Potrebbero piacerti anche
- Mpeg 350Documento2 pagineMpeg 350sudhir5441Nessuna valutazione finora
- Dow Propylene Glycol, Industrial GradeDocumento2 pagineDow Propylene Glycol, Industrial GradeBồ Công AnhNessuna valutazione finora
- Dow Peg400Documento12 pagineDow Peg400Ram QuimicaNessuna valutazione finora
- 18pg ProgramDocumento10 pagine18pg ProgramEDWIN LEONARDO ESPINOZA PACHECONessuna valutazione finora
- Stay-C 50: Exploring The Untapped Potential of Vitamin C For Skin, Hair and Oral CareDocumento8 pagineStay-C 50: Exploring The Untapped Potential of Vitamin C For Skin, Hair and Oral CareIsteuria CristinaNessuna valutazione finora
- Virology PDFDocumento36 pagineVirology PDFYadav ShivaNessuna valutazione finora
- iPSC Guide by ATCC PDFDocumento39 pagineiPSC Guide by ATCC PDFvadhaNessuna valutazione finora
- Life Cycle Management of Ageing Pharmaceutical - Sokol - MansoDocumento4 pagineLife Cycle Management of Ageing Pharmaceutical - Sokol - Mansonu_disaster0% (1)
- Engineering Department LawsuitDocumento197 pagineEngineering Department LawsuitThe State HornetNessuna valutazione finora
- CarrageenanDocumento8 pagineCarrageenansanjayaadjiNessuna valutazione finora
- Performance and Characteristic Foamed Concrete MixDocumento9 paginePerformance and Characteristic Foamed Concrete MixMohd Nazim Othman100% (1)
- Wacc FormulasDocumento3 pagineWacc FormulasvrrsvNessuna valutazione finora
- Microsoft Lync Server 2013 Step by Step For Anyone - REV2013Documento183 pagineMicrosoft Lync Server 2013 Step by Step For Anyone - REV2013Anh JindoNessuna valutazione finora
- American Type Culture Collection (ATCC) - 2012 - Thawing, Propagation, and Cryopreserving Protocol - Panc-1 Pancreatic Carcinoma PDFDocumento24 pagineAmerican Type Culture Collection (ATCC) - 2012 - Thawing, Propagation, and Cryopreserving Protocol - Panc-1 Pancreatic Carcinoma PDFAndrei TatomirNessuna valutazione finora
- Pubscatalog PDFDocumento28 paginePubscatalog PDFKim RuizNessuna valutazione finora
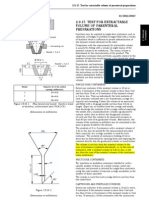
- 2.9.17. Test For Extractable Volume of Parenteral PreparationsDocumento2 pagine2.9.17. Test For Extractable Volume of Parenteral PreparationsG_Ranjith100% (4)
- e-EROS Encyclopedia of Reagents For Organic Synthe PDFDocumento5 paginee-EROS Encyclopedia of Reagents For Organic Synthe PDFSheldon Emilio MoralesNessuna valutazione finora
- 8th SE Asia WorkshopDocumento8 pagine8th SE Asia WorkshopEmre AtalayNessuna valutazione finora
- Degradation of Insulating Materials of TransformerDocumento6 pagineDegradation of Insulating Materials of TransformerPaulomario RemuzgoNessuna valutazione finora
- Data InterpretationDocumento4 pagineData InterpretationwjawichNessuna valutazione finora
- Instruction Manual SPD-M40Documento106 pagineInstruction Manual SPD-M40Cuong NguyenNessuna valutazione finora
- 0) Lab ManualDocumento66 pagine0) Lab ManualANU GRAPHICSNessuna valutazione finora
- Lab 2 - Belt FrictionDocumento10 pagineLab 2 - Belt FrictionAcet AldehydeNessuna valutazione finora
- LEMBAR DATA Heat ExchangerDocumento1 paginaLEMBAR DATA Heat Exchangermhd solihinNessuna valutazione finora
- TENUTE SRL Type TRNDocumento7 pagineTENUTE SRL Type TRNmansurudinNessuna valutazione finora
- 2010 Commonwealth Chemistry PrelimDocumento36 pagine2010 Commonwealth Chemistry PrelimSONessuna valutazione finora
- Ciclo Brayton Cerrado: Jairo R. Barrera V Departamento de Ing. Química y Ambiental Universidad Nacional de ColombiaDocumento8 pagineCiclo Brayton Cerrado: Jairo R. Barrera V Departamento de Ing. Química y Ambiental Universidad Nacional de ColombiaDaniel GonzálezNessuna valutazione finora
- Heat Trace Capstat CTFLDocumento2 pagineHeat Trace Capstat CTFLMarcos RosenbergNessuna valutazione finora
- Thermal Conductivity of Insulating Powder MDocumento4 pagineThermal Conductivity of Insulating Powder MmuralidharanNessuna valutazione finora
- Ignition Processes: 11.1 Simplified Semenov Analysis of Thermal ExplosionsDocumento3 pagineIgnition Processes: 11.1 Simplified Semenov Analysis of Thermal Explosionsdapp_706085Nessuna valutazione finora
- Introduction To DSCDocumento29 pagineIntroduction To DSCDr-Dinesh Tripathi0% (1)
- 11 150618120616 Lva1 App6892 PDFDocumento40 pagine11 150618120616 Lva1 App6892 PDFRajesh SudiNessuna valutazione finora
- Predictive Functional Control: J.Richalet 2015Documento40 paginePredictive Functional Control: J.Richalet 2015Rajesh SudiNessuna valutazione finora
- Experiment No. 09: ObjectiveDocumento2 pagineExperiment No. 09: ObjectiveSkaye RichesNessuna valutazione finora
- Various Refrigeration Systems A Part III 17062020Documento14 pagineVarious Refrigeration Systems A Part III 17062020khanmattani123Nessuna valutazione finora
- EEV Manual Polar 03-06 PDFDocumento16 pagineEEV Manual Polar 03-06 PDFErika JaneNessuna valutazione finora
- L4 - AE242 18 Jan 24Documento3 pagineL4 - AE242 18 Jan 24Shubhajit BiswasNessuna valutazione finora
- Basics of Gas Turbine Propulsion: Unit-1Documento113 pagineBasics of Gas Turbine Propulsion: Unit-1NotesNessuna valutazione finora
- Exam 2010 SolutionDocumento29 pagineExam 2010 SolutionJanchoNessuna valutazione finora
- Prototyping - Injection MoldingDocumento42 paginePrototyping - Injection MoldingBalatto YangNessuna valutazione finora
- Multi-Dimensional Unsteady-State Heat Conduction: For The Rectangular BarDocumento3 pagineMulti-Dimensional Unsteady-State Heat Conduction: For The Rectangular BarMalik Mustafa MohammedNessuna valutazione finora
- INCROPERA Solucion Aletas 234Documento15 pagineINCROPERA Solucion Aletas 234Juan GuerreroNessuna valutazione finora
- Thermistor For Surface Measurements: NTC TemperatureDocumento7 pagineThermistor For Surface Measurements: NTC TemperatureVamsikumar PinnintiNessuna valutazione finora
- Reflow Soldering Profile, Per J-STD-020D, Table 5-2, Pb-Free DevicesDocumento2 pagineReflow Soldering Profile, Per J-STD-020D, Table 5-2, Pb-Free DevicesflyinzeskyNessuna valutazione finora
- The Meaning of LIFEDocumento77 pagineThe Meaning of LIFEjokanovNessuna valutazione finora
- Tugas Perpindahan PanasDocumento20 pagineTugas Perpindahan PanasLiyan Fajar GintaraNessuna valutazione finora
- Mnemonic Function Program Steps Controllers: X0 T5 TMR K1000Documento2 pagineMnemonic Function Program Steps Controllers: X0 T5 TMR K1000Christenes AlvesNessuna valutazione finora
- C9 1 PDFDocumento11 pagineC9 1 PDFsyafc99Nessuna valutazione finora
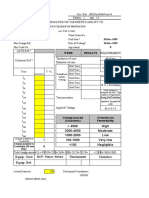
- Items Results: 4000 High 2000-4000 Moderate 1000-2000 Low 100-1000 Very Low 0 100 NegligibleDocumento4 pagineItems Results: 4000 High 2000-4000 Moderate 1000-2000 Low 100-1000 Very Low 0 100 NegligibleSreenath Menon KNessuna valutazione finora
- Items Results: 4000 High 2000-4000 Moderate 1000-2000 Low 100-1000 Very Low 0 100 NegligibleDocumento5 pagineItems Results: 4000 High 2000-4000 Moderate 1000-2000 Low 100-1000 Very Low 0 100 NegligibleSreenath Menon KNessuna valutazione finora
- Gasturbine 1 160120155226Documento52 pagineGasturbine 1 160120155226Muhammad Afif NaufalNessuna valutazione finora
- PFinal IME 8310-2020-30 - RemoteDocumento6 paginePFinal IME 8310-2020-30 - RemoteWilliam Alejandro Contreras MaestreNessuna valutazione finora
- 37 Methods To Monitor Heat TransferDocumento2 pagine37 Methods To Monitor Heat TransferGreater Potential TutoringNessuna valutazione finora
- Daily Report: Various Pressure Vessel (Baru Gas Plant Project - Pltgu Tenayan) Daily PhotographDocumento1 paginaDaily Report: Various Pressure Vessel (Baru Gas Plant Project - Pltgu Tenayan) Daily PhotographRicardo NapitupuluNessuna valutazione finora
- Gas Power CyclesDocumento140 pagineGas Power CyclesMohammed AlsirajNessuna valutazione finora
- Service Manual - Diagrama ElectricoDocumento4 pagineService Manual - Diagrama ElectricoVictor IglesiasNessuna valutazione finora
- 11 - Dr. M. Atia - Gas Power Cycles-Dual CycleDocumento20 pagine11 - Dr. M. Atia - Gas Power Cycles-Dual CycleBahaa RaghebNessuna valutazione finora
- DatasheetDocumento2 pagineDatasheetjoseNessuna valutazione finora
- HW 8 SolutionsDocumento5 pagineHW 8 SolutionsKitchen KnifeNessuna valutazione finora
- Filtrate: Hemi/pentosan Na2SO4 (Terlarut) H2O: Filter Press 02 Filter Press 01Documento1 paginaFiltrate: Hemi/pentosan Na2SO4 (Terlarut) H2O: Filter Press 02 Filter Press 01afifahNessuna valutazione finora
- Aegex Intrinsically Safe Tablet: 10.1" WUXGA Display Powered by Intel Atom Quad Core Windows 10 Intel Security SuiteDocumento2 pagineAegex Intrinsically Safe Tablet: 10.1" WUXGA Display Powered by Intel Atom Quad Core Windows 10 Intel Security SuiteVikas NigamNessuna valutazione finora
- Notice of Completion AND Authorization To Apply The Ul Mark: NBK9526-0D3C32Documento1 paginaNotice of Completion AND Authorization To Apply The Ul Mark: NBK9526-0D3C32Vikas NigamNessuna valutazione finora
- How Do You Maintain Process Safety in Times of Change?Documento4 pagineHow Do You Maintain Process Safety in Times of Change?Vikas NigamNessuna valutazione finora
- Atex Guide: Basic Concepts For Protection in Explosive AtmospheresDocumento32 pagineAtex Guide: Basic Concepts For Protection in Explosive AtmospheresGeorge 03679Nessuna valutazione finora
- Toughpad Fz-X1 Atex: Atex Zone 2 Certified 5" Handheld Tablet With BCR, Data & VoiceDocumento2 pagineToughpad Fz-X1 Atex: Atex Zone 2 Certified 5" Handheld Tablet With BCR, Data & VoiceVikas NigamNessuna valutazione finora
- HAZOP, SIL and LOPA Course: Kermanshah Polymer CompanyDocumento92 pagineHAZOP, SIL and LOPA Course: Kermanshah Polymer CompanyVikas NigamNessuna valutazione finora
- Guide To Chemical-Resistant Best Gloves: 2008 EditionDocumento17 pagineGuide To Chemical-Resistant Best Gloves: 2008 EditionVikas NigamNessuna valutazione finora
- Pages PDFDocumento72 paginePages PDFVikas NigamNessuna valutazione finora
- Common Mistakes in Electrical Grounding and BondingDocumento103 pagineCommon Mistakes in Electrical Grounding and BondingEdmar Palacio82% (11)
- Stairways & Ladders - A Guide To OSHA RulesDocumento15 pagineStairways & Ladders - A Guide To OSHA Ruleseafarmihar2554100% (3)
- Osha3844 PDFDocumento432 pagineOsha3844 PDFVikas NigamNessuna valutazione finora
- Antoine ConstantsDocumento1 paginaAntoine ConstantsYuriska AndiriNessuna valutazione finora
- Arc FlashDocumento15 pagineArc FlashramlijavierNessuna valutazione finora
- Vapor Pressure CalcDocumento2 pagineVapor Pressure CalcVikas NigamNessuna valutazione finora
- Case Study: Texas Tech UniversityDocumento23 pagineCase Study: Texas Tech UniversityAdrian BNessuna valutazione finora
- Analysis of Bleve Mechanism and Anti Bleve System in Pressurized TankDocumento6 pagineAnalysis of Bleve Mechanism and Anti Bleve System in Pressurized TankVikas NigamNessuna valutazione finora
- Safety in PlantsDocumento18 pagineSafety in PlantsVikas NigamNessuna valutazione finora
- Uniform Vendors DetailsDocumento2 pagineUniform Vendors DetailsVikas NigamNessuna valutazione finora
- Ex ProtectionDocumento47 pagineEx Protection2zece100% (1)
- Thermal Risk Assessment of Chemical RxnsDocumento12 pagineThermal Risk Assessment of Chemical RxnsVikas NigamNessuna valutazione finora
- Hazard Assessment Before Lab WorkDocumento22 pagineHazard Assessment Before Lab WorkVikas NigamNessuna valutazione finora
- Bow Tie Analysis - Incident-InvestigationDocumento46 pagineBow Tie Analysis - Incident-InvestigationVikas Nigam100% (1)
- Nfpa 45 - 2004 PDFDocumento110 pagineNfpa 45 - 2004 PDFfariboy123Nessuna valutazione finora
- Assessment Method For Safe LocationDocumento18 pagineAssessment Method For Safe LocationVikas NigamNessuna valutazione finora
- 2,3-Dimethylbutane: Section 1 - Chemical Product and Company IdentificationDocumento9 pagine2,3-Dimethylbutane: Section 1 - Chemical Product and Company IdentificationVikas NigamNessuna valutazione finora
- Bulletin 1 - Energy Efficiency Control System For BoilerDocumento4 pagineBulletin 1 - Energy Efficiency Control System For BoilerVikas NigamNessuna valutazione finora
- 2 (Chloromethyl) 3,4 Dimethyoxypyridinium HCLDocumento5 pagine2 (Chloromethyl) 3,4 Dimethyoxypyridinium HCLVikas NigamNessuna valutazione finora
- PROCEDURE For Entering in Confined SpaceDocumento2 paginePROCEDURE For Entering in Confined SpaceVikas NigamNessuna valutazione finora
- Bulletin 14 - Replacement of Extraction Cum Condensing Turbine With Back Pressure Turbine PDFDocumento2 pagineBulletin 14 - Replacement of Extraction Cum Condensing Turbine With Back Pressure Turbine PDFVikas NigamNessuna valutazione finora
- E6 From Raw ChecmicalsDocumento6 pagineE6 From Raw ChecmicalsMatheus MelloNessuna valutazione finora
- Science EssayDocumento2 pagineScience EssayElla S. MatabalaoNessuna valutazione finora
- Acido-Ascorbico Specs DSMDocumento3 pagineAcido-Ascorbico Specs DSMCátia PereiraNessuna valutazione finora
- Quarter 1 Module 4 - Pure Substance and Mixture (Part I)Documento31 pagineQuarter 1 Module 4 - Pure Substance and Mixture (Part I)Jeline Macalla100% (1)
- Essentials of Geology 13th Edition Lutgens Solutions ManualDocumento11 pagineEssentials of Geology 13th Edition Lutgens Solutions Manualjamesavilaqczpigeyrx100% (18)
- Teletech: Analytical Method Nco Content DeterminationDocumento2 pagineTeletech: Analytical Method Nco Content Determinationswapon kumar shillNessuna valutazione finora
- Experiment 8 Synthesis of An Azo Dye - The Coupling Reaction of Benzenediazonium Ion With Naphthalen-2-OlDocumento9 pagineExperiment 8 Synthesis of An Azo Dye - The Coupling Reaction of Benzenediazonium Ion With Naphthalen-2-Olana pertiwiNessuna valutazione finora
- Reviewer in BiochemistryDocumento19 pagineReviewer in BiochemistryMicole Manahan100% (1)
- Elemental Impurity Report Bigmet (Draft)Documento6 pagineElemental Impurity Report Bigmet (Draft)Ariful islamNessuna valutazione finora
- Feasibility Study of Ethylbenzene ProductionDocumento3 pagineFeasibility Study of Ethylbenzene ProductionIntratec SolutionsNessuna valutazione finora
- Biomolecule Part 01-Merged CompressedDocumento2 pagineBiomolecule Part 01-Merged CompressedShaDNessuna valutazione finora
- 3 - Process Flow Diagram Part II Vinyle Chloride ManufactureDocumento19 pagine3 - Process Flow Diagram Part II Vinyle Chloride ManufactureOmar Al-abadi100% (1)
- N Butyraldehyde To 2 Ethyl 2 HexenalDocumento6 pagineN Butyraldehyde To 2 Ethyl 2 HexenalAyie Nazri100% (1)
- 2 Acid Base EquilibriaDocumento3 pagine2 Acid Base EquilibriaHayley Meek100% (1)
- Nurul Aisyah BT Yusaffendy - 2020628694Documento8 pagineNurul Aisyah BT Yusaffendy - 2020628694ainaa' najwaNessuna valutazione finora
- Notes Acids and BasesDocumento25 pagineNotes Acids and BasesHuda 1521Nessuna valutazione finora
- P&D AlcoholsDocumento5 pagineP&D AlcoholsBrandon RamkissoonNessuna valutazione finora
- Intro To Sodium GluconateDocumento2 pagineIntro To Sodium GluconatemeimeiliuNessuna valutazione finora
- Sofer, 1984Documento19 pagineSofer, 1984Ivan ZinchenkoNessuna valutazione finora
- Aminoácidos, Petidios e Proteinas Ch23MRDocumento52 pagineAminoácidos, Petidios e Proteinas Ch23MRDiogo SantanaNessuna valutazione finora
- S151929 - 20210127.indd KAO SURFACTANTESDocumento12 pagineS151929 - 20210127.indd KAO SURFACTANTESAlfredo Méndez100% (1)
- Produksi Garam Dan Bittern Di Tambak Garam: Jurnal Kelautan Tropis July 2016Documento6 pagineProduksi Garam Dan Bittern Di Tambak Garam: Jurnal Kelautan Tropis July 2016MitraArthaNessuna valutazione finora
- Chemistry Class XI Unsolved Sample Paper 1Documento4 pagineChemistry Class XI Unsolved Sample Paper 1s.shaw71101Nessuna valutazione finora
- Crate & Cage Cleaner: Non-Toxic Cleaner and Pet Odor Neutralizer in OneDocumento1 paginaCrate & Cage Cleaner: Non-Toxic Cleaner and Pet Odor Neutralizer in OneElsha Amalia PutriNessuna valutazione finora
- Science of The Total Environment: Pirjo Isosaari, Varsha Srivastava, Mika SillanpääDocumento16 pagineScience of The Total Environment: Pirjo Isosaari, Varsha Srivastava, Mika SillanpääJovitaNessuna valutazione finora
- Biomolecules PartDocumento22 pagineBiomolecules PartYashNessuna valutazione finora
- Chemistry 2013 June - P2 PDFDocumento20 pagineChemistry 2013 June - P2 PDFBinu PereraNessuna valutazione finora
- ArticuloDocumento4 pagineArticuloLAURA1234567Nessuna valutazione finora
- Cargo CompatibilityDocumento3 pagineCargo CompatibilityVadim PimenovNessuna valutazione finora
- Colorimetric Analysis of Aspirin: Student WorksheetDocumento2 pagineColorimetric Analysis of Aspirin: Student WorksheetEasin SyedNessuna valutazione finora