of Fatigue Damage of Gas Turbine Engine Blades by Acoustic Emission MethodDocumento6 pagineDiagnostics of Fatigue Damage of Gas Turbine Engine Blades by Acoustic Emission MethodEmre YilmazNessuna valutazione finora
- 12tha PCNDT 2006 AnáliseDanosEmGeralUsoEmissõesAcústicas Martin&DimopoulosDocumento11 pagine12tha PCNDT 2006 AnáliseDanosEmGeralUsoEmissõesAcústicas Martin&DimopoulosClovis GonzattiNessuna valutazione finora
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDocumento9 pagineAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNessuna valutazione finora
- A Novel Grain Level Measurement Method For SilosDocumento5 pagineA Novel Grain Level Measurement Method For SilosGeotamNessuna valutazione finora
- Mediciones en AntenasDocumento28 pagineMediciones en AntenasJose FerreiraNessuna valutazione finora
- InTech-machinery Faults Detection Using Acoustic Emission SignalDocumento22 pagineInTech-machinery Faults Detection Using Acoustic Emission SignalkarnatisharathNessuna valutazione finora
- 208 Murugaiyan CorrectedDocumento8 pagine208 Murugaiyan CorrectedalialatabyNessuna valutazione finora
- Nondestructive Detection of Valves Using Acoustic PDFDocumento10 pagineNondestructive Detection of Valves Using Acoustic PDFSamuelNessuna valutazione finora
- PHY02Documento7 paginePHY02ben harrisNessuna valutazione finora
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocumento6 pagineApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNessuna valutazione finora
- Ultrasonic Crack Depth Measurement of Surface Bracking Cracks in PipingDocumento8 pagineUltrasonic Crack Depth Measurement of Surface Bracking Cracks in Pipingcal2_uniNessuna valutazione finora
- A Comprehensive Study On The Precision and Accuracy of In-Lab and On-Site Measurement of Pavement Acoustic AbsorptionDocumento12 pagineA Comprehensive Study On The Precision and Accuracy of In-Lab and On-Site Measurement of Pavement Acoustic AbsorptionLaboratorio StradeNessuna valutazione finora
- Analysis of Parameters of Ground Vibration Produced From Bench Blasting at A Limestone QuarryDocumento6 pagineAnalysis of Parameters of Ground Vibration Produced From Bench Blasting at A Limestone QuarryMostafa-0088Nessuna valutazione finora
- Position Determination of An Aircraft Us PDFDocumento7 paginePosition Determination of An Aircraft Us PDFMartin OnettoNessuna valutazione finora
- Arm Hovsepyan G Abs2 He12 PosterDocumento4 pagineArm Hovsepyan G Abs2 He12 PostergorditoNessuna valutazione finora
- NDT techniques detect defects in model pilesDocumento8 pagineNDT techniques detect defects in model pilesTan Kai XianNessuna valutazione finora
- W041 Faults and Fracture Detection Based On Seismic Surface Orthogonal DecompositionDocumento5 pagineW041 Faults and Fracture Detection Based On Seismic Surface Orthogonal DecompositionSoltani AkRêmNessuna valutazione finora
- Detection of Interface Failure in A Composite Structural T - Joint Using Time of FlightDocumento3 pagineDetection of Interface Failure in A Composite Structural T - Joint Using Time of Flightedcam13Nessuna valutazione finora
- Improved Source Location Methods For Pressure VesselsDocumento7 pagineImproved Source Location Methods For Pressure VesselsGonzalo TelleríaNessuna valutazione finora
- Desinging of 3D Seismic Survey and Data Processing of Abu Amood Oil Field Southern of IraqDocumento10 pagineDesinging of 3D Seismic Survey and Data Processing of Abu Amood Oil Field Southern of IraqIJAERS JOURNAL100% (1)
- Ultrasonic Sensor For Liquid-Level Inspection in Bottles: PH CalDocumento4 pagineUltrasonic Sensor For Liquid-Level Inspection in Bottles: PH CalAkram Al-muharamiNessuna valutazione finora
- Astm c1371 2004 PDFDocumento10 pagineAstm c1371 2004 PDFMilonNessuna valutazione finora
- Durability of Composite Materials in Deployable Structures For Space ApplicationsDocumento8 pagineDurability of Composite Materials in Deployable Structures For Space ApplicationskimNessuna valutazione finora
- Absolute IR-spectra From The Measurement of Fourier-Spectrometers Aboard Meteor 25 and 28Documento14 pagineAbsolute IR-spectra From The Measurement of Fourier-Spectrometers Aboard Meteor 25 and 28ገዛኽኝ ሱፋNessuna valutazione finora
- Matecconf Icper2014 06011Documento5 pagineMatecconf Icper2014 06011Yonael TesfayeNessuna valutazione finora
- FullScaleTestingER JorgensenDocumento30 pagineFullScaleTestingER JorgensenBrian PintoNessuna valutazione finora
- Computational and Experimental Studies On Aircraft Structural Health Monitoring SystemsDocumento10 pagineComputational and Experimental Studies On Aircraft Structural Health Monitoring Systemsmahesh MNessuna valutazione finora
- 6 Ver 2 Alternating Current Field MeasurementDocumento9 pagine6 Ver 2 Alternating Current Field MeasurementMuhammad ZariqNessuna valutazione finora
- Determination of Emittance of Materials Near Room Temperature Using Portable EmissometersDocumento8 pagineDetermination of Emittance of Materials Near Room Temperature Using Portable EmissometersMariaJoseSalamancaDiazNessuna valutazione finora
- Design, Construct and Test of A Calibration Radon Chamber: R. Shweikani, G. RajaDocumento4 pagineDesign, Construct and Test of A Calibration Radon Chamber: R. Shweikani, G. RajaJuan Carlos RodriguezNessuna valutazione finora
- Mathematical Modeling of Direction-Finding Characteristics of Four-Element Circular Antenna Array Taking Into Account The Influence of CarrierDocumento10 pagineMathematical Modeling of Direction-Finding Characteristics of Four-Element Circular Antenna Array Taking Into Account The Influence of Carriermarco limitiNessuna valutazione finora
- International Journal of Engineering Research and Development (IJERD)Documento6 pagineInternational Journal of Engineering Research and Development (IJERD)IJERDNessuna valutazione finora
- Procedure For Ultrasonic TestingDocumento5 pagineProcedure For Ultrasonic TestingAnonymous rRGTKl6z4Nessuna valutazione finora
- Damilano 1957Documento7 pagineDamilano 1957guido_damilanoNessuna valutazione finora
- Measuring Uranium Mass Using 3He Neutron DetectorsDocumento11 pagineMeasuring Uranium Mass Using 3He Neutron DetectorsAshraf ZoubiNessuna valutazione finora
- Application of Taguchi Method For Parametric Studies of A Funnel Shaped Structure Used For Noise Reflection With Source On The CenterDocumento13 pagineApplication of Taguchi Method For Parametric Studies of A Funnel Shaped Structure Used For Noise Reflection With Source On The CenterAnonymous pKuPK3zUNessuna valutazione finora
- C ScanDocumento9 pagineC ScanEngr Arfan Ali DhamrahoNessuna valutazione finora
- Acoustic Emission and Durability of Composite MaterialsDa EverandAcoustic Emission and Durability of Composite MaterialsNessuna valutazione finora
- MOS Integrated Circuit DesignDa EverandMOS Integrated Circuit DesignE. WolfendaleNessuna valutazione finora
- The Use of High Resolution Magnetic Flux Leakage For Life PredictionDocumento6 pagineThe Use of High Resolution Magnetic Flux Leakage For Life PredictionJorge PerdigonNessuna valutazione finora
- 07Documento6 pagine07Gonzalo TelleríaNessuna valutazione finora
- The Acoustic Emission Monitoring System of Aboveground Storage TanksDocumento8 pagineThe Acoustic Emission Monitoring System of Aboveground Storage TanksGonzalo TelleríaNessuna valutazione finora
- The Use of High Resolution Magnetic Flux Leakage For Life PredictionDocumento6 pagineThe Use of High Resolution Magnetic Flux Leakage For Life PredictionJorge PerdigonNessuna valutazione finora
- Improved Source Location Methods For Pressure VesselsDocumento7 pagineImproved Source Location Methods For Pressure VesselsGonzalo TelleríaNessuna valutazione finora
- 18 180Documento9 pagine18 180Gonzalo TelleríaNessuna valutazione finora
- 07Documento6 pagine07Gonzalo TelleríaNessuna valutazione finora
- Examination of Ae Wave Propagation Routes in A Small Model TankDocumento6 pagineExamination of Ae Wave Propagation Routes in A Small Model TankGonzalo TelleríaNessuna valutazione finora
- Use of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesDocumento6 pagineUse of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesGonzalo TelleríaNessuna valutazione finora
- Improved Noise Discrimination For An Ammonia Tank AE Test: Specialist NDT ServicesDocumento28 pagineImproved Noise Discrimination For An Ammonia Tank AE Test: Specialist NDT ServicesGonzalo TelleríaNessuna valutazione finora
- FDocumento10 pagineFdelvalle guilarteNessuna valutazione finora
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDocumento9 pagineAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNessuna valutazione finora
- Improved Source Location Methods For Pressure VesselsDocumento7 pagineImproved Source Location Methods For Pressure VesselsGonzalo TelleríaNessuna valutazione finora
- Inspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsDocumento6 pagineInspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsGonzalo TelleríaNessuna valutazione finora
- Inspection of LPG Vessels With Ae Examination: P. Tscheliesnig and G. Schauritsch TÜV Austria, Wien, AustriaDocumento6 pagineInspection of LPG Vessels With Ae Examination: P. Tscheliesnig and G. Schauritsch TÜV Austria, Wien, AustriaGonzalo TelleríaNessuna valutazione finora
- A Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingDocumento8 pagineA Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingGonzalo TelleríaNessuna valutazione finora
- JAE Contents Vol 1 30Documento9 pagineJAE Contents Vol 1 30Gonzalo TelleríaNessuna valutazione finora
- Cumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Documento67 pagineCumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Gonzalo TelleríaNessuna valutazione finora
- A Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingDocumento8 pagineA Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingGonzalo TelleríaNessuna valutazione finora
- Monitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueDocumento12 pagineMonitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueGonzalo TelleríaNessuna valutazione finora
- Cumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Documento67 pagineCumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Gonzalo TelleríaNessuna valutazione finora
- Acoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoDocumento12 pagineAcoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoGonzalo TelleríaNessuna valutazione finora
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDocumento9 pagineAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNessuna valutazione finora
- Acoustic Emission Method For Solving Problems in DDocumento10 pagineAcoustic Emission Method For Solving Problems in DGonzalo TelleríaNessuna valutazione finora
- Acoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoDocumento12 pagineAcoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoGonzalo TelleríaNessuna valutazione finora
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDocumento9 pagineAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNessuna valutazione finora
- API 586 Meeting Agenda Fall 2016Documento2 pagineAPI 586 Meeting Agenda Fall 2016Gonzalo TelleríaNessuna valutazione finora
- Prisma T Broch FWDocumento4 paginePrisma T Broch FWGonzalo TelleríaNessuna valutazione finora
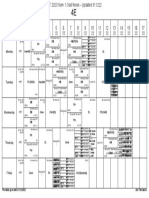
- TT 2023 Sem 1 Odd - Class 4e (Updated 311222)Documento1 paginaTT 2023 Sem 1 Odd - Class 4e (Updated 311222)Lim Zhe Xian (Bukitviewss)Nessuna valutazione finora
- Cemtec AL PU CoatingDocumento2 pagineCemtec AL PU CoatingAhmad ElghazolyNessuna valutazione finora
- 2018-Areca Cathecu-Anopheles VagusDocumento8 pagine2018-Areca Cathecu-Anopheles VagusDwiNessuna valutazione finora
- Mat & Sat-04Documento32 pagineMat & Sat-04RamNagalNessuna valutazione finora
- Production of MTBE (Methyl Tertiary Butyl Ether) From Methanol and Butylene by Catalytic ConversionDocumento11 pagineProduction of MTBE (Methyl Tertiary Butyl Ether) From Methanol and Butylene by Catalytic ConversionAsim RafiqueNessuna valutazione finora
- Mixtures and Solutions GuideDocumento44 pagineMixtures and Solutions GuideMelissa DiazNessuna valutazione finora
- Introduction To Soldering and Desoldering Techniques.Documento6 pagineIntroduction To Soldering and Desoldering Techniques.Arsalan Ahmed100% (1)
- 107865-Aalba Dent CatDocumento44 pagine107865-Aalba Dent CatbuzatugeorgescuNessuna valutazione finora
- Paducah Gaseous Diffusion Plant CleanupDocumento1 paginaPaducah Gaseous Diffusion Plant CleanupJames BruggersNessuna valutazione finora
- Introduction About Steel FiberDocumento25 pagineIntroduction About Steel FiberVirupakshappa C Koti100% (4)
- 41 Symplocos Racemosa - MonographDocumento9 pagine41 Symplocos Racemosa - MonographMSKCNessuna valutazione finora
- LWAASHJSPLANGULDocumento5 pagineLWAASHJSPLANGULAmiy SrivastavaNessuna valutazione finora
- Tos Notes 3rd YrDocumento4 pagineTos Notes 3rd YrDEEPAK SINGHNessuna valutazione finora
- Chapter 1 Intro To CellDocumento6 pagineChapter 1 Intro To CellrexartoozNessuna valutazione finora
- Spartan 14 ManualDocumento570 pagineSpartan 14 ManualDavor ŠestanNessuna valutazione finora
- FLUID BED TECHNOLOGY FOR BIOPLASTICS DRYINGDocumento16 pagineFLUID BED TECHNOLOGY FOR BIOPLASTICS DRYINGzamburitti100% (1)
- Hot Crude Oil StorageDocumento13 pagineHot Crude Oil Storagesachinumarye100% (1)
- Solubility-Of CO2 Und H2S in TEG - WasserDocumento20 pagineSolubility-Of CO2 Und H2S in TEG - WasserhorstiillingNessuna valutazione finora
- EXP 7 - MaterialsDocumento18 pagineEXP 7 - MaterialsLeslie CatindigNessuna valutazione finora
- MentholsDocumento296 pagineMentholsrachelsantoso5259Nessuna valutazione finora
- A Review On Pharmacological and Phytochemical Activities of Lilium Polyphyllum (Liliaceae) Himalaya LilyDocumento5 pagineA Review On Pharmacological and Phytochemical Activities of Lilium Polyphyllum (Liliaceae) Himalaya LilyInternational Journal of Innovative Science and Research Technology100% (1)
- Ylang Ylang Oil PDFDocumento1 paginaYlang Ylang Oil PDFKaren Marra RostNessuna valutazione finora
- Oxynitrox MsdsDocumento4 pagineOxynitrox MsdscapdesuroNessuna valutazione finora
- Topic: Aseptic Techniques in Plant Tissue Culture LabDocumento8 pagineTopic: Aseptic Techniques in Plant Tissue Culture LabMaryam BilalNessuna valutazione finora
- Hydrocarbons Formula SheetDocumento27 pagineHydrocarbons Formula SheetADARSH SINGHNessuna valutazione finora
- Equity Note - Active Fine Chemicals Ltd.Documento3 pagineEquity Note - Active Fine Chemicals Ltd.Makame Mahmud DiptaNessuna valutazione finora
- India refinery configurations-Meeting future demand & regulationsDocumento9 pagineIndia refinery configurations-Meeting future demand & regulationsphantanthanhNessuna valutazione finora
- Dehradun Public School ASSIGNMENT (2019 - 2020) Subject: Science (086) Class - IxDocumento4 pagineDehradun Public School ASSIGNMENT (2019 - 2020) Subject: Science (086) Class - Ixbadnight4uNessuna valutazione finora