Potrebbero piacerti anche
- Exercises On SPCDocumento2 pagineExercises On SPCyahska1305Nessuna valutazione finora
- SPC CP CPK Study TemplateDocumento2 pagineSPC CP CPK Study TemplateOrbán NorbertNessuna valutazione finora
- Hotelling-T 2 Control ChartDocumento18 pagineHotelling-T 2 Control ChartDanielle Ann RanidoNessuna valutazione finora
- P ChartDocumento21 pagineP ChartSumit Patil100% (1)
- Control Charts For Attributes 1Documento75 pagineControl Charts For Attributes 1وسام توفيقNessuna valutazione finora
- Tracking Signal in ForecastingDocumento24 pagineTracking Signal in Forecastingsergio2008Nessuna valutazione finora
- Solved Examples For Chapter 19Documento7 pagineSolved Examples For Chapter 19SofiaNessuna valutazione finora
- Common Contributors to Measurement Uncertainty in Chemical Analyses of Sorbent Tubes using ChromatographyDocumento18 pagineCommon Contributors to Measurement Uncertainty in Chemical Analyses of Sorbent Tubes using ChromatographyBAlaNessuna valutazione finora
- Statistical Quality Control VariableDocumento53 pagineStatistical Quality Control VariableMalaika Qaiser100% (1)
- Chap06 Control Charts For AttributesDocumento48 pagineChap06 Control Charts For Attributesjohn brownNessuna valutazione finora
- The Design of Optimum Multifactorial ExperimentsDocumento22 pagineThe Design of Optimum Multifactorial ExperimentsGuillermo UribeNessuna valutazione finora
- Control Charts for AttributesDocumento33 pagineControl Charts for AttributesJackie HwangNessuna valutazione finora
- PDocumento2 paginePrajpd28Nessuna valutazione finora
- Reliability Engineering LECTURE 4Documento30 pagineReliability Engineering LECTURE 4Krishna PrasathNessuna valutazione finora
- Chi-Square TestDocumento20 pagineChi-Square TestAnoop VishnaniNessuna valutazione finora
- MSA Type II - Gage Repeatability & Reproducibility Linearity and StabilityDocumento1 paginaMSA Type II - Gage Repeatability & Reproducibility Linearity and Stabilitydarwin_huaNessuna valutazione finora
- Persons S.1 S.2 S.3 S.4 S.5: Items I.1 I.2 I.3 I.4 I.5 I.6 I.7 I.8 I.9Documento4 paginePersons S.1 S.2 S.3 S.4 S.5: Items I.1 I.2 I.3 I.4 I.5 I.6 I.7 I.8 I.9Winston Villegas LujanNessuna valutazione finora
- 2k Factorial Design AnalysisDocumento56 pagine2k Factorial Design Analysisdaimon_pNessuna valutazione finora
- X Test PDFDocumento38 pagineX Test PDFPundaleek KalloliNessuna valutazione finora
- 02 Statistical Process ControlDocumento68 pagine02 Statistical Process ControlacantillanapNessuna valutazione finora
- 12 Measurement UncertaintyDocumento28 pagine12 Measurement Uncertaintygsv988Nessuna valutazione finora
- Uncertinity QuestionsDocumento19 pagineUncertinity QuestionsShaikh Usman AiNessuna valutazione finora
- FORECASTING TIME SERIES WITH ARMA AND ARIMA MODELSDocumento35 pagineFORECASTING TIME SERIES WITH ARMA AND ARIMA MODELSMochammad Adji FirmansyahNessuna valutazione finora
- Statistical Approach To PPQDocumento26 pagineStatistical Approach To PPQvg_vvg100% (1)
- 2003 Book MeasurementUncertaintyInChemic PDFDocumento294 pagine2003 Book MeasurementUncertaintyInChemic PDFLuan FonsêcaNessuna valutazione finora
- UncertaintyDocumento6 pagineUncertaintymohammad abdNessuna valutazione finora
- INGUN Test-Probes Catalogue 25-3 EN PDFDocumento200 pagineINGUN Test-Probes Catalogue 25-3 EN PDFAsiel Isai Gutierrez QuirogaNessuna valutazione finora
- Ejercicios 8 de Abril PLANEACIÓN AGREGADADocumento33 pagineEjercicios 8 de Abril PLANEACIÓN AGREGADAValentina SanchezNessuna valutazione finora
- Tests of Hypotheses For A Single Sample: Chapter OutlineDocumento88 pagineTests of Hypotheses For A Single Sample: Chapter OutlineFirst ForwardNessuna valutazione finora
- Measure Thickness of Metal PlatesDocumento7 pagineMeasure Thickness of Metal PlateszhwNessuna valutazione finora
- Lecture 1 (Chapter 3) - Common Families of DistributionsDocumento12 pagineLecture 1 (Chapter 3) - Common Families of DistributionsSteve YangNessuna valutazione finora
- Metrology NOTEDocumento90 pagineMetrology NOTERyan Goh Chuang HongNessuna valutazione finora
- Section C - Acceptance Sampling: Management of QualityDocumento15 pagineSection C - Acceptance Sampling: Management of QualityHusain LakhtarwalaNessuna valutazione finora
- HumedadDocumento49 pagineHumedadCarlos Jose Sibaja CardozoNessuna valutazione finora
- Construction of X-bar and R Charts for Process AnalysisDocumento3 pagineConstruction of X-bar and R Charts for Process AnalysisShanmugam BalasubramaniamNessuna valutazione finora
- Double Sampling-Wha It Means PDFDocumento17 pagineDouble Sampling-Wha It Means PDFTravis WoodNessuna valutazione finora
- Module 5.hypothesis TestingDocumento16 pagineModule 5.hypothesis TestingSonali SinghNessuna valutazione finora
- Reliability Engineering Lec Notes #3Documento4 pagineReliability Engineering Lec Notes #3peach5Nessuna valutazione finora
- Uncertanity Fully ExplainedDocumento18 pagineUncertanity Fully Explainednoman21Nessuna valutazione finora
- Quality Control Sampling TechniquesDocumento32 pagineQuality Control Sampling TechniquesLyne LerinNessuna valutazione finora
- DOE Wizard - Multilevel Factorial DesignsDocumento11 pagineDOE Wizard - Multilevel Factorial DesignsAnonymous FZNn6rBNessuna valutazione finora
- Process CapabilityDocumento10 pagineProcess CapabilityskptcaeNessuna valutazione finora
- Fall 2014 HW 11 SolnsDocumento22 pagineFall 2014 HW 11 Solnsaleman844Nessuna valutazione finora
- Single Sampling Plan TheoryDocumento5 pagineSingle Sampling Plan TheoryPraveen GYNessuna valutazione finora
- Msa PresentationsDocumento17 pagineMsa PresentationsNarasimharaghavanPuliyurKrishnaswamyNessuna valutazione finora
- B) Galileo TP - Leak Test LineDocumento2 pagineB) Galileo TP - Leak Test LinenairnavkrishNessuna valutazione finora
- BiochemDocumento4 pagineBiochem.100% (1)
- Solutions Manual Ch13 - 2012Documento37 pagineSolutions Manual Ch13 - 2012thegreatllNessuna valutazione finora
- Multiple Regression MSDocumento35 pagineMultiple Regression MSWaqar AhmadNessuna valutazione finora
- Subdivisión Boletin OIML 2001Documento6 pagineSubdivisión Boletin OIML 2001FernandoNessuna valutazione finora
- Control ChartsDocumento11 pagineControl ChartsHasler Machaca ParedesNessuna valutazione finora
- Industrial EngineeringDocumento63 pagineIndustrial Engineeringgaurav503050Nessuna valutazione finora
- Aspen Phys Prop Models V7 - 0-RefDocumento270 pagineAspen Phys Prop Models V7 - 0-RefJuanRolandoNessuna valutazione finora
- Six Sigma in Measurement Systems Evaluating The Hidden FactoryDocumento30 pagineSix Sigma in Measurement Systems Evaluating The Hidden FactorymaniiscribdNessuna valutazione finora
- Processcapability Training PresentationDocumento75 pagineProcesscapability Training PresentationVictoriaNessuna valutazione finora
- SQC Chapter 3Documento47 pagineSQC Chapter 3joy fulNessuna valutazione finora
- Metodologi Six Sigma Pertemuan 1Documento13 pagineMetodologi Six Sigma Pertemuan 1Rafi YanuarNessuna valutazione finora
- Model Num - Diagnostic Functdent Sex Baseage Nursbeds / Noscale Dist Negbin Offset Log - Period - Yr Type3Documento2 pagineModel Num - Diagnostic Functdent Sex Baseage Nursbeds / Noscale Dist Negbin Offset Log - Period - Yr Type3Dani ShaNessuna valutazione finora
- Process Capability Analysis and Process Analytical TechnologyDocumento43 pagineProcess Capability Analysis and Process Analytical TechnologyPankaj VishwakarmaNessuna valutazione finora
- Process CapabilityDocumento45 pagineProcess CapabilityHiệp Hài HướcNessuna valutazione finora
- Uppsc Assistant Engineer Syllabus 2019Documento3 pagineUppsc Assistant Engineer Syllabus 2019Prwesh Singh Dikhit RajputNessuna valutazione finora
- Industrial Engg MGMNT O P Khanna PDFDocumento1.073 pagineIndustrial Engg MGMNT O P Khanna PDFaditsenNessuna valutazione finora
- Clean Air Act - Hazardous Waste Management Questions and Answers - SanfoundryDocumento9 pagineClean Air Act - Hazardous Waste Management Questions and Answers - SanfoundryPrwesh Singh Dikhit RajputNessuna valutazione finora
- Electrical Safety Quiz PSSDocumento2 pagineElectrical Safety Quiz PSSRaphael GacramaNessuna valutazione finora
- TPM Chapter 1 - Importance of Maintenance Education and TPM DevelopmentDocumento47 pagineTPM Chapter 1 - Importance of Maintenance Education and TPM DevelopmentPrwesh Singh Dikhit RajputNessuna valutazione finora
- Food SafetyDocumento2 pagineFood SafetyPrwesh Singh Dikhit RajputNessuna valutazione finora
- Laboratory Safety QuizDocumento1 paginaLaboratory Safety QuizMANOUJ GOELNessuna valutazione finora
- Industrial SafetyDocumento3 pagineIndustrial SafetyPrwesh Singh Dikhit Rajput50% (2)
- Induction Programme For Direct Recruit JWM (Op)Documento141 pagineInduction Programme For Direct Recruit JWM (Op)Prwesh Singh Dikhit RajputNessuna valutazione finora
- PM 2013 PDFDocumento308 paginePM 2013 PDFPrwesh Singh Dikhit Rajput0% (2)
- Management and Organization BehaviorDocumento348 pagineManagement and Organization BehaviorAleksandar NikolicNessuna valutazione finora
- Introduction To Management PPT at Bec Doms Bagalkot MbaDocumento34 pagineIntroduction To Management PPT at Bec Doms Bagalkot MbaBabasab Patil (Karrisatte)Nessuna valutazione finora
- Ratio and Proportion Problems: Solve in 5 Secs Without FormulasDocumento24 pagineRatio and Proportion Problems: Solve in 5 Secs Without FormulascnkrbtncdxobNessuna valutazione finora
- Singapore Math Grade 6 (SM6Documento3 pagineSingapore Math Grade 6 (SM6Mary Ann Amparo0% (5)
- Mixture and Alligation-FinalDocumento40 pagineMixture and Alligation-FinalAnurag SrivastavNessuna valutazione finora
- Quantitative Ability: © 2016 SMART Training Resources Pvt. LTDDocumento258 pagineQuantitative Ability: © 2016 SMART Training Resources Pvt. LTDsierraNessuna valutazione finora
- Basics of AlgebraDocumento45 pagineBasics of AlgebraSonal Kumar SinghNessuna valutazione finora
- IGCSE Core Math Fifth Edition NotesDocumento92 pagineIGCSE Core Math Fifth Edition NotesShepherd HomeschoolNessuna valutazione finora
- Presentation of NAVIO Show Students The ReadingDocumento14 paginePresentation of NAVIO Show Students The ReadingEsteban Malaquias ChavezNessuna valutazione finora
- Gr5.Mathematics Teachers Guide JPDocumento149 pagineGr5.Mathematics Teachers Guide JPRynette FerdinandezNessuna valutazione finora
- Basic Principles of Intersection SignalisationDocumento46 pagineBasic Principles of Intersection Signalisationঅবোয়বআহমেদNessuna valutazione finora
- Lesson Exemplar in Mathematics 5Documento3 pagineLesson Exemplar in Mathematics 5Erneline Joice Martinez Latawan100% (1)
- Ratios6 Oneisnotenough Se 2019 2020Documento14 pagineRatios6 Oneisnotenough Se 2019 2020api-261894355Nessuna valutazione finora
- Canal Outlets: Types and RequirementsDocumento68 pagineCanal Outlets: Types and RequirementsSushil MundelNessuna valutazione finora
- Study Guide Revised 1 PDFDocumento1 paginaStudy Guide Revised 1 PDFpichila maeNessuna valutazione finora
- Second Quarterly Examination Mathematics 5Documento7 pagineSecond Quarterly Examination Mathematics 5Arnel De QuirosNessuna valutazione finora
- CTW R Three: Moisture Content of Soil Water ContentDocumento9 pagineCTW R Three: Moisture Content of Soil Water ContentVOJNessuna valutazione finora
- Experiment 4Documento2 pagineExperiment 4Lara Narvacan MarquesesNessuna valutazione finora
- Olympiad SyllabusDocumento31 pagineOlympiad SyllabusMahesh BabuNessuna valutazione finora
- SBP Junior Officer Og 1 Sample Test and AreasDocumento5 pagineSBP Junior Officer Og 1 Sample Test and AreasIrfan Baloch50% (2)
- HELP International School Final Year ReportDocumento455 pagineHELP International School Final Year ReportKimberly BurtonNessuna valutazione finora
- Mental Ability, Reasoning, Computers and English Sample Questions for Class 6Documento6 pagineMental Ability, Reasoning, Computers and English Sample Questions for Class 6sarthak kothariNessuna valutazione finora
- Mr. Bailey's Math Cheat SheetsDocumento64 pagineMr. Bailey's Math Cheat SheetsSubrata Das100% (1)
- Mathematics - Question and AnswersDocumento9 pagineMathematics - Question and Answersphirihannock43Nessuna valutazione finora
- Golden ratio in facial symmetryDocumento4 pagineGolden ratio in facial symmetrybobNessuna valutazione finora
- MBA 851 PROJECT EVALUATION COURSE GUIDEDocumento228 pagineMBA 851 PROJECT EVALUATION COURSE GUIDEAdeniyi Adedolapo OLanrewaju100% (1)
- What Was The Gann Master Time FactorDocumento6 pagineWhat Was The Gann Master Time FactorniktamereNessuna valutazione finora
- Lesson 3: Equivalent Ratios: Student OutcomesDocumento8 pagineLesson 3: Equivalent Ratios: Student Outcomesdrecosh-1Nessuna valutazione finora
- Summative Test in Math 6 2nd Quarter EditedDocumento5 pagineSummative Test in Math 6 2nd Quarter EditedShare LayNessuna valutazione finora
- DLL Mathematics 5 q2 w8Documento9 pagineDLL Mathematics 5 q2 w8Nimfa AsindidoNessuna valutazione finora
- Role of Inventory Management On Company's Profitability: by Faizan Pervaiz 2142106Documento72 pagineRole of Inventory Management On Company's Profitability: by Faizan Pervaiz 2142106Muhammad HamzaNessuna valutazione finora
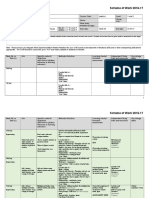
- Scheme of Work 2016-17Documento17 pagineScheme of Work 2016-17Albert AwoponeNessuna valutazione finora